Настольные токарные станки серии мини .

Самый ходовой вариант который нам предлогают это этот -
Есть у меня штангельциркуль подобной конструкции года 2-3 работал исправно
потом стал врать пришлось закинуть в ящик с хламом и достать проверенный без
изысков.
При снятии нескольких мм особой точности ненужно она начинается когда остаётся меньше 1мм
Для таких случаев я на свой приспособил индикатор которым биения валов меряют
Если интересно фотки выложу .
Если интересно фотки выложу .
Конечно, интересно.
Вот как обещал .Только блин хотел похвастаться и зажим отломился красниньким обведён
остаток от латуного болтика отверстием под поводок и на нём гаечка для зажима поводка.
И ещё позвольте вопрос не по теме (Ребёнок принёс в кружок двигатель
ОС -15 хочет под него кордовую делать )движка практически новая
но кто-то рассверлил резьбу под свечку (зачем не знаю) .
Хочу выточить переходник но столкнулся с проблемой отсутствия
метчика . Понял что резьба дюймовая а дальшё приехали.
Подскажите пожалусто какая резьба и где можно метчик купить .
Спасибо.
Дождался выходных и сегодня начал ремонт своего станка.
Уже давненько надломил зубчик у какой то шестеренки .
Ну она примерно с год постукивала и ничем себя не обременяла , причем с прогревом стук проподал.
Но тут при отрезании заготовки, прихватило резец и стук стал более интенсивно проявляться.
Мало того стало явно проявляться при прокручивании что зуба не хватает ( раньше я подумывал что подшик дурит или что то в него попало) . Но так как без явной причины перебирать редуктор довольно муторно, ждал и дождался - заказал то что ранее все откладывал на потом КИТ трансмиссии станка.
--------------
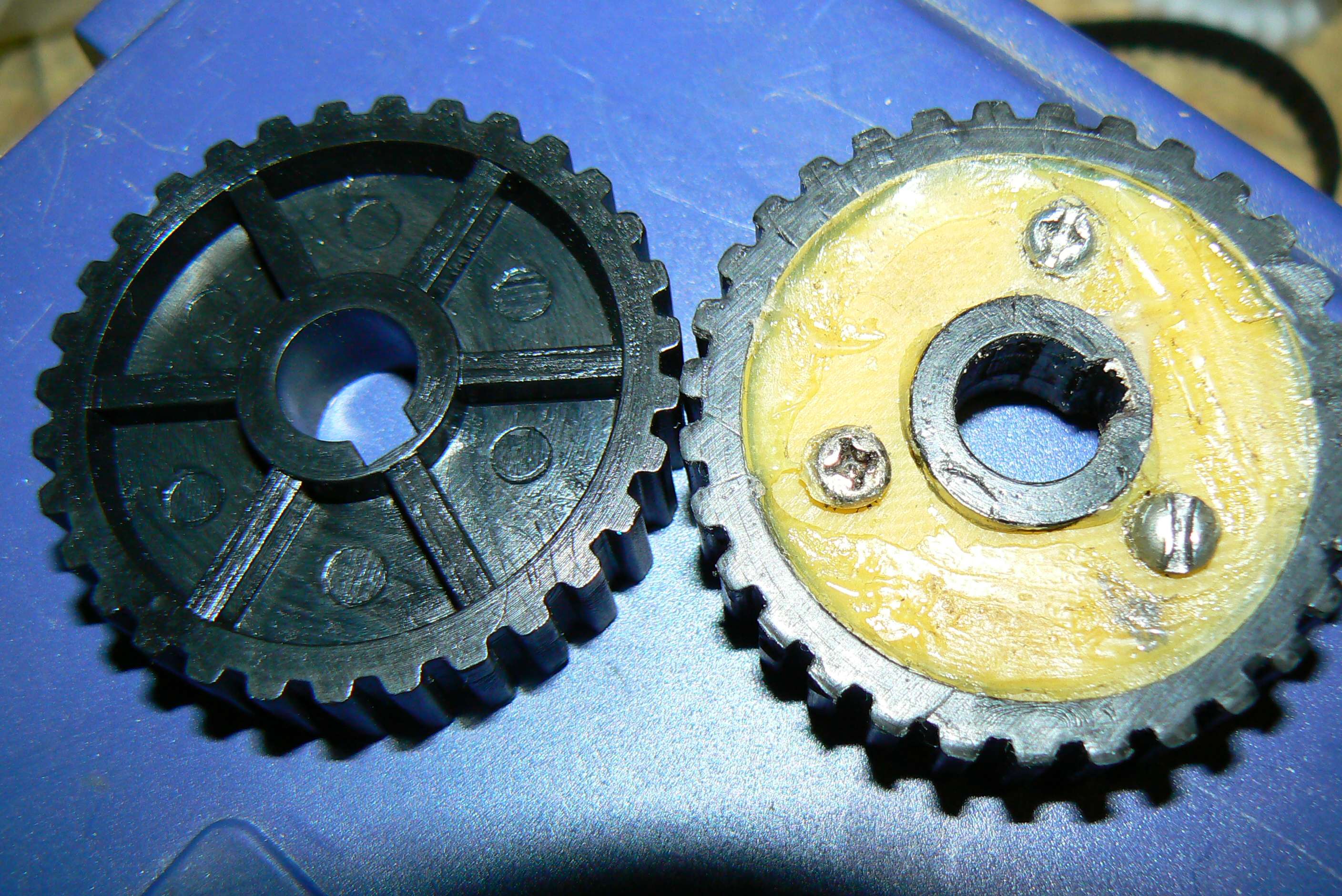
Перед тем как разбирать станок приготовил шестеренки , армировав ходовую передачу карбоновыми штырьками -

Идею подсмотрел на чипмейкере , когда у какого то пользователя заломило шестерню и он не имея быстрой возможности замены,таким способом отремонтировал старую ,
приклеив оторванные зубья. Я решил сразу пока зубья еще на месте усилить.
Таким образом через пару часов обе шестерни таким образом были доработаны.
Так как на большую шестерню карбоновых прутков не хватило, то через одну поставил стальные.
Очень не хотелось использовать сталь , она обладает плохой агдезией и есть шанс что при нагреве штырьки центробезной силой начнет выдавливать в зев зубьев. Но пришлось смириться сделав запилы поглубже

Основная проблема шестеренок в том что уродцы на кой то сделали облегчение , шестерню деформирует по обичайке и она лопается.
Но если судить по чипмейкеру так же и просто срезает зубья.
Поэтому я сделав кучу углублений залили все облегчения и штыри ( кроме того что их вклеил на циакрине) поксиполом.

