Случилось так что я на старости лет решил таки приобрести 3д принтер, пока свежи эмоции решил все законспектировать, но цель этого дневника не мануал как надо или чего делать ненадо, просто взгляд на мир с другой стороны).
Проблема выбора и как я ее решил.
В самом деле принтер я захотел срочно и очень хотелось получить аппарат который настроен - включил нажал кнопку и через некоторое время - вынул готовый материализовавшийся предмет (или мечту). Поскольку профи в 3д печати я не являюсь а поспрашивал у знакомых мол кто знает что нужно брать? … и мне посоветовали - а возьми ка ты “дельту” говорят они быстрые и прикольные, вон на барахолке рцдизайна человек продает… не буду вдаваться в подробности но вцелом получилось немного не то что я хотел, человек высылал принтер из краснодара и для компактности в пересылке мне его разобрал и поэтому вместо готового настроенного аппарата я получил частично собранный набор.
Я по жизни оптимист и воспринял это как подарок судьбы и возможность поиграть в очередной конструктор для взрослых детей. Тем более что продавец оказался земляком и вообще хорошим человеком и сильно мне помог “стартовать”. В ходе игры в этот конструктор пришлось окунуться в этот мир в котором меня удивили некоторые вещи.
Это интересно
Существует множество сайтов содержащих коллекции готовых 3д моделей. Как правило 3д модель для печати на принтере этой файл с расширением STL. Наиболее богатым и популярным ресурсом где можно скачать множество интересных вещей совершенно бесплатно thingiverse
Существует целая тематика “топ х вещей которые нужно напечатать на 3д принтере.” их читать не надо. Все печатают сувениры и полное фуфло) В самом деле на принтере можно распечатать шкивы, шестерни, редукторы, помпы, пластиковые турбинки, циклонный отделитель для пылесоса и оснастку для своих работ. Но прежде всего 3д принтер это возможность осуществить свою мечту. Поэтому придется освоить какой нибудь “Солидворкс” 😃
3. возможности аппартно -программного комплекса.
для меня было открытием что большинство принтеров могут управляться как с компьютера (точно также как с чпу станком и программой мач3) так и автономно, у большинства 3д принтеров есть слот сд карты и через экранное меню можно выбрать файл с G кодом и запустить его печать.
управляющая программа Repeiter-host позволяет визуально и почти без участия человеческого разума (т.е. это делается на порядок проще чем сгенерить жкод для чпу фрезерования) запустить нарезку модели на слои для печати- этот процес называется слайсинг, соответственно используемая подпрограмма называется “слайсер”. для тех кто знаком с чпу слайсер это кам-процессор.
Причем слайсеры умеют генерить как Gкод под контроллеры 3д принтеров так и для мач3
в принципе слайсеров много, каждый из них может по своему нарезать слои, но почемуто все используют slic3r
в ходе печати, если она осуществляется по USB можно регулировать температуру расплава, скорость печати, силу обдува
практически к любой голове можно докупить сопла разных диаметров от 0,2 до 1,2мм и достичь как печати мелких деталей так и быстрой печати крупных
многие параметры станка хранятся в епроме контроллера, их можно легко редактировать через управляющую программу не заменяя прошивки в контроллере
прошивка контроллера написана на ардуино и имеет открытый исходный код, позволяет использовать различные типы контроллеров. существует две основные конкурирующие версии.
Основные виды пластика которые можно использовать на обычном 3д принтере
ПЛА (PLA)
АБС (ABS)
полу-резиновые
резиновые можно печатать шины для моделей. (меня поразило люди даже кроссовки печатают)
всех цветов радуги, прозрачные и флюорисцентные.
Основные проблемы с которыми сталкиваются при 3д печати
точная калибровка зазора между соплом и столом в положении z=0 (если зазор не точен - деталь не прилипнет и процесс печати не пойдет)
проблема прилипания детали к столу и выбор покрытия. (это просто песня!)
т.е. это две глобальные проблемы, остальное -мелочи)
Неочевидные ошибки и заблуждения
издавна считалось что 3д печать круто, но дорого пластик. Пластик сильно подешевел!
при печати ABS запах есть, но не настолько сильный чтобы отказываться от печати в домашних условиях. (меня жена предупредила что если что выселит в гараж. но достаточно быстро привыкла)
шум от работы принтера есть, но даже бытовой шум его заглушает. если сравнить по уровню и тону шума напоминает старинный MFM винчестер на айби эм писи айти
-обдув головы. горячая часть печатающей головки называется Хотенд. она должна постоянно обдуваться вентилятором. в мануале к моему станку было указано куда подключить вход этого вентилятора. на самом деле то ли в прошивке что то не то то ли в мануале вентилятор включался как для обдува детали. это другой вентилятор, его используют для печати мелких деталей и при печати ПЛА пластиком. В результате не обратив внимание что хотэнд не обдувается постоянно я непонимал почему у меня нестабильная печать и в конце концов чуть не расплавил маунт головы.
-оказывается жесткость для 3д принтера также важна как и для цнц. расплав не просто выдавливается из сопла но и утюжится его торцом.
-конструкция типа “дельта” это не только высокая скорость печати но и гемор в плане стабильности подачи нити с “боуденом” и калибровка “линзы” (обеспечение одинакового зазора по центру и краям стола)
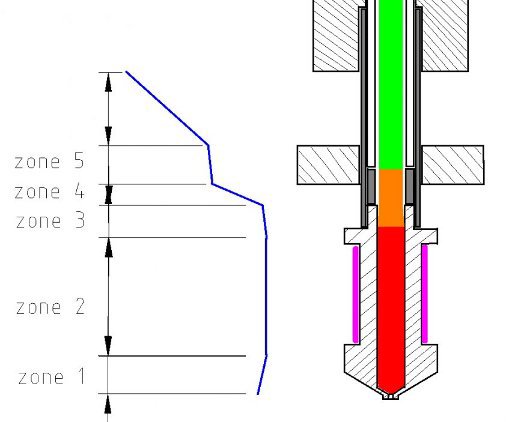
Интересное что удалось прочесть по теме: Тепловые зоны печатающей головки
Основные дефекты печати и методы их устранения англ.яз. но и так понятно, много картинок
Сленг этого мира и новые для меня термины:
Хотэнд - горячая часть печатающей головки
Сопло - сменный элемент головки определяющий толщину выдавливаемого пластика и соответственно диапазон используемой толщины слоя
Экструдер - система подачи пластиковой нити
Боуден - система при которой экструдер находится далеко от печатающей головки, за счет этого достигается меньший вес и лучшие разгонные характеристики, но есть некоторые сложности изза эластичности нити и возникающего при подаче люфта.
