Пробую запускать принтер. Есть вопросы.

Смазывать термопастой? Многовато ее надо, а и зеркало потом не помоешь лишний раз, а если часто мыть, то разоришься на пасту.
Я на пробу заказал силиконовый коврик, который используют в электронных платах… Он держит до 220 градусов по Цельсию. 😃
Ко мне сейчас едет ИК-термометр, произведенный товарищами китайскими трудящимися.
Интересно, им можно измерять температуру зеркала?
Кто-нибудь пробовал подключать к MKS Robin усилитель термопары на MAX31855 ?
У меня все время показывает температуру 5000 гр.С
Немного смущает строчка в настройках
>EXT1_TEMPSENSOR_TYPE 1 #1:100k thermistorЈ»102: MAX31855 thermocouple
Чтобы выставить термопару, нужно 102 ставить? Или это какая-то беда с кодировками, может “Ј»102” - это результат трансформации какого-то китайского иероглифа в текстовом документе.
Потому как логично поставить 2, но “2” тоже не работает.
Модуль вот такой ru.aliexpress.com/item/…/32806556360.html?algo_exp…
модуль исправен - подключал к микроконтроллеру, писал программу - все работает.
Смотрел на разъеме Робина сигналы логическим анализатором, они какие-то неадекватные и непредсказуемые, но есть мысль, что это результат того, что микросхема работает на частоте, близкой к пределам моего анализатора.
В общем, кто что скажет?
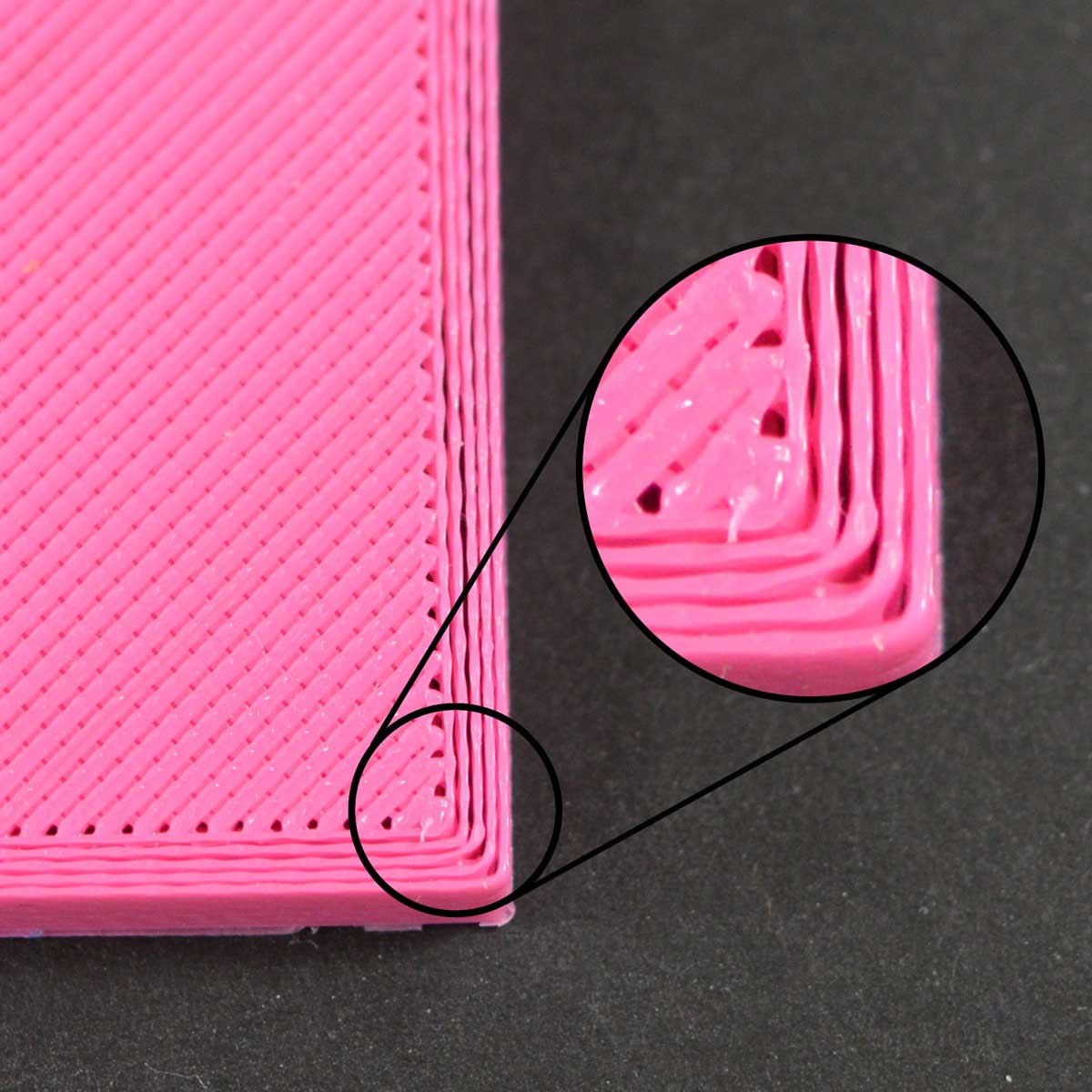
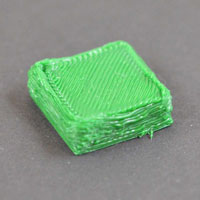
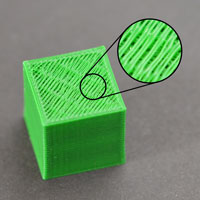
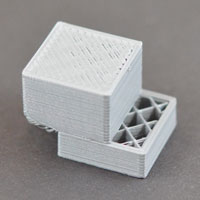
ПРОБЛЕМЫ КАЧЕСТВА 3D-ПЕЧАТИ
3dpt.ru/page/faq
Русский перевод статьи по различным дефектам 3D печати. Решение проблем приводится на примере слайсера Simplify3D.