Доработал зубья убрав облой , иначе редуктор несмотря на то что пластмассовый начнет издавать столько шума превзойдя любой металлический.
Вообще если бы нормальный завод рожал бы этот станок в россии , то я больше чем уверен наши бы применили в качестве материала что то типа стеклонаполненного полиамида.
Увы китайцы не русские и им неведомы хорошие манеры.
Поэтому приходится мириться с тем что есть.
Я вообще бы избавился от двухскоростного варианта .
Поставил бы две широкие шестеренки с еще большим передаточным отношением , и шириной так 5-8 см сделал бы шестеренки.
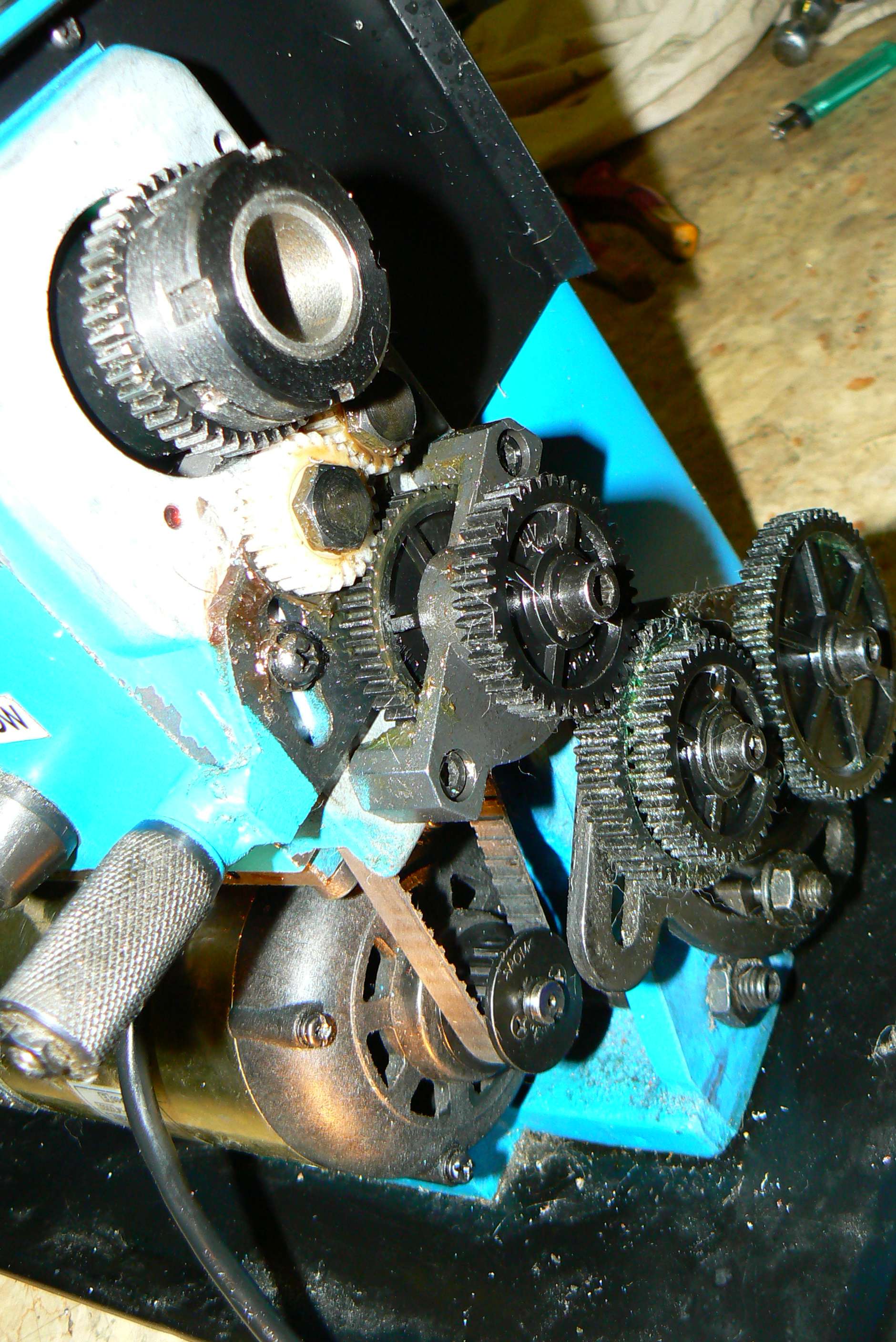
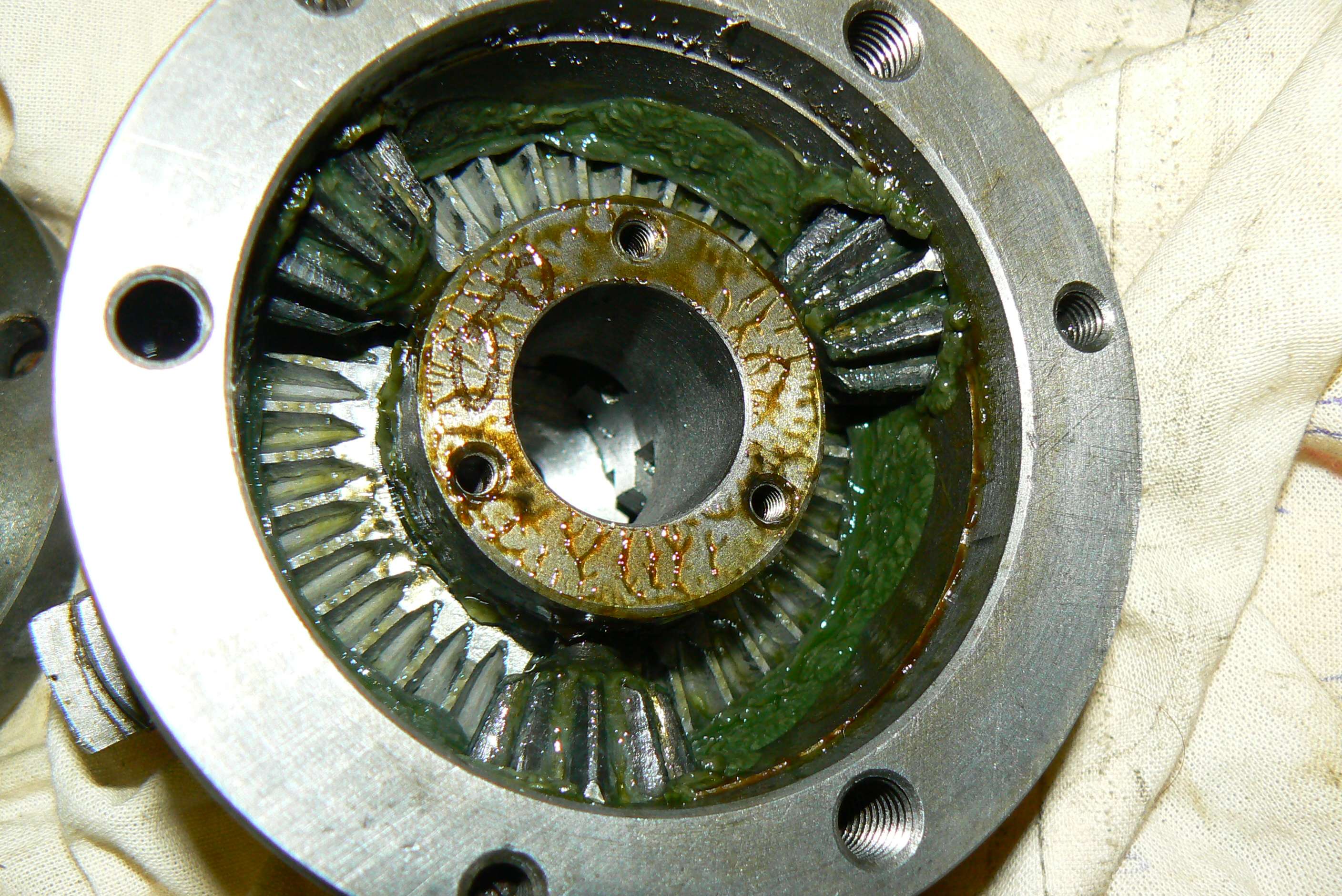
Разобрал станок , процес очень нудный так как приходится разбирать практически весь станок.
Увидел такую картину