-Heating bed - это обычный нагревательный стол- нагревательная пластина и стекло.
-Филамент - пластиковая леска из которой печатают
А теперь песня.
основная проблема в том что “настоящий пластик” это ABS. Тоесть настоящие изделия. такие как корпуса надо печатать из него. С ним в отличие от PLA большая проблема с отлипанием от стола. Собственно что происходит - начинают отлипать края и задираться кверху. при этом голова нештатно цепляет заготовку. В лучшем случае получится изделие с загнутыми краями, в худшем головой все снесет.
В качестве решения проблемы народ пробует разные спреи, жидкости и материалы для покрытия стола, с тем чтобы при печати деталь приклеилась а потом отлипла. Существует много всяческих обзоров о личном опыте кто что пробовал вкратце что лучше пиво, клей, сироп, каптон, ситаловое стекло, BuildTak и прочие извращения. неплохой кстати обзор тут
суть в следующем:
мнением тех кто печатает PLA можно пренебречь ибо с ним этой проблемы почти нет
на этой плодородной почве появились новые миссии типа купите наше волшебное ситаловое стекло или BuildTak и ваши проблемы решатся, но в реале если внимательно почитать отзывы про это стекло или BuildTak то в результате: что не липнет к нашему покрытию? а спиртом протирали от отпечатков пальцев? да? и все равно отслаивается? а ПВП клеем-карандашом намазали? а температуру стола до 110 градусов подняли?.
фигня в том что если клей карандаш PVP типа нанести на чистый обычный холодный стол, нагреть его до 110 то ничего не отслоится, а при остывании при 60 градусах деталь щелчком отстает сама. и никакие чудо покрытия роли не играют. Нету пока покрытия которое позволило бы печатать ABS на холодном столе без отлипа но чтоб потом можно было отделить от него деталь!
Почему хочется печатать именно на холодном столе. во первых стол долго греется, у меня наверное минут 15, возможно когда печатаешь что либо серийно или неспешно это не так важно, но пока экспериментируешь- это реально бесит
Ну и немножко позитива
потихоньку настраиваю, учусь и прогрессирую
Временный мотор маунт
корзинка для экспериментов с конфигурацией магнитов
Comments
Основные проблемы с которыми сталкиваются при 3д печати:
Забыли про усадку (особенно ABS) и как следствие межслойную деламинацию… Ну и про подбор параметров печати (температура, мультиплаер подачи, откат и прочее), которые могут меняться от катушки к катушке даже у одного поставщика. Про Slic3r тоже хватили вы. Далеко не все используют. Я поначалу пользовался и Slic3r и Cura встроенными в Repetier-host, потом добыл Simplify3d и забыл другие слайсеры. Особенно при двухэкструдерной печати…
Но все проблемы ни о чём, когда снимаешь со стола готовую деталь… Это да!
Кстати, поскольку у вас боуден-экструдер, то с печатью мягкими (резиновыми) пластиками могут быть большие проблемы…
И про дешевизну пластиков: если вам кажется, что 1200-2500 рублей за полкило пластика это не дорого, то остаётся только порадоваться. Чуть ли ни единственный действительно недорогой: PLA и ABS от FDPlast. Остальные все гораздо менее бюджетные. PVA я всё никак не попробую - жаль столько денег тратить на полкило материала поддержек…
Да, и не бойтесь PLA. По характеристикам он не сильно от ABS отличается. Печатается всё гораздо проще. А температуры допустимые у них не сильно отличаются. И тот и этот размягчаются и теряют свои свойства под лобовым стеклом автомобиля в солнечный день. Проверено на своем опыте…
Пластиковое ведёрко напечатанное из PVA и повешенное сзади под бампер машины живёт там уже год. Пережило лето и зиму. Испачкалось, но висит и не разваливается и не разлагается. ИМХО, в обозримых пределах времени деградация PVA в естественных условиях почти миф.
Да, и не бойтесь PLA. По характеристикам он не сильно от ABS отличается. Печатается всё гораздо проще. А температуры допустимые у них не сильно отличаются.
Не скажите. Такие вещи, как кронштейны подвесов или мотор-маунты напечатанные из PLA плывут при нагреве моторов, а из ABS - нет. Также ABS хорошо поддается “напилингу”, что немаловажно при изготовлении прототипов. И можно обработать его ацетоном или дихлорметаном для лучшей фиксации слоев и придании глянца.
Для повышения адгезии я некоторое время назад перешел на ABS-сок - не нарадуюсь, совсем забыл про брим на мелких деталях и детали печатаю в размер стола.
Спасибо, все верно говорите, но я же в роли чайника тут)
поэтому максимально постарался выделить потребительскую сторону процесса вхождения,
да пластик абс фдпласт, с доставкой выходит около 500р за катушку 750грамм. пока еще испечатал первую катушку только до половины. Фдпласт мне посоветовал предыдущий владелец, кстати хохма , ничего не зная я влез на сайт производителя и долго не мог понять как заказать у них пластик, в результате оставил им сообщение, в ответ пришел мэйл что все заказы через интеренет магазин…
Я поначалу пользовался и Slic3r и Cura встроенными в Repetier-host, потом добыл Simplify3d и забыл другие слайсеры
могли бы вы написать мне в личку или kozin@mail.ru на предмет где берут этот слайсер
Кстати, поскольку у вас боуден-экструдер, то с печатью мягкими (резиновыми) пластиками могут быть большие проблемы…
про это меня уже предупредили, надумаю печатать буду думать как поставить экструдер в непосредственной близости к хотенду.
