Модели из 3D принтера

Вы из готовых gcode печатаете? Или сами нарезали? То что останавливается, похоже, что стоит пауза для охлаждения при печати слоя, менее чем N секунд. Проще говоря, принтер получает инструкцию ждать какое-то время после окончания печати слоя, чтобы дать остыть только что напечатанному пластику.
Рыхлость печати, скорее всего, не от этого. Причин может быть много: настройки мультипликатора, ретракта, Coast, Wipe; недоэкструзия из-за засорившегося сопла; подклинивание прутка на катушке из-за перехлёста, некачественный, неоднородный или сырой пруток.
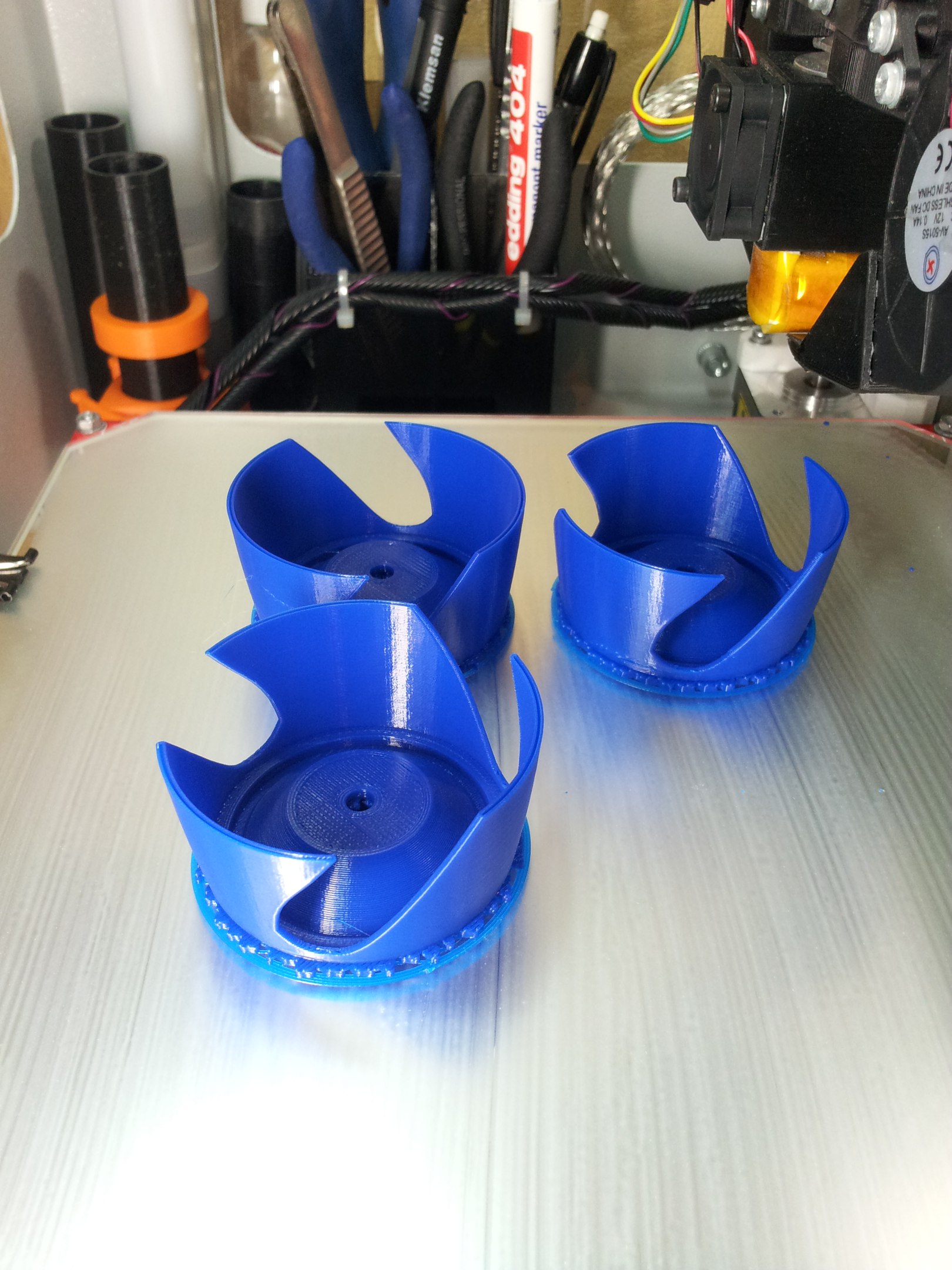
нет,печатаю из файла stl,которые в папке с моделью(модель от 3dlabprint),настройки никакие не менял,для пробы напечатал одну деталь,тут же запускаю на печать свою модель(ничего не меняя в настройках принтера)-практически идеально все печатает,такое ощущение,что в самом файле какие-то огрехи((
На мелкие детали не годятся те-же настройки, что на крупные. Попробуйте для печати этой детали сделать, например 2 копии, расставив их по столу на некотором расстоянии, чтобы была пауза, пока переходит головка.
Просто, вариантов причин проблемы может быть много и каждая из них решается по своему.
я печатал переходник на мотор размером 6*10мм с внутренним диаметром 3мм-проблем не было,на этом принтере печатаю уже три года,иногда проблемы с отслаивание и все,а тут конкретно какая-то пауза в печати,уже и пластик заменил-все равно так же,мне кажется проблема в файле stl,как будто он пористый,а не цельный и начинается это примерно после 5мм печати