Что в первую очередь сломало и что потом история умалчивает , но выломало по зубу , и еще по вдоль заломало втулку большой шестеренки по шпоночному пазу.
---------------------
Подши заменил еще в первые месяцы эксплуатации станка -
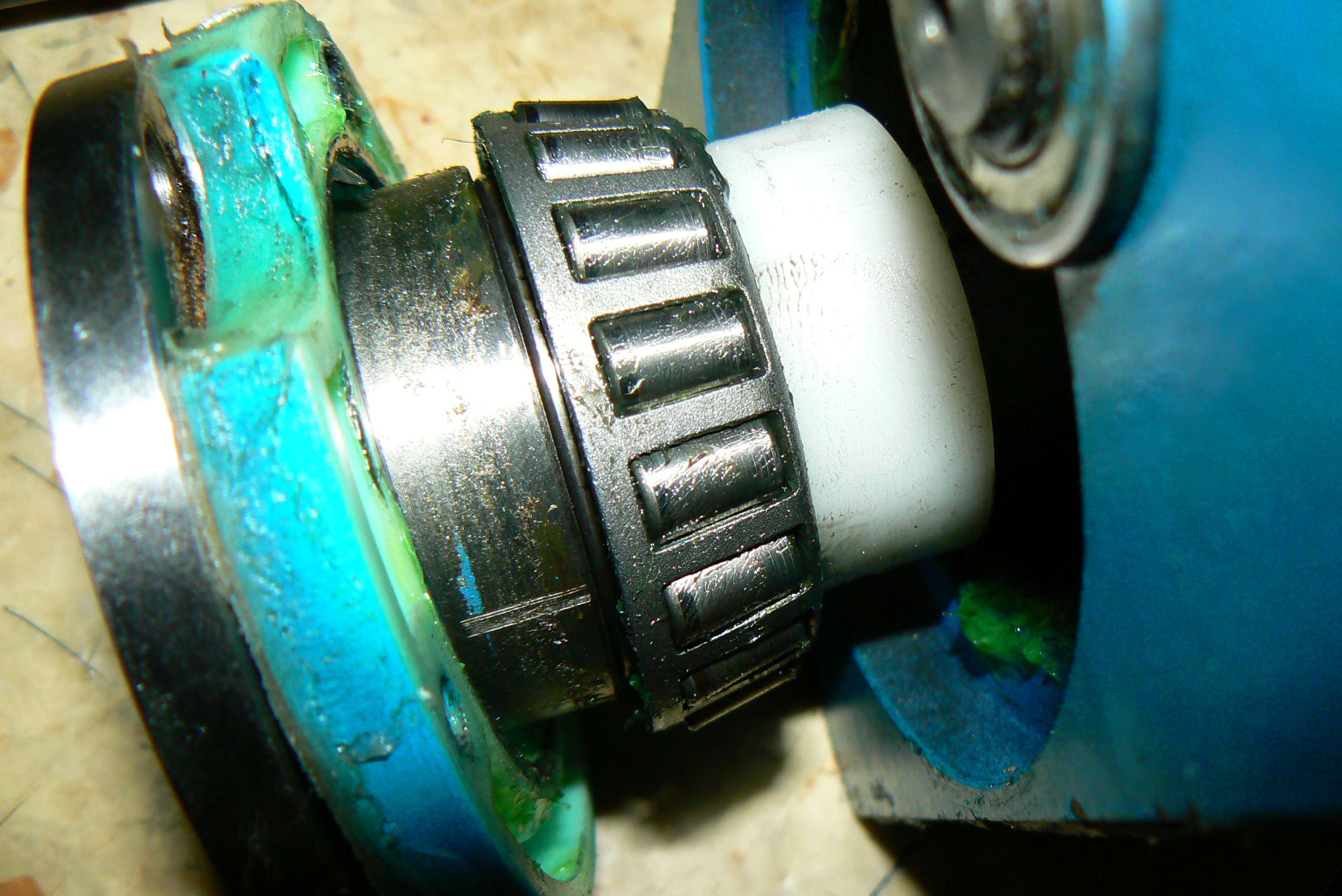
Причем при подборе подшей вопрос не стоял экономии , икал по принципу для себя любимого самое лучшее.
Поэтому в сторону русских изделий даже не смотрел ( поставить русский а еще хуже украинский подш , значит обхезать всю идею на корню). Выбор был относительно подшипников с наибольшим количеством роликов.
Тут получилась у меня оказия. Помня что в тайоте Марк-2 применялся нужный подш с большим количеством роликов объехал несколько авто магазинов. Но увы.
Потом по инету нашел магазин в котором был заветный подшик и при этом с шириной 16 мм ( шариковый тоже 16мм ) , что позволяло поставить подши без промежуточных шайб , которые при разобранном станке было не начем сделать.
Подш был заявлен японской фирмы TOYO .
Но когда приехал торгаш мне сувал упорно аналог невзирая что я по инету сделал пред заказ на другой.
Как оказалось не было в наличии тех подшей.