Для повышения адгезии я некоторое время назад перешел на ABS-сок - не нарадуюсь, совсем забыл про брим на мелких деталях и детали печатаю в размер стола.
класс, а поверхность при этом у детали не страдает?
стол греть надо?
легко ли отдирается?
предыдущий владелец мне посоветовал pvp клей карандаш “каляка-маляка” в ближайшем канцелярском магазе я его ненашел, но нашел клей -карандаш PVP “скотч”. на горячем столе держит отлично. поначалу много клея наносил и на детали были следы, но потом научился на холодный стол клей, затем несколько капель воды и пальцем разглаживаю клей чтобы небыло разводов. но тут неизбежный горячий стол…
класс, а поверхность при этом у детали не страдает?
стол греть надо?
легко ли отдирается?
Поверхность детали “в пределах допуска”. Я по началу “все испортил”, намазав ABS-сок на горячий стол, он сразу и закипел и пошел пузырями. На видео - белые следы, как раз от этого.
На холодном столе не пробывал, но под ABS и не слышал про печать “на холодную”. Я грею, по привычке, до 105 градусов. У меня греется за 5-7 минут, т.ч. это не критично.
Отдирается с трудом, при помощи шпателя. Особенно если нарушена калибровка (а у моего принтера это врожденных дефект) и первый слой, можно сказать, втирается в стол.
врожденный дефект это значит ноль не выставляется ни настройкой в епром ни регулировкой концевика механически?
врожденный дефект это значит ноль не выставляется ни настройкой в епром ни регулировкой концевика механически?
Все проще - стол хлипковат и калибровка переодически сбивается.
А температуры допустимые у них не сильно отличаются. И тот и этот размягчаются и теряют свои свойства под лобовым стеклом автомобиля в солнечный день.
Не знаю, может у вас пластик не того качества или грели совсем до беспредела, но вот тут человек проверял и у него ПЛА гораздо раньше стал кашей:
после прочтения темы про тепловые режимы хотенда меня одолевает идея поставить на охлаждение головы термостат на 110 градусов для управления кулером
ништяка от этого два - кулер будет работать автономно и не будет лишнего шума пока голова давно остыла.
для “зоны поршня” всегда будет комфортная температура в 110 градусов, те. возможно будет стабильнее подача
Не знаю, может у вас пластик не того качества или грели совсем до беспредела, но вот тут человек проверял и у него ПЛА гораздо раньше стал кашей:
Я не сравниваю раньше или позже. Я констатирую, что в машине под стеклом на солнце поплыли оба пластика. А раньше или позже уже не суть.
поставить на охлаждение головы термостат на 110 градусов для управления кулером
А почему не термостат управления нагревом?
Я констатирую, что в машине под стеклом на солнце поплыли оба пластика. А раньше или позже уже не суть.
Да вы не поверите, в эструдере они тоже оба расплавляются. 😁
По жизни у меня ABS - основной пластик. Почти все именно им. SBS или PLA - изредка и для других целей, оба в среднем дороже, чем АБС, капризнее в обработке и прочее…
с ABS, напротив, никаких проблем или ужасов никогда не испытывал. А детали порой габаритые, что по диагонале стола едва влезает.
А почему не термостат управления нагревом?
термостат управления нагревом зоны плавления пластика есть встроенный. без него никак. я имею в виду верхнюю часть головки , где начинается радиатор. там нужно чтобы в зоне где начинается радиатор было 110 градусов. я предлагаю туда поставить сенсор и управлять силой обдува . дополнительный ништяк что вентилятор не будет издавать лишнего шума при бездействии станка. после того как хотэнд остыл он сам выключится
верхнюю часть головки , где начинается радиатор. там нужно чтобы в зоне где начинается радиатор было 110 градусов. я предлагаю туда поставить сенсор и управлять силой обду…
ИМХО это борьба с проблемой, которой нет. Сделать конечно можно, но смысл?
Мои доводы:
У большинства принтеров этой проблемы как бы нет, раньше или там позже пластик расплавляется. Вообще, в моду входят экструдеры с цельной металлической трубкой, которая заканчивается соплом - без второпластовых вставок, без стыков. Длиной сантиметров пять. Где там конкретно зоны располагаются - значения не имеет;
От скорости экструзии меняется не только расположение зон, но и фактическая температура выдавливаемого пластика (при постоянной приборной температуре конца), поэтому имеет смысл печатать с такими настройками, чтобы все скорости были одинаковыми. Хорошо сказывается на качестве деталей.
у меня меняется объем пластика при печати слоями разной толщины, к примеру когда ставлю слой 0,15 то приходится ставить умножитель на .88 а когда 0,3 то 0.8 иначе проявляются признаки недостаточного или избыточного количества пластика. Предполагаю что это изза различия в скорости прохождения пластика через голову, головка по разному прогревается при разных потоках и приходится подгонять для толщины слоя. Попутно приходится подгонять коэфициенты под разные типы заполнения и стенок т.к. тут тоже разная скорость работы и соответственно разный поток.
собственно предположение в том что обеспечение стабильности тепловых зон может стабилизировать процесс плавления и упроститьь настройку слайсинга, особенно если свойства материала не стабильны
у меня меняется объем пластика при печати слоями разной толщины, к примеру когда ставлю слой 0,15 то приходится ставить умножитель на .88 а когда 0,3 то 0.8 иначе проявляются признаки недостаточного или избыточного количества пластика
Вот совершенно точно - тепловые режимы тут не при чём!
Экструдер при подаче не щёлкает? В прошивке правильно откалибровано все? Т.е. если податчику “заказать” толкнуть 100мм прутка (без сопла), он ровно 100мм отмеряет?