А какой пластик лучше использовать, если предполагается контакт с ацетоном? Хочу попробовать камеру сделать для постобработки и некоторые детали для нее напечатать.
если предполагается контакт с ацетоном?
Судя по рекомендациям в ютубе, обычный PLA живёт.
ПЛА не растворяется, но набухает.
Что у меня с новыми хот-эндами не все гладко.
Драйвера настроены на номинальный ток (1.5 А) - филамент идет туговато. Иногда пропускаются шаги…
Версии две -либо недогрев (в зоне плавления температура ниже чем у термистора). Либо механика новых экструдеров такова, что филамент туго проходит.
Как вариант - неровный стол, потому что шаги пропускаются в одном и том же месте (где стол наверное несколько выпуклый).
Но вопрос мой таков - какой скорости выхода филамента нужно добиваться в тестах, при настройке принтера?
Я ставлю скажем 50 мм/мин, жму “extrude” - пластик идет. Ставлю 100 мм/мин - пропускает шаги. Я поднимаю температуру на 5 градусов - пластик становится жиже, шаги не пропускаются. Но понятное дело, если пластик будет совсем жидкий, то это скажется на качестве.
Можно не повышать температуру хотэнда, а подкрутить ток на драйвере - но тогда драйвер греется.
В слайсере скорость экструзии указана в мм/сек - это, я так понял, скорость выхода расплавленной нити. А когда я в pronterface выдавливаю пластик в тестовом режиме - там скорость проталкивания филамента. Я ж не могу пересчитать одно в другое…
Можно не повышать температуру хотэнда, а подкрутить ток на драйвере - но тогда драйвер греется.
суть не в этом, а в том что пластик не успевает при большей скорости плавиться, поэтому при увеличении скорости екструдер или проскальзывает или теряет шаги
надо искать оптимальную скорость и на этом остановиться, или какой ты Filament пользуешь 1,75мм или 3мм, если 3 мм то переходить на 1,75 он плавиться из-за того что тоньше быстрее
суть не в этом, а в том что пластик не успевает при большей скорости плавиться, поэтому при увеличении скорости екструдер или проскальзывает или теряет шаги
При температуре, близкой к точке плавления, как мне кажется, роль играет вязкость пластика. Предположим он плавится при 240 градусах и при достаточном усилии экструдера он выходит, при слабом токе двигатель будет пропускать шаги. Но если прибавить градусов 10 то пластик выйдет гарантированно.
я перечитал свой пост, расписал я конечно сумбурно и непонятно.
Попробую по другому.
В настройках слайсера у меня максимальная скорость (то ли для периметра, то ли для мостов) 80 мм/сек. Меня эта скорость устраивает, и по собственно скорости печати, и по качеству.
Следовательно, я должен подобрать мощность экструдера (регулировкой тока) и температуру плавления пластика так, чтобы для 80 мм/сек пластик гарантированно выходил без пропуска двигателем шагов.
Если дать все это с запасом, то конечно сработает, но - двигатели и драйвер будут греться, а качество модели за счет растекания более жидкого пластика - снизится.
Поэтому я должен подбирать. Я то подберу, но на какую скорость мне ориентироваться? Дело в том, что подбираю я не печатая модель, а используя управляющие функции софта (тестовая подача пластика). В слайсере указана скорость в мм/сек выхода готовой, расплавленной нити. В функции тестовой подачи пластика указана скорость подачи филамента.
В принципе, я поторопился с вопросом - я пересчитал , что для сопла 0.4 мм и филамента 1.75 мм соотношение длины филамента и нити составляет 19,14.
Соответственно, для того, чтобы выдавить пластик со скоростью 80 мм/сек, филамент нужно подавать со скоростью около 250 мм/мин.
максимальная скорость (то ли для периметра, то ли для мостов) 80 мм/сек
ИМХО для периметра ставлю 40% от максимальной скорости.
Время на построение периметра минимальное от общего времени построения детали, а меньшая скорость повышает прочность и качество внешних слоев.
ИМХО для периметра ставлю 40% от максимальной скорости.
Время на построение периметра минимальное от общего времени построения детали, а меньшая скорость повышает прочность и качество внешних слоев.
Посмотрел - у меня infil 80 мм сек.