Какой это файл (название), чтобы не перебирать все в архиве?.. Это спиннер?
не должно там быть никаких проблем.
мне кажется проблема в файле stl
Я печатал эти файлы, проблема точно не в STL!
да,этот файл,но что-то не идет у меня печать с ним нормальная(,завтра попробую уменьшить скорость,посмотрю что получится
да,этот файл,но что-то не идет у меня печать с ним нормальная(,завтра попробую уменьшить скорость,посмотрю что получится
Попробуйте взять их файл .factory, изменив на свои значения только дистанцию ретракта , размер печатного поля и если нужно температуру для сопла и стола
я таким образом весь самолет распечатал и никаких проблем
в .factory файлах уже подставлены все рекомендованные настройки
Была такая же проблемам при печати через Репитер
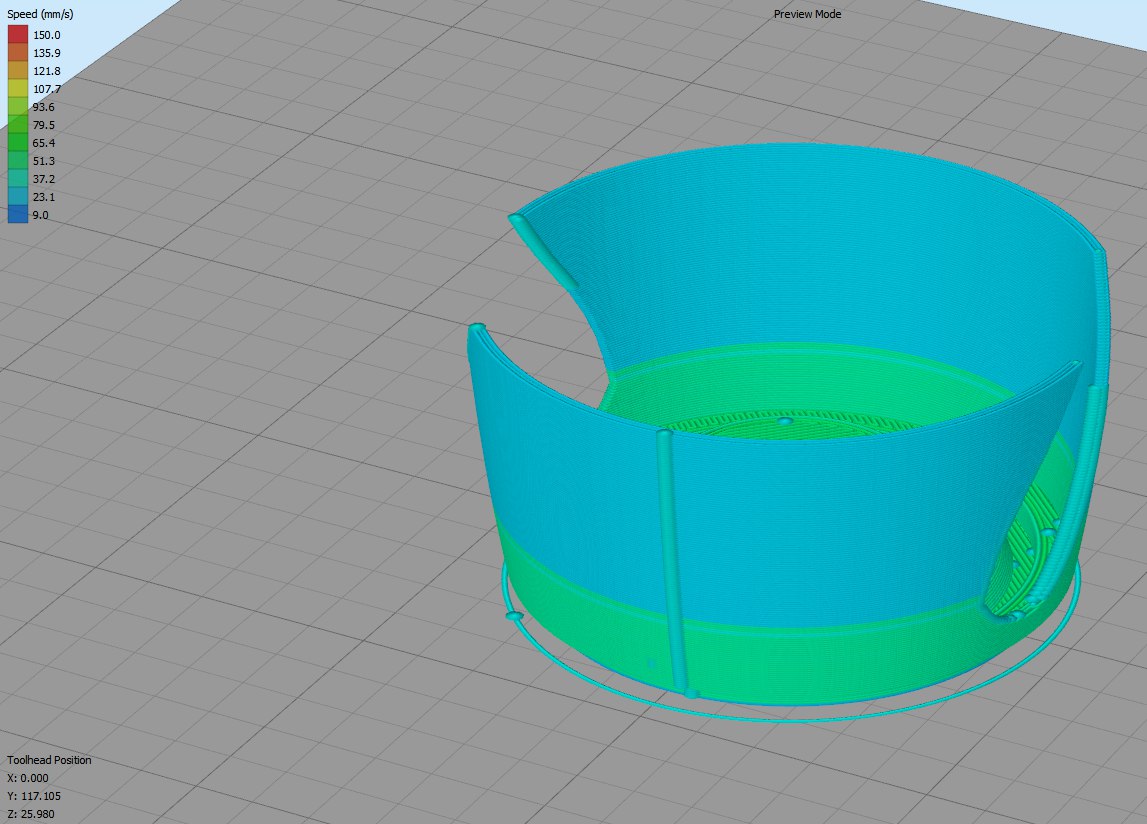
вылезли вот такие косяки-печатает слой,останавливает подачу пластика,проезжает,опять начинает печатать
Но выяснилось ,как сказал Геман
То что останавливается, похоже, что стоит пауза для охлаждения при печати слоя
сам не знаю , но как то я случайно установил этот параметр. После того как убрал задержку все стало печататся нормально.
У меня Макербот(на фото видно название),там нет подогрева стола,печатаю через родную программу,вроде нету там задержки в настройках,но завтра посмотрю ещё точнее.