Далее - подающее зубчатое колесо на валу шаговика не прокручивается? надёжно ли оно зафиксировано винтом?
Потому, что то, что приходится втыкать коэффициеенты порядка 0,8 - это оооочень неправильно и ооочень подозрительно. На нормально работающем принтере - редко более +\-5% вертеть приходится, т.е. значения 0,95 - 1,05.
за подсказку проверить правильность калибровки экструдера - спасибо, не догадался проверить.
в работе не щелкает, тащит нитку хорошо. один раз забыл достать катушку из коробки так он приподнял вместе с катушкой.
у меня боуден, т.е. экстудер далеко от головки ретракт стоит 3мм. может надо еще как люфт компенсировать, иногда замечаю после печати юбки и начала детали печатать начинает не сразу а миллиметров через 5, но не знаю что накрутить есть какой то wipe не оно?
Ретракт для боудена возможно и больше имеет смысл, в настройках еще бывает величина дополнительной подачи при возобновлении экструзии.
Вообще, тема калибровки этих вещей, как и других параметров, очень обширна. На робофоруме есть программы для генерации калибровочных g-кодов, очень советую туда сходить. Ну и вообще информации там немало.
И про дешевизну пластиков: если вам кажется, что 1200-2500 рублей за полкило пластика это не дорого, то остаётся только порадоваться.
Не знаю как в Питере, в Москве покупаю КИЛОГРАмМ ПЛА за 600 руб. Переходный ПЛА за 460 руб /КГ… Качеством пластика оч доволен…
Гуглить по слову Сопитка (не реклама)
затестил прогрвмму управления принтером и слайсер “Simplify3d”
первое впечатление положительное, в отличии от slic3r на порядок быстрее слайсит, в отличие от него же без ошибок слайсит сложные модели. в качестве эксперимента проверил на модели эйфилевой башни. Slic3r оставлял ее без одной ноги. тут все нормально.
что недопонял или непонравилось в отличие от репитер хоста:
не нашел возможности редактировать епром параметры прошивки.
не нашел командную строку жкода. очень удобно перемещать голову простыми командами например g1 z1 это переместить голову в миллиметре от стола и потом по шажочкам подогнать к столу для проверки зазора.
на индикаторе показывающем положение головы по осям показывает не реальное положение головы полученное от станка а то которое соответствует последней команде джог дайла или жкода. тоесть послал я ей переметиться на сто вниз - она сразу показывает это положение хотя станок еще едет, репитер хост показывает реальное перемещение. Если у станка в епроме лимит чуть раньше чем настроено в утилите то случается глюк - станок не исполняет команду а индикатор уменьшает значение
ценник, авторы хотят 150 баксов. пожалуй купил бы комерческую версию если бы она стоила хотябы до сотни и была без глюков.
в крайнем релизе добавлена поддержка кучи языков, русского не добавили, в принципе и не нужно, но за державу обидно.
судя по кнопке сенд - оно! спасибо!
еще столкнулся с тем после окончания работы не убирает голову от модели.
горячая голова может подплавить если тонкая поверхность, полагаю что то недонастроил
если не понятно - по окончанию печати паркует голову в х0у0
маленький скриптик в конец ж-кода…
Обязательное дело!
Обычно, и стартовые скрипты тоже свои подписываются кое-какие. Кстати, обычные slic3r и cura тоже позволяют свой стартовый и конечный джы-код подписывать.
Конкретно про стартовые скрипты: для некоторых профилей печати занижаю ускорения и джэрки, чтобы качество выделки получалось лучше.
Друзья, подскажите пожалуйста, что настроить чтобы Simplify3d печатал тонкие стенки.
вобщем то нравится он уже мне.
но в отличие от slic3r не печатет тонкие стенки, к примеру сопло .4 слой 0.3 стенка 0.4 - не печатает. просто пропускает и оставляет пустое место.
в просмотре жкода прохода нет
генерит код только если поставить сопло 0,2
Не знаю как в Питере, в Москве покупаю КИЛОГРАмМ ПЛА за 600 руб. Переходный ПЛА за 460 руб /КГ… Качеством пластика оч доволен…
Гуглить по слову Сопитка (не реклама)
Думаете, что кто-то ещё не знает про FDPlast? Но это единственный производитель с такими ценами (потому, что пластик для 3д принтеров это побочный продукт. Мы у них оптом трубы закупали, например, которые они изготавливают) . PP, Rec и все остальные держат уровень в 1200 и выше. Попробуйте купить PVA для поддержек или что-то отличное от PLA/ABS…
Что касается качества PLA с Сопытки, не знаю. Не однозначно всё. С одним и тем-же проверенным gcode может весьма разный результат получиться. Печатал сейчас партию в 50 сувениров - насмотрелся… Можно, конечно, на принтер грешить. Не знаю…
Что касается ретракта, то у меня стоит 8-9мм, при скорости 55-60 мм/сек. Extra Retract Distance подгоняю в зависимости от модели и деталей. Да и вообще, для одного и того-же пластика иногда приходится значительно менять настройки просто из-за того, что температура/влажность в комнате поменялась. Хочу принтер с термокамерой, неподвижным по XY столом и рельсовыми направляющими, что часть проблем бы решило, но бюджет пока не позволяет.
По Simplify3d - есть у меня на него зуб (к той версии, что у меня есть 😉 ): вылетать любит при включении Ooze shield. Настроить нормально Prime Pillar при печати двумя экструдерами тоже не получается. Багов ещё тьма разных. Но в целом, имхо, самый адекватный слайсер на данный момент. Хотя, ценовая политика совсем не радует. Могли бы для домашнего использования и подешевле выпустить. 😃
Друзья, подскажите пожалуйста, что настроить чтобы Simplify3d печатал тонкие стенки.
вобщем то нравится он уже мне.
