Зацепило.

Да, наверное так, зацепило.
Иначе как можно объяснить начало строительства четвёртого станка за последние пять лет. 😃
До этого были:
- ЧПУ пенорезка.

- Проект Жёлтый.

Сталь, ШВП, круглые рельсы.
В общем ничего, но медленно. Присутствовали и некоторые люфты в разрезных каретках.
- Проект Рапид.

Станочный профиль, ремни, профильные рельсы.
В жизни ничего тяжелее пенопласта не пилил, но делал это быстро.
Что будет: станочный профиль, рейки с ременным приводом, швп, профильные рельсы, поле примерно 950х420.
Хочу скорости и точности.

Это просто хобби сменилось, было изготовление планеров, стало изготовление станков 😁.
Если совсем быстро хочешь, у меня в закромах есть два серводвигателя с широкоформатного принтера. С драйверами и проводами.
лЭтать станок будет .😂
Шаговики и комплектуха для ременных редукторов уже куплены.
Прибереги серво для следующего раза. По статистике это примерно годик 😃
Продолжим.
Профиль хоть и порезан в размер, его нужно доработать.
Сверлим

и нарезаем резьбу
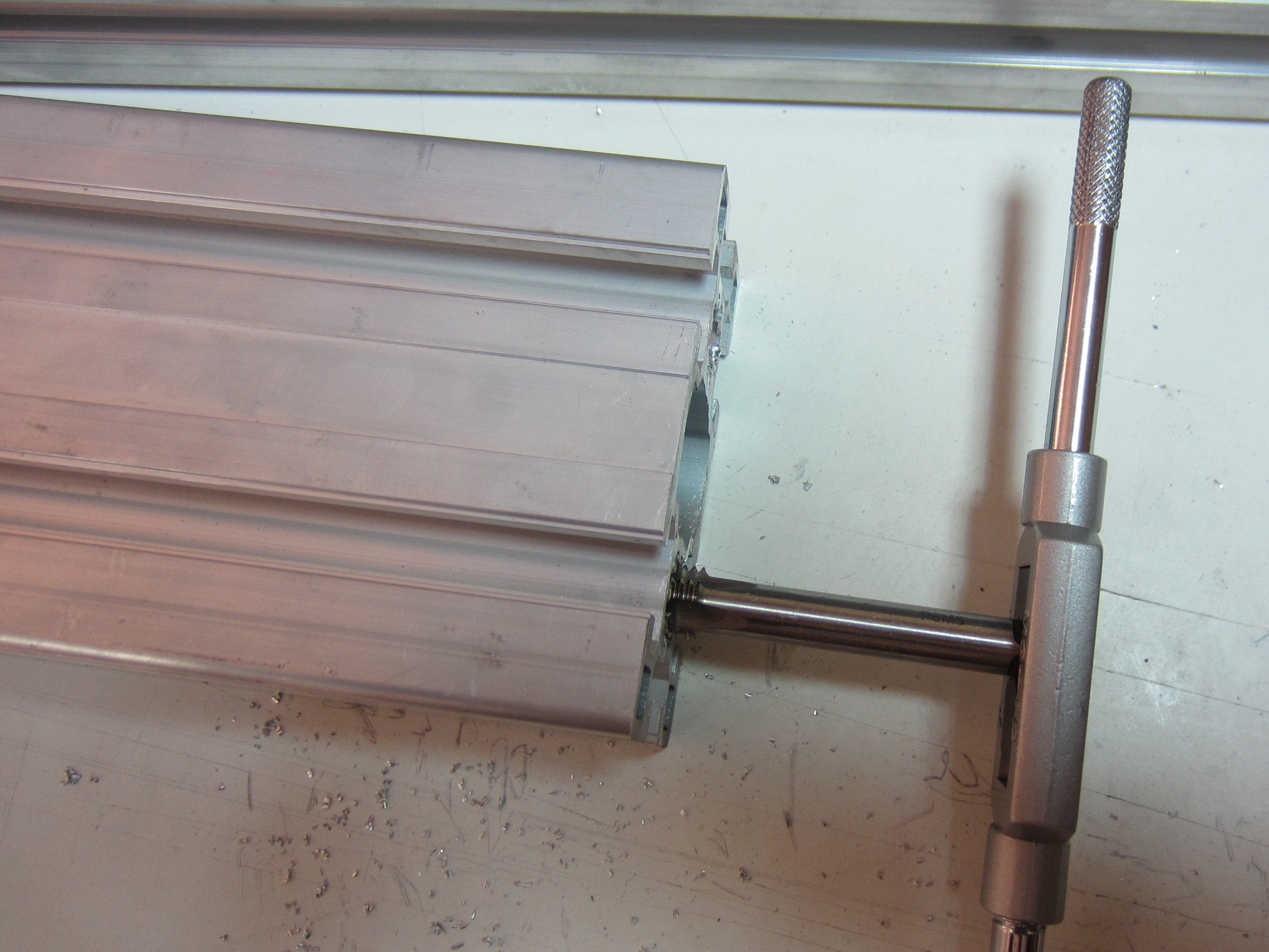
М12. И так 22 раза. С одного присеста не справился, руки болят. Довольно серьёзное занятие, если всё делать на весу.