Я на этом принтере испечатал килограмм 30 пластика,разные модели и готовые с интернета и свои,как один раз выставил настройки и забыл,менял только заполнение и поддержку,никогда не было проблем,а тут решил первый самолёт на пробу напечатать и сразу неприятность.
печатаю через родную программу
Может она слайсит криво? Ребята из 3длабпринт рекомендуют только Симплифай.
недоэкструзия из-за засорившегося сопла
Сталкивался с этим.Если пластмасса грязновата,то бывает.Заказал в запас на днях ещё пару пакетов по 5 шт. в каждом.ru.aliexpress.com/item/…/32716853263.html. Итого с доставкой встало в 106р.всего. Второй раз у них заказываю.Вообще доволен! Рано или поздно все забиваются.После чистки,обычно высокотемпературным методом,частенько портятся.Кто то якобы чистит,загоняя внутрь нейлоновую леску 1,6 мм от газонокосилки " на горячую"… Я пока так не делал.Хотя интересно.Вот как скопятся сопла побольше,тогда попробую.)
Здравствуйте.
Месяц назад приобрел 3д принтер Anycubic i3 mega, 2 недели назад купил первый квадрокоптер F450 с али экспресса.
Вот начал собирать все потихоньку.
Параллельно смотрел ролики с ютуба и появилось желание напечатать себе какой нибудь самолет (хотя принтер оказывается еще очень не настроен). Наткнулся на 3dlabprint.com посмотрел цены вроде невысокие.
Подумав, что не я один наверно такой начал искать, что то подобное в Русско говорящем сообществе и наткнулся на этот форум.
С Уважением Алексей.
П.С. Кто каким слайсером печатает эти модели? По умолчанию с принтером шла программа Cura но читая данную ветку видел что многие используют что то другое.