но в отличие от slic3r не печатет тонкие стенки, к примеру сопло .4 слой 0.3 стенка 0.4 - не печатает. просто пропускает и оставляет пустое место.
в просмотре жкода прохода нет
генерит код только если поставить сопло 0,2
Поменяйте Extrusion Width на Manual, там поставьте 0.4 или меньше (попробуйте 0.38, например). Должно сработать.
Друзья, подскажите пожалуйста, что настроить чтобы Simplify3d печатал тонкие стенки.
вобщем то нравится он уже мне.
но в отличие от slic3r не печатет тонкие стенки, к примеру сопло .4 слой 0.3 стенка 0.4 - не печатает. просто пропускает и оставляет пустое место.
в просмотре жкода прохода нет
генерит код только если поставить сопло 0,2
сопло 0,4, стенка 0,4…? Логика ничего не подсказывает? Пластик выходя из сопла должен еще как то “придавиться” к нижнему слою…Т.е. он расширится в сечении…и программа это учитывает. Ставьте стенку >0,45 или сопло 0,3 и все вам будет…
А, точно, Andrew1978 правильно говорит - можно поставить сопло 0,38 и Extrusion Width 0,39 - обработает нормально.
Друзья, подскажите пожалуйста, что настроить чтобы Simplify3d
Не нужно менять диаметр сопла. Уменьшайте (в разумных пределах) Extrusion Width
Однако… Некоторые детали (как в случае с вашей эйфелевой башней), наоборот, слик3р делает лучше. Скажем так, симплифай такое ощущение, что больше заточен под скульптуры, а слик под технические детали.
Просто из-за удобства симплифая постепенно перестал пользоваться и сликом (в репетиерхосте) и курой.
Что касается температуры и охлаждения сопла: прошивка какая? В репетире я запросто вносил изменения некоторые, и кулер охлаждения включался и отключался при заданной температуре. Т.е. он не молотИл пока сопло не нагрелось и отключался, когда остыло до определённой температуры.
По пластику уже всё написано. Сопутка вне конкуренции по цене/качеству. Только ассортимент пока ограничен. Я брал пробники Принтпродукта, удалось напечатать POM шестерни в редуктор РУ машинки. Правда помучился с дикой деламинацией.
По клеям и сокам - всегда использовал абс разведёный, однако…недавно перешёл на клей-карандаш. Не знаю, почему ранее не получалось, но сейчас реально стал забывать про постоянные смазывания стола и детали чистые получаются.
п.с. у меня принтер с боуденом, своя конструкция, “честно скопированная” с ЗАВа и Спринтера, после прюши долгое время боролся с настройкой прошивки, т.к. репетиер упорно глючил. Пришлось на марлина “пересесть”, потерял возможность управления кулером (без допаивания всяких приблуд), но за то печать более стабильная. Один раз откалибровал стол и забыл, т.к. использую оптический концевик.
После легкого освоения “солида” я понял, что без принтера жизни больше не будет ))
+1 тоже не стал бы советовать менять диаметр сопла в настройках. Чуть выше я рекомендовал менять сопло с меньшим диаметром (железку)…
я размер сопла конечно же не менял для печати. просто пока искал в чем причина перебирал настройки, разумеется печатать полученный ж-код не планировал.
Огромное спасибо за советы!
del
нашел, в настройках экструдера
Да хоть сто советов ) А еще, я бы рекомендовал, как тут ранее писали, посетить roboforum.ru раздел 3Д печати. Информации море, народ адекватный (что-то типа апм.форума по атмосфере).
Братцы, вот оно. Будущее наступило!
помните “Технология” нажми на кнопку -получишь результат и твоя мечта осуществится…
потренировался на модельках, инструментах, свой корпусик напечатал,
с вашей помощью настроил слайсер под свой станок…
но это были просто идеи и их реализация… но не мечта…
а мечта была, лет пять страдал и мучался… покупал оружейниые крепления прицелов - тяжелые.
пытался заказать и выточить сам из дюрали - измучился сам и замучал других…
а тут выпало мне счастье, коллега придумал то о чем я мечтал
а я нажал на кнопку и …
и неясно прохожим в этот день непогожий почему я веселый такой )
Вполне себе ясно, от чего веселье 😃
Это понимание того, что горизонт стал шире 😃
Алексей я не гуру в 3d печати, но ранее при печати АБС пластиком тоже пользовался соком. Держит отлично, но под каждый цвет пластика необходим свой сок, поверхность всё-таки портится.
Не помню уже где, чуть ли не на драйве, один человек использует клей БФ. Я попробовал и мне понравилось. Растворяется спиртом. Причем если давать остыть столу и потом снимать то клей остаётся на столе. И таким образом чуть ли не много раз можно печатать.
Попробуйте, не пожалеете.
спасибо большое за советы, попробую сок и бф.
пока печатаю на PVP клей. немного не идеальная поверхность в отличии от печати на идеально чистом стекле.
на днях из стекла вырвало фрагмент в форме линзы. тоесть стекло осталось на детали. силой не вырывал, ждал пока деталь отлипнет при остывании. наверное стекло попалось плохое. стекло перевернул и печатаю с другой стороны.
если печатать на клей пвп то после того как его смыть спиртом то можно пару раз потом напечатать на чистое стекло при максимальной температуре стола почти без отслоения, видимо клей грунтует микропоры стекла.
кстати чем можно выровнять клей на стекле чтобы небыло микрополосок?
Клей карандаш - можно влажной губкой. АБС - ацетоном и, например, кредиткой (но я пальцем обычно размазывал, когда на абс печатал)
Вырывать стекло может, если сопли очень близко к стеклу (калибровка), тогда первый слой оно “втирает” в стекло как бы, да еще раскалённым соплом может появляться типа эффекта стеклореза. Когда на своей бывшей прюше настроил - сколы прекратились. На х-боте, с оптическим датчиком по Z вообще ни разу небыло.