Среди всех мне попадавших подшиков этот все равно имел на два ролика больше ( но разыскиваемый был вообще красавец с еще большим количеством роликов).
----------------------------
Еще один момент станка - передняя балка.
К станине она крепится тремя болтами.
Что у многих вызывало много скептицизма на тему жесткости конструкции.
Были сообщения что вроде как китайцы переделали конструкцию и крепят на 4 болта.
Но незнаю правда это или нет , но мой оказался трехпалым и поэтому при смене подшей я закрепил бабку на четвертый болт

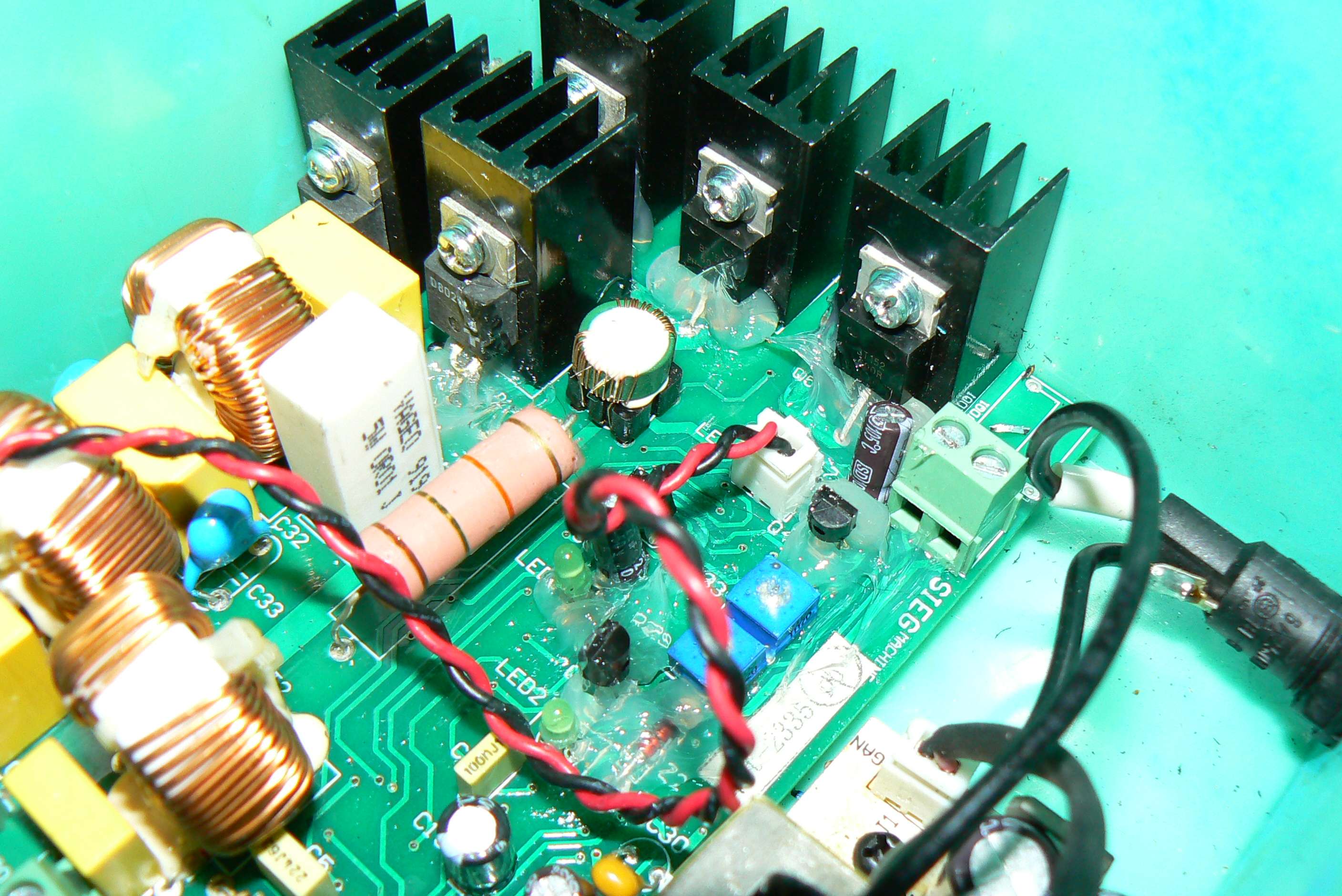
Так же в первые месяцы столкнулся с тем что мой мотор вдруг взбесился - обороты стали непредсказуемо меняться и потом он вообще притих горя аварийной лампой.
Сняв контроллер и образно осмотрев я пришел к выводу что проблема таится в тиристорах.
Я не нашел родных , да изначально искал более мощные . Поэтому купил другие .
При замене нашел и причину буйства ( но было уже поздно) , в шель корпуса залетела тоненькая стружка и упала на ножки тиристора и перемкнула их . Тиристоры старые остались живые , но я впаял новые.
Так как не хотел повторного проявления этой ситуации , залил герметиком все оголенные контакты деталей.
Вообще самой первой шестеренкой которая сломалась , была большая шестерня ременной передачи.
Опять виной облегчение и ослабленная конструкция шпоночным пазом.
Где то пошла нагрузка , шестеренка все начала деформироваться и разлетелась по шпоночному пазу.
Ремонтировать пришлось уже без помощи станка .
Вырезал две стеклотекстолитовые шайбы , и собрал весь бутерброд с таким армированием -
После этого шестернка вынесла весьма иногда приличные нагрузки и претензий к ней до сих пор нет.
Ну и самая интимная часть любого правильного станка - редуктор.
Этот станок я считаю очень удачным , так как позволяет резать любые резьбы.
Выбор резьб этого станка уникален.
В станке предлогается использовать один и тот же вал и передачи как для самохода так и для резьб.
Лично я категорично отношусь к самоходу станка . Мне не в лом вручную покрутить маховик . Но убивать винтовой вал и маточную гайку из-за лени мне претит.
Поэтому когда я работаю, шестерни у меня расцеплены переведя в нейтральное положение ручкой выбора.
-------------------
Теперь патрон.
Когда привез свой новый патрончик, после мучений с родным , я настолько в него был влюблен, что разобрал и все смазал тонким слоем смазки.
Но мою любовь не разделяли законы физики.
Центробежной силой слизало всю смазку с деталей патрона. И эту смазку не равномерно разогнало в полости патрона
И я получил результат , станок трясло что иногда приводило в заблуждение что как будто бьёт заготовка или она разжалась.
Вот сейчас между делом я решил исправить свою ошибку.
И вот к вечеру станок был перебран и готов вновь трудиться как молодой
P.s. Перечисленные мной доработки , это за два года эксплуатации.
Причем сделаны были в первый месяц и потом станок полноценно трудился и я выполнял на нем различные операции.
Если возникает мысль на тему шестерный и пр. что вышло из строя , я отношу это конечно к несовершенству конструкции.
Но не к тому аспекту что на нем я выполнял что то сверх возможности станка.
В основном подсадил шестерни на этом устройстве ( все времени нет довести до конца начатую работу) -

Это шлиф головка для внутренней и наружной обработки.
Просто при различных работах возникают ударные нагрузки от которых и выползают подобные проблемы.
Сам станок поддается что бы довести его до идеально точного аппарата способного выполнить любые работы взрослого станка.
Только с маленьким искллючением на размеры обрабатываемых деталей.
К станку приобрел почти всю доп. оснастку за исключением шлиф головки и неподвижной люнеты.
Шлиф головку покупать не вижу смысла -