Друзья, если мы тут будем в открытом доступе обсуждать перепродажу моделей (что в целом не правильно, как я считаю) ребята из 3dlabprint рано или поздно прикроют лавочку и просто перестанут продавать в Россию (через Paypal это легко организовать). Найти эту ветку гуглом, даже не зная русского языка (а многие чехи его отлично знают), не проблема…
Друзья, если мы тут будем в открытом доступе обсуждать перепродажу моделей (что в целом не правильно, как я считаю) ребята из 3dlabprint рано или поздно прикроют лавочку и просто перестанут продавать в Россию (через Paypal это легко организовать). Найти эту ветку гуглом, даже не зная русского языка (а многие чехи его отлично знают), не проблема…
Спасибо убрал в сообщение это =)
Заказал в запас на днях ещё пару пакетов по 5 шт. в каждом
Пользуюсь ими давно. Отличные. и ещё есть один момент. Недоэкструзия может быть из за забитой тефлоновой трубочки. ru.aliexpress.com/item/…/32807265640.html у меня ANET A6. И мне нужна длинною 40 мм. Ну там же есть и меньшей длины. Было такое. что ну как то деталь получалась рыхлая. Поменял трубку и всё пошло как и должно быть. И вообще считаю, что трубка и сопло, это самый наверное расходный материал который обязательно должен быть в запасе.
тефлоновой трубочки
Надо бы заказать тоже.Не знал,что внутри этой резьбы тефлон.
Не знал,что внутри этой резьбы тефлон.
Он имеет свойство забиваться. Уже это явно известное средство, но я повторюсь. Использую фильтр ля нити. Помогает .3dtoday.ru/3d-models/…/filtr_dlya_niti_plastika/

Про фильтр слышал.Согласен,если внешне грязный пластик например с той же Сопутки,то поролон всё снимет.Но кто то писал,что сам поролон может начать крошиться и забивать уже собой всё. Пока что фильтра нет никакого.Половину катушки ленинградского ПЛА отпечатал.Думаю,после всего забьётся,или нет? Надо заказать у “Грег” наверное серый цвет и к нему в пару гармонично сочетающийся с ним.Есть мысль забубухать двухцветный ЕДГЕ. Прошлый был яркозелёный.Отдал знакомому.Пускай занимается. По степени яркости есть сомнения.Посмотреть бы где готовые тонкостенные распечатки из ихней пластмассы.Что бы знать,стоит оно того,или с Сопутки заказать.Там то уж точняк проблем с цветовой “прокачкой” нету. Отложенный денежный лимит на пластик,неожиданно был применён не по назначению.)) Взял с рук Парабеллум.Просто пострелять.) Думаю,наверно зря.Но прикольная штучка.
, но я повторюсь. Использую фильтр ля нити.
Из личного опыта - из-за этого самого фильтра (с набивкой из поролона) было 90% затыков! В какой-то момент пруток начинает маленькие кусочки поролона вырывать и утаскивать в канал подачи, где они у входа скапливаются и в какой-то момент встают враспор между пластиком и стенками трубки, пока подача пластика не прекращается. Уже больше года печатаю без фильтра - проблем нет! Весь принтер накрыт кожухом, правда.
Начал настраивать свой принтер все зазоры выставлял с помощью электронного штангенциркуль. в итоге центр выше углов на 0.55 миллиметра что очень неприятно при печати больших деталей =( углы не доклеиваются, а центр замазывается соплом =( Что посоветуете сделать?
У одного из владельцев принтера на 3dtoday спросил и он ответил
Да были. в итоге поставил стекло на верх. иначе можно печатать только небольшие детали по центру и калибровать стол лучше по бумажке а не той пищалке.
Если все так плохо, то ставить простое 3-4 миллиметра стекло и регулировать ось Z? и начинать измудряться с адгезией?