По хотендам, я перешел уже как 3 месяца, да и не только я на водяное охлаждение 😃
темы живут тут, присоединяйтесь в клуб “3д Гидра” 😃 3deshnik.ru/forum/viewforum.php?f=29
Nautilus-1d , аналог Е3Д-V6 по внешним габаритам - в малой серии 😃
{"assets_hash":"a8b26fa7f6e768b07a72c8c9aadb9422","page_data":{"users":{"3ff69d1e3df95500777955a3":{"_id":"3ff69d1e3df95500777955a3","hid":2659,"name":"ADF","nick":"ADF","avatar_id":null,"css":""},"44ca77103df9550077789cf1":{"_id":"44ca77103df9550077789cf1","hid":15771,"name":"ugh","nick":"ugh","avatar_id":null,"css":""},"478d4f543df955007777e5a5":{"_id":"478d4f543df955007777e5a5","hid":30818,"name":"Стрела_RoSa","nick":"Стрела_RoSa","avatar_id":null,"css":""},"4aa699843df955007776a487":{"_id":"4aa699843df955007776a487","hid":53341,"name":"Andrew1978","nick":"Andrew1978","avatar_id":null,"css":""},"4d543b623df95500777563e6":{"_id":"4d543b623df95500777563e6","hid":80655,"name":"dvd-media","nick":"dvd-media","avatar_id":null,"css":""},"4e71d4e23df955007774e5d8":{"_id":"4e71d4e23df955007774e5d8","hid":99365,"name":"alexeykozin","nick":"alexeykozin","avatar_id":null,"css":""},"4ff121813df9550077742a78":{"_id":"4ff121813df9550077742a78","hid":121800,"name":"AndyGr","nick":"AndyGr","avatar_id":null,"css":""},"54ec267b3df95500777202c1":{"_id":"54ec267b3df95500777202c1","hid":219107,"name":"SergejK","nick":"SergejK","avatar_id":null,"css":""},"58abeef43df95500777091ad":{"_id":"58abeef43df95500777091ad","hid":272370,"name":"barmer","nick":"barmer","avatar_id":null,"css":""}},"settings":{"blogs_can_create":false,"blogs_mod_can_delete":false,"blogs_mod_can_hard_delete":false,"blogs_mod_can_add_infractions":false,"can_report_abuse":false,"can_vote":false,"can_see_ip":false,"blogs_edit_comments_max_time":30,"blogs_show_ignored":false,"blogs_reply_old_comment_threshold":30,"votes_add_max_time":168},"entry":{"_id":"58e4e92199707300771168ec","hid":22714,"title":"Первый 3Д принтер. Новый мир глазами чайника","html":"<p>Случилось так что я на старости лет решил таки приобрести 3д принтер, пока свежи эмоции решил все законспектировать, но цель этого дневника не мануал как надо или чего делать ненадо, просто взгляд на мир с другой стороны).</p>\n<p><span class=\"attach attach-img attach__m-orig\" data-nd-media-id=\"585b6da59970730077f4fa2a\" data-nd-image-orig=\"https://rcopen.com/member26272/media/585b6da59970730077f4fa2a\" data-nd-image-size=\"orig\" style=\"width: 397px\"><span class=\"attach__spacer\" style=\"padding-bottom: 201.5113%\"></span><img src=\"https://rcopen.com/files/585b6da59970730077f4fa2a\" alt><a class=\"attach__link-control icon icon-link\" href=\"https://rcopen.com/member26272/media/585b6da59970730077f4fa2a\" target=\"_blank\"></a></span></p>\n<!--cut-->\n<p><strong data-nd-pair-src=\"**\">Проблема выбора и как я ее решил.</strong><br>\nВ самом деле принтер я захотел срочно и очень хотелось получить аппарат который настроен - включил нажал кнопку и через некоторое время - вынул готовый материализовавшийся предмет (или мечту). Поскольку профи в 3д печати я не являюсь а поспрашивал у знакомых мол кто знает что нужно брать? … и мне посоветовали - а возьми ка ты <a href=\"https://www.think3d.com.au/tornado.php\" class=\"link link-ext\" data-nd-link-orig=\"https://www.think3d.com.au/tornado.php\" target=\"_blank\" rel=\"nofollow noopener\">“дельту”</a> говорят они быстрые и прикольные, вон на <a href=\"https://rcopen.com/forum/f50/topic482483\" class=\"link link-int\" data-nd-link-orig=\"https://rcopen.com/forum/f50/topic482483\">барахолке рцдизайна человек продает… </a>не буду вдаваться в подробности но вцелом получилось немного не то что я хотел, человек высылал принтер из краснодара и для компактности в пересылке мне его разобрал и поэтому вместо готового настроенного аппарата я получил частично собранный набор.<br>\nЯ по жизни оптимист и воспринял это как подарок судьбы и возможность поиграть в очередной конструктор для взрослых детей. Тем более что продавец оказался земляком и вообще хорошим человеком и сильно мне помог “стартовать”. В ходе игры в этот конструктор пришлось окунуться в этот мир в котором меня удивили некоторые вещи.</p>\n<p><strong data-nd-pair-src=\"**\">Это интересно</strong></p>\n<ol>\n<li>\n<p>Существует множество сайтов содержащих коллекции готовых 3д моделей. Как правило 3д модель для печати на принтере этой файл с расширением STL. Наиболее богатым и популярным ресурсом где можно скачать множество интересных вещей совершенно бесплатно <a href=\"http://www.thingiverse.com/thing:1974899\" class=\"link link-ext\" data-nd-link-orig=\"http://www.thingiverse.com/thing:1974899\" target=\"_blank\" rel=\"nofollow noopener\">thingiverse</a></p>\n</li>\n<li>\n<p>Существует целая тематика “топ х вещей которые нужно напечатать на 3д принтере.” их читать не надо. Все печатают сувениры и полное фуфло) В самом деле на принтере можно распечатать шкивы, шестерни, редукторы, помпы, пластиковые турбинки, циклонный отделитель для пылесоса и оснастку для своих работ. Но прежде всего 3д принтер это возможность осуществить свою мечту. Поэтому придется освоить какой нибудь “Солидворкс” <span class=\"emoji emoji-smiley\" data-nd-emoji-src=\":smiley:\">😃</span></p>\n</li>\n</ol>\n<p><strong data-nd-pair-src=\"**\">3. возможности аппартно -программного комплекса.