В основном это потому что она имеет маленькие обороты , и очень массивная , что не даст возможности получить качественную операцию по шлифовке.
Так чисто для декоративного эффекта конечной обработки.
Понял что резьба дюймовая а дальшё приехали.
Вот действительно приехали …
Вы же собирались покорять мир самодельного моторостроения , а азов даже и не знаем …
Может это вам скажет про размер резьбы ( к сожалению Гарри перестал торговать метчиками) -
www3.towerhobbies.com/cgi-bin/wti0001p?&I=LXL776&P…
Уже давненько надломил зубчик у какой то шестеренки .
Я как надломил, поставил туда сразу зубчатую ременную передачу, шкивы соотношением 1 к 2, точно подобрал МЦ, получилось без натяжителя, на всякий случай поставил два ремня по 15мм шириной. А в место коллекторного мотора, поставил серводвигатель, мощностью 700 ватт, максимальными оборотами 5000, на патроне получается от 50 до 1500 оборотов.
То же подшипники заменил на роликовые, дистанционную втулку из пластика, на металлическую, пластиковая втулка не дает приложить достаточное усилие по натягу подшипников.
На фотке одна половинка ремня,
дистанционную втулку из пластика, на металлическую, пластиковая втулка не дает приложить достаточное усилие по натягу подшипников.
Были в голове подобные мысли. Иногда возникало чувство что подши начинают находить свободный ход и шпиндель начинал дробить. Но там если идти по этому пути желательно выбросить всю пластмассу, так как конструктивно все несет функйию распорных втулок.
поставил туда сразу зубчатую ременную передачу
А в место коллекторного мотора, поставил серводвигатель, мощностью 700 ватт
Замечательная доработка.
Вообще китайцы делают версию JET BD-x7, с такой конструкцией ( подобной ) . Но как всегда чего то они напудрили с контроллером и станок получил другие проблемы.
Мне не попадались серво с оптимальными характеристиками. Хотя я думаю если поставить в станок модельный 3-х киловатный мотор , он справится. Но при модельном бесколлекторнике получаю новую головную боль - нужен не модельный регулятор оборотов. Поэтому лучше искать что то промышленное.
Я сейчас поставил модельный в свой микрофрезер Проксон . Вещь получилась замечательная. Регулятором управляет Ардуино .
Но избавиться от режима теста перед пуском не удается и обороты пуска мне не нравятся.
Мотор запускается с минимальных примерно 600 оборотов и потом только можно убавить до минимума.
А задача чтобы шпиндель фрезера крутил под 60 оборотов , для того что бы можно было применить микро расточную головку.
Поставленный мною мотор имея 1400 оборотов на вольт не справляется ( буду менять мотор с меньшим кв ).
-----------------
А применительно к токарничку, уже задумывался над подобной вашей конструкции. Но это уже к следующему ремонту определюсь что и как.
Мне мой однаклассник в МСК рассказывал что кто то из его знакомых моделистов имел гимор на этом станке и сделал как вы.
Но как писал пока не попадались нужные деталюхи ( я если так честно , просто не делал еще акцента к этому варианту)…
Но там если идти по этому пути желательно выбросить всю пластмассу, так как конструктивно все несет функйию распорных втулок.
там не осталось не одной пластмассы
Но как писал пока не попадались нужные деталюхи
шкивы нарезал сам, расчеты делал под ремень 210 шагом 3мм, в первом расчете просмотрел количество зубов, и нарезал не то
пересчитал, нарезал новый шкив, на 3 зуба меньше.
Все просто замечательно у вас.
У меня уже длительное время висит заморочка с делительной головкой …
Заказать где то шестеренки, с ходу я в большом сомнении что смогу найти исполнителя со стороны в настоящее время.
А сам нарезать , нужно довести фрезерок до вменяемого состояния и делительная головка.
Есть в природе не супер, но неплохой вариант головки -

micromark.com/3-Inch-Diameter-Rotary-Table,9739.ht…
Но оказия не влазит она в мой проксон немного , 3 дюйма ему великоваты , два самое то.
Поэтому нарезать шестерни самостоятельно пока не смогу .
Другой вариант - подумать об установке этой делительной головки в этот токарный станок.
Фрезу в патрон и пр. , ну если пошевелить извилинами то в принципе вполне я думаю смогу решить такую делему…
с ходу я в большом сомнении что смогу найти исполнителя со стороны в настоящее время.
Евгений попробуйте обратится в (Копия) они оргтехникой занимаются. Пять лет назад кормился ремонтом и затаривался у них шестерёнками .Там свой токарь был не знаю на насколько это реально.
Найдите там кладовщицу тётю Валю (я к ней так обращался) может поможет.
Находятся они на Мира 33 (если правильно помню)
За подсказку с резьбой спасибо , с изготовлением движка пока вопросов больше чем ответов.
Вы меня к тете Вале отправили , я вас отправлю к другой девице за метчиком.
Едите в Вираж и ищите отдел с метчиками и плашками ( сейчас там богатый отдел).
Увидите девчонку и пристаете к ней с вопросом что вам ооочень ооочень нужен метчик 32 нитки на четверть дюйма (1\4-32).
У этой девчонки феноменальная память , она весь свой ассортимент знает на память и главное где что лежит и сколько стоит.
А ассортимент там сейчас богатый и есть дюймовые резьбы в приличном количестве.
------------------
А моторы - воспользуйтесь периодическими изданиями прошлых лет , набрав в гугле авиамодельные двигатели О.К. Гаевский ( классика жанра на которой выросли в прошлом все выдающиеся моделисты) .
Есть в питере сайтик где собраны вся модельная литература прошлых лет.
Я сейчас ссылки не помню, но если найдете , то там вы найдете в тех старых книжках многие ответы.
Едите в Вираж
Спасибо. Только потскажи где этот вираж находится.
Я думал что у Т.Вали память феноменальная а оказывается ещё люди есть. Постоянно удивлялся показываеш ей шестерёнку.
а она выдаёт каталожный номер название аппарата и наличие на складе, я просто то её балдел.
Литературу по движкам давно скачал вот ещё-бы время где-нибуть скачать чтобы на все хочу хватало .
где этот вираж находится
virage24.ru
ул. Северо-Енисейская, 40
Дальше ДубльГИЗ поможет.
p.s. - в каталоге нету ( осталось в живую спрашивать) -
virage24.ru/shop/…/metchiki-djujjmovye/
P.s… Напишите письмо на сайт , дайте ссылку на мотор и на плашку . Объясните проблему.
Гоча и его отец вполне нормальные люди и если нету привезут , закажут ( но это не быстро будет).
Можете сами заказать , купить с аллиэкспрес и пр. не выполнимых ситуаций не бывает - это будет чуток быстрее.
Согласен…, но я часто высверливаю внутренние отверстия, а это на одну операцию минимум два раза зажать и два раза разжать, это если не глубоко сверлить… С эксцентриковым зажимом на зажатие уходит 2 сек на разжатие 1сек. И хитрого там ничего нет, все купил в метизах и времени заняло часа три.
Если можно, с этого места поподробней… Ход эксцентрика ? Диаметр ? Очень помогло бы фото задней бабки с другой стороны .
В фирменом исполнении этот узел выглядит так -