Дальше конструктор.





Одного Т-блота не хватило, зато есть лишняя гайка. Ладно, что-нибудь придумаем.
Халява на этом можно сказать закончилась.
Нужно чесать репу чем и где грызть дюраль.
Ну что, в общем-то друзья не против эксплуатации их станка, более подходящего для дюраля. Но что-то меня останавливает.
За пару часов всё не порезать, плюс ездить через весь город, людей отвлекать. Да и по ходу резки может что подкорректировать нужно будет. Лучше конечно, когда всё под руками.
Попробовать на Рапиде, с прямым ременным приводом по Х и У и точностью позиционирования около 0.23мм на шаг?
Стрёмно как-то. Хотя…
Попробовал на акриловом камне. Периметр и квадратность на уровне, но по отверстиям есть смещения относительно внешнего контура детали, а по диаметрам десятки в минус.



Пошел чесать репу дальше.
Попробуйте делать чистовой проход на отверстия.
На работе попутным направлением всегда отверстия станок делает в минусе.
А вот трохоидой очень близко к истине получается.
Да, надо пробовать, иначе никак. Дюраль есть с запасом(спасибо Женя), почему бы и нет.
Фрезу поправильней, съём поменьше.
Признаться это будет мой первый опыт с дюралём.
Но сначала нужно приготовить стол. А то у меня на Рапиде и прижимов-то никаких отродясь не было, кроме как вакуммного.


Пошла тёпленькая. Толщина плиты 14мм. Фреза стружколом 6мм. Скорость реза 1м/мин.



Как оказалось, обрезка по контуру шла с заглублением 0.5 за проход. Хотя собирался сделать 0.25. Станок справился.
А еще кончик фрезы похоже с конусом, придется поработать напильником.

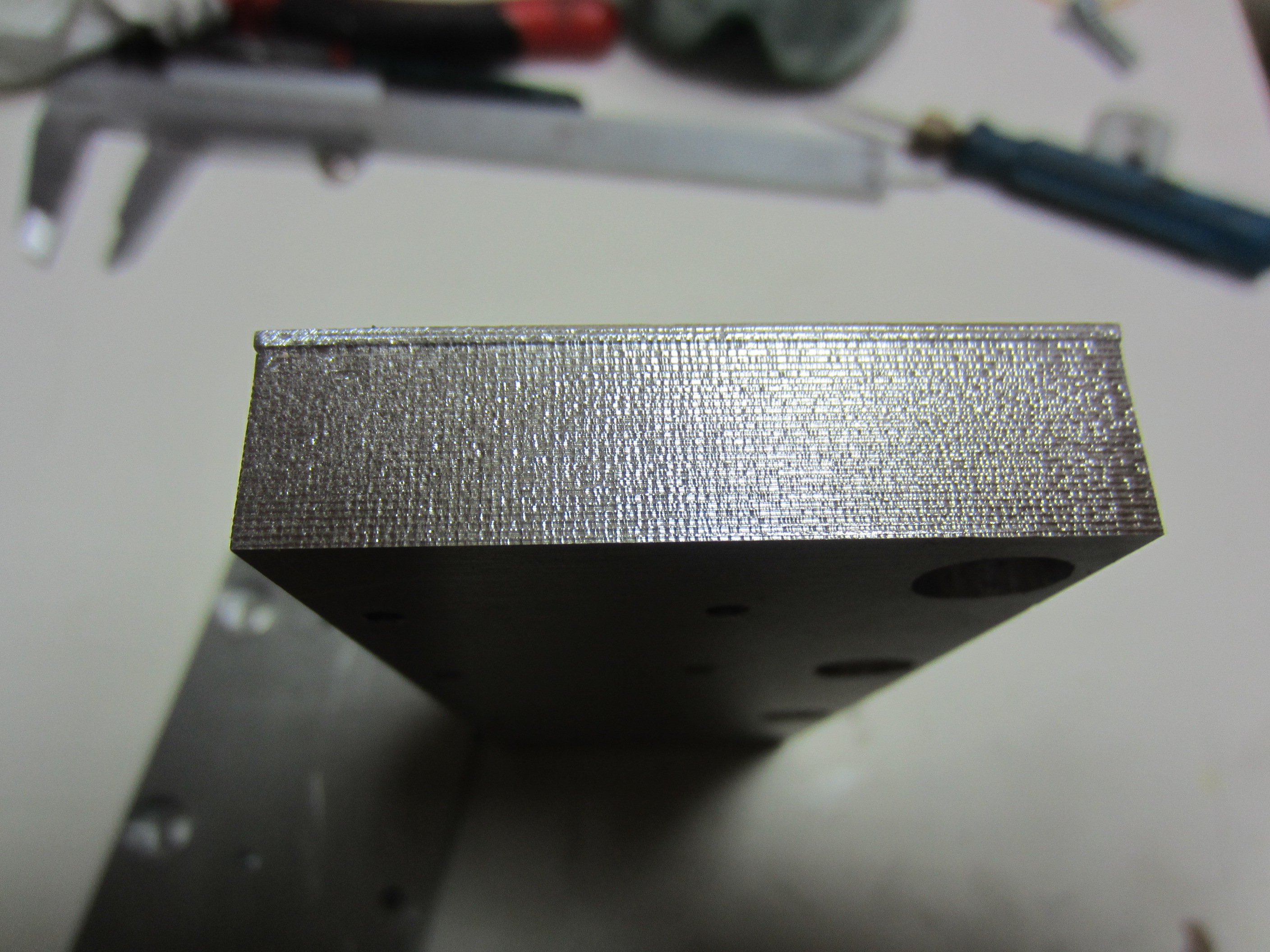
Вот такой получился первый опыт. В целом пойдёт, но съём надо бы наверное поменьше.
В целом пойдёт, но съём надо бы наверное поменьше.
Подачу поменьше, будет почище.
Подкорректируем алгоритм УП и приступим к стойкам портала.
По идее зеркальное расположение деталей даст симметричные смещения, если таковые имеют место быть. Мне не нужно идеально в размер, мне важней, чтобы впоследствии ромбовидность станка не рихтовать.