</strong></p>\n<ul>\n<li>для меня было открытием что большинство принтеров могут управляться как с компьютера (точно также как с чпу станком и программой мач3) так и автономно, у большинства 3д принтеров есть слот сд карты и через экранное меню можно выбрать файл с G кодом и запустить его печать.</li>\n<li>управляющая программа Repeiter-host позволяет визуально и почти без участия человеческого разума (т.е. это делается на порядок проще чем сгенерить жкод для чпу фрезерования) запустить нарезку модели на слои для печати- этот процес называется слайсинг, соответственно используемая подпрограмма называется “слайсер”. для тех кто знаком с чпу слайсер это кам-процессор.<br>\nПричем слайсеры умеют генерить как Gкод под контроллеры 3д принтеров так и для мач3</li>\n<li>в принципе слайсеров много, каждый из них может по своему нарезать слои, но почемуто все используют slic3r</li>\n<li>в ходе печати, если она осуществляется по USB можно регулировать температуру расплава, скорость печати, силу обдува</li>\n<li>практически к любой голове можно докупить сопла разных диаметров от 0,2 до 1,2мм и достичь как печати мелких деталей так и быстрой печати крупных</li>\n<li>многие параметры станка хранятся в епроме контроллера, их можно легко редактировать через управляющую программу не заменяя прошивки в контроллере</li>\n<li>прошивка контроллера написана на ардуино и имеет открытый исходный код, позволяет использовать различные типы контроллеров. существует две основные конкурирующие версии.</li>\n</ul>\n<p><strong data-nd-pair-src=\"**\">Основные виды пластика которые можно использовать на обычном 3д принтере</strong><br>\nПЛА (PLA)<br>\nАБС (ABS)<br>\nполу-резиновые<br>\nрезиновые можно печатать шины для моделей. (меня поразило люди даже кроссовки печатают)<br>\nвсех цветов радуги, прозрачные и флюорисцентные.</p>\n<p><strong data-nd-pair-src=\"**\"><br>\nОсновные проблемы с которыми сталкиваются при 3д печати</strong></p>\n<ol>\n<li>точная калибровка зазора между соплом и столом в положении z=0 (если зазор не точен - деталь не прилипнет и процесс печати не пойдет)</li>\n<li>проблема прилипания детали к столу и выбор покрытия. (это просто песня!)<br>\nт.е. это две глобальные проблемы, остальное -мелочи)</li>\n</ol>\n<p><strong data-nd-pair-src=\"**\">Неочевидные ошибки и заблуждения</strong></p>\n<ul>\n<li>издавна считалось что 3д печать круто, но дорого пластик. Пластик сильно подешевел!</li>\n<li>при печати ABS запах есть, но не настолько сильный чтобы отказываться от печати в домашних условиях. (меня жена предупредила что если что выселит в гараж. но достаточно быстро привыкла)</li>\n<li>шум от работы принтера есть, но даже бытовой шум его заглушает. если сравнить по уровню и тону шума напоминает старинный MFM винчестер на айби эм писи айти<br>\n-обдув головы. горячая часть печатающей головки называется Хотенд. она должна постоянно обдуваться вентилятором. в мануале к моему станку было указано куда подключить вход этого вентилятора. на самом деле то ли в прошивке что то не то то ли в мануале вентилятор включался как для обдува детали. это другой вентилятор, его используют для печати мелких деталей и при печати ПЛА пластиком. В результате не обратив внимание что хотэнд не обдувается постоянно я непонимал почему у меня нестабильная печать и в конце концов чуть не расплавил маунт головы.<br>\n-оказывается жесткость для 3д принтера также важна как и для цнц. расплав не просто выдавливается из сопла но и утюжится его торцом.<br>\n-конструкция типа “дельта” это не только высокая скорость печати но и гемор в плане стабильности подачи нити с “боуденом” и калибровка “линзы” (обеспечение одинакового зазора по центру и краям стола)</li>\n</ul>\n<p><strong data-nd-pair-src=\"**\">Интересное что удалось прочесть по теме:</strong><br>\n<a href=\"https://m.geektimes.ru/post/258580/\" class=\"link link-ext\" data-nd-link-orig=\"https://m.geektimes.ru/post/258580/\" target=\"_blank\" rel=\"nofollow noopener\">Тепловые зоны печатающей головки</a><br>\n<span class=\"image\" style=\"width: 512px\" data-nd-image-orig=\"https://habrastorage.org/getpro/habr/post_images/362/ae7/1b7/362ae71b7ec361c52d224431b87c6f7f.jpg\"><img src=\"https://habrastorage.org/getpro/habr/post_images/362/ae7/1b7/362ae71b7ec361c52d224431b87c6f7f.jpg\" alt referrerpolicy=\"no-referrer\"><span class=\"image__spacer\" style=\"padding-bottom: 82.4219%\"></span></span><br>\nОсновные дефекты печати и методы их устранения <a href=\"https://www.simplify3d.com/support/print-quality-troubleshooting/\" class=\"link link-ext\" data-nd-link-orig=\"https://www.simplify3d.com/support/print-quality-troubleshooting/\" target=\"_blank\" rel=\"nofollow noopener\">англ.яз.