Подписываюсь на темы интересно . У самого есть токарничек часовой.
знаю у кого был и он его продавал.
Ну сама то тема еще не закрыта .
Чуть позже поделюсь как можно починить патрон 4-х кулачковый на 3" ( который не надо покупать и лучше сразу перейти на 4").
Но все равно если кто то сделал ошибку как и я . То может поможет все таки сделать с этого что то вменяемое.
В россии наткнулся на инет магазин именно по этому станку и его собратьям - www.instanko.ru/index.php?categoryID=602&offset=60.
Некоторые позиции получаются даже по конечной цене интереснее чем тащит с закордонья.
---------------------
А часовые станки если честно я не понимаю.
Это уже особая тема и особый взгляд на металлообработку которую я не берусь обсуждать.
Ну начнем с того какие вы цели ставите от станка .
Если как многие точить болты и деревяшки - купите и просто используйте.
Если у вас планы делать не просто что бы что то ободрать тут уже и есть критерий .
Я еще не упомянул прому и квантиум в верху в первом топе - там ценник еще суровей.
--------------------
Китайцы делают станок изночально в одном цехе и на одном почти оборудовании .
Но есть маленькое но - кто заказывает станок и какую лейбу получит этот станок , будет отличаться
качество материалов , комплектация и на чем будут изготавливать.
Ничего в жизни просто так не бывает и экономия начинается -
качество обработки -
станок можно изготовить на условно дешевом станке А где обработка на нем стоит условно 10 долларов ( китаезы умеют считать тоже и экномят на всем и в стоимость обработки вкладывают и ресурс станка на котором будут его делать) , а можно к примеру станину обработать на станке В где стоимость будет 30 долларов.
В чем разница - станок А сам по себе имеет точность обработки 0,05мм, станок В имеет точность обработки 0,01мм
Первый критерий .
Дальше труд тоже оценивается по разному и сборка 1 категории к примеру стоит 10 долларов , где не снимают фаски и где засверливают дрелью и режут резьбы руками и без контроля. , сборка 2 категории уже сборка с контролем , где за каждую операцию вносят доп требования - нарезка с тремя метчиками и пр.
Дальше контроль сборки - тоже работа за которую нужно платить - 5 центов включить и проверить что крутится и 20 долларов
что бы проверить все пункты требований заказчика.
-------------------
Дальше уже заказчик диктует свой взгляд на финансовые вложения.
При этом еще и комплектация и некоторые нюансы.
Опять оттолкнусь на станках одного конструктива но со значимой разницей -
Варя квантиум ( есть еще более дорогой вариант)-
rustan.ru/t_236_d180x300.htm
66 руских кило денег
БД-7 ( семь бед один ответ)-
rustan.ru/t_510_bd7.htm
40 не денег …
И корвет -
www.korvett.ru/shop/UID_103.html
27 рашен валютен
Все это один и тот же станок с маленькими различиями .
Но квантиум станина именная и это не самое главное -
станина каленая и требования к твердости.
Точностьтакая которую не смогут обеспечить даже джеты -
Радиальное биение шпинделя менее 0,009 мм.
.
Патрон там не чета китайскому с двумя всего витками архимедовой спирали и где кулачки в самом патроне болтаются по 0,5мм.
Подши изночально нужные а не шариковые , которые заставили работать так как не должны.
Имхо что я пробывал ручками и что могу обозначить как равноценное
Мой айкен, джет и корвет.
Если и существовал какой то отбор и требования , то они были минимальными на момент моей покупки.
Разница была настолько мизерной ±3000 рублей.
Джет сейчас опух от жадности и стал драть цены , но качество не лучшее.
Айкен развалился и и машинстори продает их наверное остатки .
Только при моей покупке была слабая надежда что мой станок будет не кривым как это описывают на чипмейкере, а нужно будет его перетрясти на тему комплектации.
Чудо случилось - ничего не шабрил, ничего не выпровлял .
----------------
Будет ли удача с корветом как у меня не знаю - как контора похабная в отношении к товару которым торгует, так и те кто этим товаром торгует такие же. Китаец мог сделать точно, но могли станок так разгрузить свалив упаковку с 5 метровой высоты что станина пошла узлом.
Те кто торгует Варей , не думаю что будут скидывать упаковки , будут перекладывать как положено.
Нравится мне именно этот сайтик - rustan.ru
Только за ассортимент - можно пресмотреться , почитать характеристики - набивка очень хорошая .
---------------------
К чему столько букв .
чтоб немного пояснить что вы скорее всего и сами понимаете.
будь у меня сейчас задача покупки что бы я купил из доступного и если бы айкена небыло -
встал бы перед джет и корвет.
У айкена блок электроники хороший и поэтому и ценник повыше.
Но у джет есть версия безколекторника - и я бы порыл сайт чипмейкера на тему как работает их безколлекторник.
-----------
В остальном - станок прийдется вскрывать и перетрясать -
подши требуют смены .
Я даже на роликах могу добиться минимального боя в 0,002мм только когда прилично зажимаю подши и прикладываю усилие в 30-50кг на патрон для измерения.
На шариках не реально , индикатор мне показывал бой в 0,05 даже когда подши уже пели с криками сейчас нагажу шарами.
Дальше патрон - однозначно замена хотя бы самый бюджетный этот ( для этого нужен переходной фланец)
www.instanko.ru/index.php?productID=670
Потому что 3" патроны гадость .
Смотрите сами пример из личной жизни -