Что-то я умаялся сегодня, как будто сам пилил. 😃
Вот такой получился первый опыт.
Для более чистого торца, пройдитесь бочком фрезы сколько позволяет режущая часть, просто почистить.
У товарища станок из дсп, и на каретках с печатных машинок и вот такие проходы по стали 
шпиндель копия креса тока черный.
Большой минус - стружка соломой.
Вроде получше. А после напильничка вообще хорошо. 😃





Детали оси Z. На эти четыре детали ушло больше одного дня работы. Не обошлось и без косячка - ошибочное позиционирование детали на заготовке. В результате деталь получилась без одного угла. Ну ладно, я это пожалуй переживу. В конце концов переделать никогда не поздно.


Попробовал и фрезеровку второй стороны, закрепив деталь в колодце с понижением. Это детали кареток Х.


Из деталей еще делать корпуса редукторов и кое-какие элементы станины.
Но я для этого возьму чего потоньше, фрезеровка же толстого дюраля на этом закончена. Итого пока 8 деталюшек.
Чтобы начать что-либо свинчивать, нужно еще много сверлить и нарезать резьбу. Насчитал 32 отверстия М6 и 8 отверстий М4.
Чтобы просверлить “кривую” деталь, нужно поизвращаться.

Тестовая сборка оси Z. 10 из 12 винтов вкрутились сразу, но ряд отверстий придётся доработать. Погрешность кернения и увод сверла никто не отменял.
И таки да, совсем забыл про отверстия для установочных винтов направляющих валов.
Это ещё 8 штук с резьбой М5.

с прямым ременным приводом по Х и У и точностью позиционирования около 0.23мм на шаг
А как же полушаг и меньше?
В планах есть тема на ремнях)) (после постройки 3-го) 😃
Как, как, … пропорционально. 😃
У имеющегося Geckodrive 540 есть только 1/10 шага. Но по идее это всё от лукавого с точки зрения дискретности позиционирования.
Рапид в принципе всем устраивает в рамках изначально поставленных задач. В металл же его нужда загнала.
Если бы сейчас снова делал с прямым приводом на ремнях, то возможно взял бы что-то с более мелким шагом, чем Т5. И/или шаговики с шагом 0.9 градуса вместо 1.8. Потому как сейчас скорость избыточна(гонял и на 20м/мин), а точность позиционирования так себе.
Но повторюсь, для его основных задач всё ОК.
У имеющегося Geckodrive 540 есть только 1/10 шага
Ну с 1/10 конечно не поиграешься…
Есть ремни G2 и шкив с 16 зубами (можно и с 11 зубами найти) тогда приближаемся на полном шаге к 0,1…
Что для фанерки выши крыши , но и на дюральку с такой точностью можно зуб точить))
а уж если 0,9 градуса шаг, то вообще сказка
Проект Рапид.
Увидел у вас шкивы 1:1(ось z) и не сдержался спросить! как они себя ведут в работе? насколько надежны? точность ?
Нормально себя ведут, ременной привод довольно обычное явление. К тому же мне не очень нравится торчащий вверх шаговик.