</a> но и так понятно, много картинок</p>\n<p><strong data-nd-pair-src=\"**\">Сленг этого мира и новые для меня термины:</strong></p>\n<ul>\n<li>Хотэнд - горячая часть печатающей головки</li>\n<li>Сопло - сменный элемент головки определяющий толщину выдавливаемого пластика и соответственно диапазон используемой толщины слоя</li>\n<li>Экструдер - система подачи пластиковой нити</li>\n<li>Боуден - система при которой экструдер находится далеко от печатающей головки, за счет этого достигается меньший вес и лучшие разгонные характеристики, но есть некоторые сложности изза эластичности нити и возникающего при подаче люфта.<br>\n-Heating bed - это обычный нагревательный стол- нагревательная пластина и стекло.<br>\n-Филамент - пластиковая леска из которой печатают</li>\n</ul>\n<p><strong data-nd-pair-src=\"**\">А теперь песня.</strong><br>\nосновная проблема в том что “настоящий пластик” это ABS. Тоесть настоящие изделия. такие как корпуса надо печатать из него. С ним в отличие от PLA большая проблема с отлипанием от стола. Собственно что происходит - начинают отлипать края и задираться кверху. при этом голова нештатно цепляет заготовку. В лучшем случае получится изделие с загнутыми краями, в худшем головой все снесет.</p>\n<p>В качестве решения проблемы народ пробует разные спреи, жидкости и материалы для покрытия стола, с тем чтобы при печати деталь приклеилась а потом отлипла. Существует много всяческих обзоров о личном опыте кто что пробовал вкратце что лучше пиво, клей, сироп, каптон, ситаловое стекло, BuildTak и прочие извращения. неплохой кстати обзор <a href=\"http://3dtoday.ru/blogs/akdzg/from-classics-to-mysteries-my-test-surfaces-for-printing/\" class=\"link link-ext\" data-nd-link-orig=\"http://3dtoday.ru/blogs/akdzg/from-classics-to-mysteries-my-test-surfaces-for-printing/\" target=\"_blank\" rel=\"nofollow noopener\">тут</a><br>\nсуть в следующем:</p>\n<ol>\n<li>мнением тех кто печатает PLA можно пренебречь ибо с ним этой проблемы почти нет</li>\n<li>на этой плодородной почве появились новые миссии типа купите наше волшебное ситаловое стекло или BuildTak и ваши проблемы решатся, но в реале если внимательно почитать отзывы про это стекло или BuildTak то в результате: что не липнет к нашему покрытию? а спиртом протирали от отпечатков пальцев? да? и все равно отслаивается? а ПВП клеем-карандашом намазали? а температуру стола до 110 градусов подняли?.<br>\nфигня в том что если клей карандаш PVP типа нанести на чистый обычный холодный стол, нагреть его до 110 то ничего не отслоится, а при остывании при 60 градусах деталь щелчком отстает сама. и никакие чудо покрытия роли не играют. Нету пока покрытия которое позволило бы печатать ABS на холодном столе без отлипа но чтоб потом можно было отделить от него деталь!<br>\nПочему хочется печатать именно на холодном столе. во первых стол долго греется, у меня наверное минут 15, возможно когда печатаешь что либо серийно или неспешно это не так важно, но пока экспериментируешь- это реально бесит</li>\n</ol>\n<p>Ну и немножко позитива<br>\nпотихоньку настраиваю, учусь и прогрессирую<br>\n<span class=\"image\" style=\"width: 400px\" data-nd-image-orig=\"https://sites.google.com/site/hobbysitefileres/_/rsrc/1491391846775/3dprint/3d_progress.jpg?height=264&width=400\"><img src=\"https://sites.google.com/site/hobbysitefileres/_/rsrc/1491391846775/3dprint/3d_progress.jpg?height=264&width=400\" alt referrerpolicy=\"no-referrer\"><span class=\"image__spacer\" style=\"padding-bottom: 66.0000%\"></span></span></p>\n<p>Временный мотор маунт<br>\n<span class=\"image\" style=\"width: 300px\" data-nd-image-orig=\"https://sites.google.com/site/hobbysitefileres/_/rsrc/1491392934468/3dprint/IMG_20170402_102910.jpg?height=400&width=300\"><img src=\"https://sites.google.com/site/hobbysitefileres/_/rsrc/1491392934468/3dprint/IMG_20170402_102910.jpg?height=400&width=300\" alt referrerpolicy=\"no-referrer\"><span class=\"image__spacer\" style=\"padding-bottom: 133.3333%\"></span></span></p>\n<p>корзинка для экспериментов с конфигурацией магнитов<br>\n<span class=\"image\" style=\"width: 300px\" data-nd-image-orig=\"https://sites.google.com/site/hobbysitefileres/_/rsrc/1491392941850/3dprint/IMG_20170402_102506.jpg?height=400&width=300\"><img src=\"https://sites.google.com/site/hobbysitefileres/_/rsrc/1491392941850/3dprint/IMG_20170402_102506.jpg?height=400&width=300\" alt referrerpolicy=\"no-referrer\"><span class=\"image__spacer\" style=\"padding-bottom: 133.3333%\"></span></span></p>\n","user":"4e71d4e23df955007774e5d8","ts":"2017-04-05T12:54:57.000Z","st":1,"cache":{"comment_count":45,"last_comment":"5974e4c3997073007712207d","last_comment_hid":45,"last_ts":"2017-07-23T18:02:43.000Z","last_user":"478d4f543df955007777e5a5"},"views":4680,"bookmarks":0,"votes":0},"subscription":null},"locale":"en-US","user_id":"000000000000000000000000","user_hid":0,"user_name":"","user_nick":"","user_avatar":null,"is_member":false,"settings":{"can_access_acp":false,"can_use_dialogs":false,"hide_heavy_content":false},"unread_dialogs":false,"footer":{"rules":{"to":"common.rules"},"contacts":{"to":"rco-nodeca.contacts"}},"navbar":{"tracker":{"to":"users.tracker","autoselect":false,"priority":10},"forum":{"to":"forum.index"},"blogs":{"to":"blogs.index"},"clubs":{"to":"clubs.index"},"market":{"to":"market.index.buy"}},"recaptcha":{"public_key":"6LcyTs0dAAAAADW_1wxPfl0IHuXxBG7vMSSX26Z4"},"layout":"common.layout"}