Чупсов киль. Первый. Закладка.
Корки, это не долго.
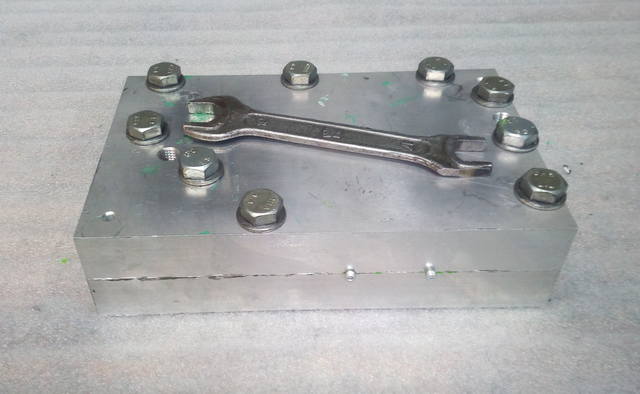
Технология матрица-пуансон из разряда быстрых. Единственное, требует очень тщательной подготовки форм.
Формовка, она вообще занятие кропотливое, но по технологии матрица-пуансон, подготовка форм особо тщательная. И окраска особо вдумчивая.
Фишка технологии в давлении.
Давится так, что выдавливает практически всё лишнее. А если еще и подогреть, дополнительно вакуумировать …
Короче, если не подготвиться, то пробой краски по самый ламинат, это меньшее из зол.
Сутки спустя, по дороге на работу заехал в строймаг и прикупил стамеску. Широкую.
Зачем стамеска?
Дык, обрезать, знамо дело.
По самое нихочу, и очень точно, чтобы не покоцать формы.
Первая форма заняла почти 30 минут.

Сдунул капельку пота с носа, и еще через толику времени …

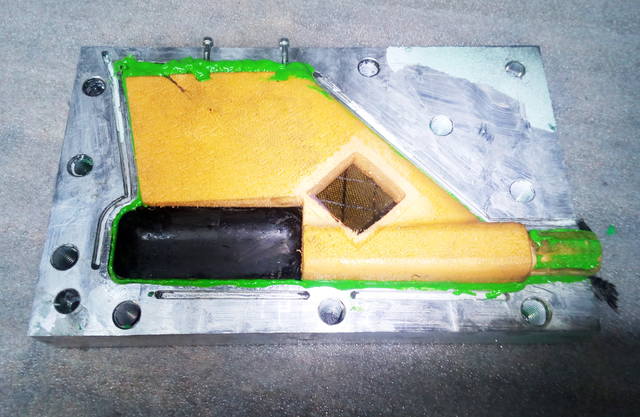
Ну что, можно закладываться.
Корочки начиняются добрячками.
А именно.
Вклеивается отбортовка крышки приборного отсека.

Материал - твёрдая пена. Плотность 100.
Вклеивается по периметру отбортовки, дабы аккуратно взрезать, и потом отрезанным же и прикрыть люк приборного отсека.
Расширяю корки по стыку границ.
Если просто мазануть кашей, по границам, с высокой вероятностью форма не отдаст киль, но отдаст снова две корки.
Площадь больно мала, на стыке, а полости глубокие.
Посему, расширяю зону стыка в районе приборного отсека.


Стеклотекстолитовые (толщина 1 мм) отбортовки, с шириной 1,5 мм.
Каплями прихватываю на циакрин, а уже непосредственно при формовки, изнутри, укрепляю стык кашей.
В ядро заправляется боуден тяги РВ.

Обычная ПЭТФ трубка с внутренним диаметров 1,5 мм.
Корочки взбадриваются зерном 120, обезжириваются и покрываются тонко-тонко смолой.
Дополнительно укрепляю лоскутом ткани СВМ участок шпигота.

Внутрь боудена закладываю проволоку, дабы трубка боудена при формовке не схлопнулась при обжатии ядра.

Ядро промазывается смолой, кашу на кромки …
И …
Ну что, внешне неплохо.
На огонь!
Сиречь в термошкаф. Температура 60, на сутки.
Что-то да получится. Увидим в скорости …
Сия коллеги!