Патрон сейчас по своему прямому назночению используется ( наковальня) , так как у него всего два витка архимедовой спирали
и кулачек на оптимальных для работы диаметрах 30-50мм работает на одном витке и на последнем зубчике которы и обломился.
Хотя конструктив легко бы позволил сделть 4-5 витков .
Поэтому патрон 100 самый оптимум ( ставили и 125 - мотор ели тянет и вибрации станка и он не вмещается (имхо-перебор)) в размере.
Но учитывая что губки кулочка еще очень маленькие и с трудом удерживают от нагрузок заготовку диаметром 50мм , лучше купить 4-х кулочковый самоцентрующий патрон -
www.instanko.ru/index.php?productID=685
Дорого , но оно того стоит , если патрон сделан качественно.
-----------------------------------
Т.е. это первые самые необходимые меры .
Дальше все от того как вам повезет.
Станок лучше покупать в живую , сказав что куплю , но я вреда и хочу все перещупать перед тем как пойду в кассу так как железяка тяжелая что бы потом тащить в мастерскую или вам обратно.
Желательно магнитный штатив иметь с собой или попросить.
Промерить все что вам позволит фантазия . если есть комплектующие на тему патрона и хватает денег , попросить что бы вам сразу поставили.
Промерить на бой .
Взять дюралевую палочку диаметром 20мм и резец и проточить на тему боя , конусности, и пр.
Повредничайте со славами пожалуйста и вам буду очень благодарен если поможете.
----------------
Токарный станок для моделиста это даже почище телевизора - покупается один раз и чаще всего на долго.
И главное это тема для личного удовлетворения и радости.
Его начинаешь любить потом как себя.
----------
Короче примерно так . Вопрос вами задан так что тремя строчками тяжело дать ответ.
Ну скажу так это было вступление ( и поэтому опустим критерий выбора а только конструктивные моменты).
Разница перед коллекторным джет и корветом -
нет разницы , все едино до безобразия и красили их одной кистью с одного помойного ведра.
Айкен как писал имеет блок управления с тахометром и его функции более качественные на тему стабилизации оборотов.
Но нужно настраивать там три переменника - поддержка тока , защита и еще что то .
У меня нет инфы что за что отвечает, так на шару покрутил.
Подши -вот рекомендуемые подши к этому станку увидите здесь -
arceurotrade.co.uk/…/Super-C3-Mini-Lathe-Spares
Есть там и шариковый , но упорный в отличии от радиального который стоит.
Но еще лучше найти контору объяснить вашу задачу и поискать подши действительно хорошие ( есть в природе такие ) .
Ценник на эти подши кусучий , но и вы их менять будете не каждый месяц , обычно как поставите и на всюжизнь станка у вас же не производство.
Единственное ширина роликового подша , сейчас не помню шире чем установленный изначально в станке и вам нужно или искать роликовый одинаковый с шариковым по ширине , или сделать потом дистанционную шайбу на вал.
Вот наверное все из минимума , патрон писал уже.
Поэтому корвет самый бюджетный выбор, так как переплачивать за джет нет смысла так как на сэкономленные деньги вы купите много оснастки.
Или обгрейда. А обгрейд тут не имеет конца -
два сайта по обгрейду -
www.arceurotrade.co.uk/…/Model-C3-Mini-Lathe
littlemachineshop.com/default.php
www.instanko.ru/index.php?categoryID=602
Там дело интимное …
Удачи в выборе , так как это самое главное ( поймать изначально перспективный станок - не кривой).
Смотрю на фоты вари и облизываюсь на тему что надо еще сделать и до чего руки не доходят…
Первым делом нужно манжеты поставить на скользячки -

Мелкая стружка жрет потихоньку мои призмы попадая в зазоры и сгрызая чугуний.
Задняя бабка сказочная -

Столкнулся что нужно либо точить свой зажим по варианту с литл , так как он самый оптимальный не нагружает кронштейн бабки
или тащить с америки .
Дело в том что сейчас после установки цифровых лимбов до гайки добраться стало трудно ключем.
Дальше китайцы экономисты хреновы , поставили только одну половинку маточной гайки на валу - от перекоса жует как винт и саму гайку.
А рем комплект продается с двумя половинками -

Правда я незнаю какая версия у меня стоит , так как режет станок все и метрику и дюймы .
А на литл предлагают либо то, либо другое . По набору шестерен не вычислить - короче путанка что купить.
И конечно как сделана варя …
Все матовое и везде кромочки сняты , аккуратненько обработаны.
Под этот девайс дыры сделали , а его нет у меня -

Аж пищишь когда сталюгу точишь и раскаленная стружка сыпется на руки.
Ну и конечно это вообще класс -

Увеличен ход резцедержателя.
Ну мал ход резцедержателя , можно конечно переделать выточив новый ходовай вал и втулку .
А так часто при обдирке заготовки большого диаметра чувствуешь несуразность - вроде конструкция еще должна позволить отвести резцедержатель без потери жесткости, но упираешься в обойму втулки лимба.
Редуктор вообще тоска , свой редуктор с двумя ремешками для увеличения крутящегося момента -

Короче варя вызывает чувство небольшого расстройства своей продуманностью.
Вроде мелкие мелочи , а вот иногда в мелочах и начинаешь понимать разницу.
Был вопрос - при покупке какой критерий при проверке станка и чем .
Ответ самый простой .
Нужна магнитная стойка с индикатором у которого цена деления не более 0,01мм
И дальше воспользоваться таблицей скажем так идеального в этой серии станка
Квантиум варио -
rustan.ru/t_236_d180x300.htm
В самом низу странички вы увидите таблицу с проверок и цифры допусков на различные моменты.
Параметры и нормы точности настольных токарно-винторезных станков Quantum:
Думаю это наиболее средние показатели для того что бы проверить свой будущий станок.
Кстати у Пурелоджика тоже появились мини-станки
purelogic.ru/…/mini-stanok_sverlil_nyj_tz20004m/
и с ЧПУ: purelogic.ru/…/mini-stanok_chpu_frezernyj_cz20005m…
и вот даж наборы мини-станков : purelogic.ru/…/nabor_mini-stankov_8-v-1_tz8000mg/
То что вы решили назвать станком, очень условно имеет хоть малейшее отношение .
И к серии мини не относится в нормально станочном мире.
Эта хрень в чип и дипе продается уже лет так 8 …
Это конструктор игрушка не более и назвали они ЭТО как мини слегка погорячившись - www.chipdip.ru/product/xendoll-w10003/