Ктонить может выточить на токарном станке деталь на заказ ?

А если человек может нахаляву металл умыкнуть, есть станки и при этом сидит без работы… Предположим Д16Т стоит 250 руб. за кг, значит работа 600 руб. Такую деталь токарь 4 разряда сделает за час. Что, оплата труда 600 рублей в час??? 😃
Ну-ну…☕ Найдите за ТАКИЕ деньги кусок металла (именно Д16Т) в Питере и токаря, аж 4-го разряда(!), чтобы сделали всего за час…😒
Яв моделизме 25 лет, а такую деталь за час не сделаю. Если она крутится 10000 в мин так её надо балансировать так я думаю вся работа займёт минимум 8 - 10 часов. Если вам делают за 600 р соглашайтесь это просто даром правдо врядли она будет работать. Скупой платит дважды.
Если она крутится 10000 в мин так её надо балансировать так я думаю вся работа займёт минимум 8 - 10 часов.
Ну, вообще-то, для токаря-револьверщика здесь работы на полчаса. А насчет балансировать на таком диаметре… Погрешности установки винта, да и балансировка самого винта будут на порядок хуже.
Деталь отдельно балансировать смысла нет, с двух концов резьба, токарки - полчаса работы даже на домашнем станке, еслиб у себя, то для коллеги сделаю бесплатно, вот только сверлить не на чем, фрезерный в ремонте.
Ну, вообще-то, для токаря-револьверщика здесь работы на полчаса. А насчет балансировать на таком диаметре… Погрешности установки винта, да и балансировка самого винта будут на порядок хуже.
А при чем тут револьверщик, уважаемый?
sserzhik, дайте картинку (“нам бы схемку иль чертеж”)
А при чем тут револьверщик, уважаемый?
А Вы знакомы с токарно-револьверными станками?😉
Револьверщик - это не изготовитель револьверов, а всего лишь токарь.😃
А Вы знакомы с токарно-револьверными станками?😉
Револьверщик - это не изготовитель револьверов, а всего лишь токарь.😃
Привет всем!
По ТАРИФНО - КВАЛИФИКАЦИОННЫЙ СПРАВОЧНИК токарь-револьверщик может
иметь максимально высокую квалификацию равную 4 разряду.
А токарно-револьверные станки - это станки стоящие на массовом производстве
деталей, рентабельность которых от 2тыс деталей и больше в виду их специфической
настройки. Сразу скажу пришлось по потеть на таком 6 месяцев. Работа извиняюсь
за выражение для обезяны, с нулем творческого потенциала.
Может вы попутали с токарем-интсрументальщиком?
Всем пока, пока, пока.
Работа извиняюсь
за выражение для обезяны, с нулем творческого потенциала.
Может вы попутали с токарем-интсрументальщиком?
Ничего я не попутал.😁 Можно подумать, что здесь деталь шибко заумная, и требуется огромный потенциал интеллекта…
А по поводу длительности настроек станка… Кто как может…
Я, между прочим, категорично ничего не утверждаю, просто привел для примера возможность и длительность обработки. Есть мастера, вытачивающие подобные детали в сверлильном станке.
Маэстро, если вы приводите ТОКАРЯ-револьверщика, как уровень квалификации (на самом деле до 4 разряда), то это можно понять. Но как он будет делать на своем ТОКАРНО-револьверном станке 1 (одну) деталь - это непонятно, ибо наладка этого станка займет гораздо больше времени, чем ее изготовление.
А на сверлильном станке такое делать - ну делайте. У меня для таких целей под руками есть токарно-фрезерный с ЧПУ. Не настольный. 😁 И на нем можно подобные детали делать быстро и точно. И заметьте, от 1 (одной) штуки.
Приценюсь снова. 3 детали (нарезка одной болванки на 3 части - слева направо по рисунку шайба, фланец, ступица). Диаметр 50 мм, общая длина болванки ок. 100 мм. 4 отв. в каждой детали диам. 5, без резьбы (сверлятся до разрезания на части). Внутри ступицы и фланца резьба почти на всю длину, М12 левая. Накручивается ступица на вал на резьбе, как патрон дрели, на неё фланец 4мя болтиками, дальше на фланец пропеллер через шайбу центральным болтом. Лишнего ничего нет, такая задумка. + 3 болта шестигранных М12х30 мм, левая. Сталь 40, термичка. Балансировка смысла не имеет, т.к. самоструганый пропеллер-лопата. Цена вопроса - ?
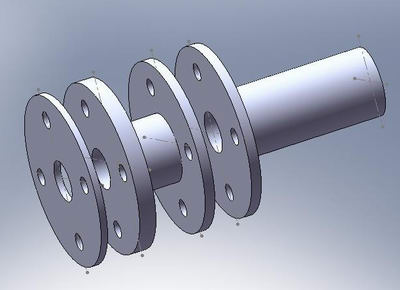
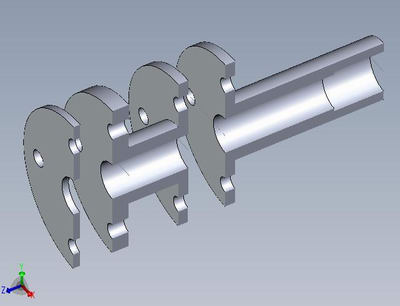
Анимированное изображение детали webfile.ru/2590627
Но как он будет делать на своем ТОКАРНО-револьверном станке 1 (одну) деталь - это непонятно, ибо наладка этого станка займет гораздо больше времени, чем ее изготовление.
Да что вы все привязались к разрядам, наладке и времени… Хотите показать свои познания в знании станочного парка? Человеку надо вещь сделать, а не время считать. Да и стоимость “наладки и изготовления” у каждого специалиста - разная. Причем, зачастую, чем выше квалификация спеца, тем ниже цена.
Специально для Guber: Вам, должен быть известен тот факт, что очень часто, подготовка к работе и настройка оборудования, занимает времени, гораздо больше, чем сама работа?
У меня для таких целей под руками есть токарно-фрезерный с ЧПУ.
Искренне за Вас рад.😁 Если позволите, при случае, воспользуюсь Вашим потенциалом.😃
Ну и я выскажусь, поскольку тоже что-то слышал про токарные станки…
Приценюсь снова. 3 детали (нарезка одной болванки на 3 части - слева направо по рисунку шайба, фланец, ступица). Диаметр 50 мм, общая длина болванки ок. 100 мм. 4 отв. в каждой детали диам. 5,
Подобная хренатель будет создавать очень сильную радиальную нагрузку на 5 мм-вый вал, даже без пропеллера. Скорее всего вал не выдержит. Конструкцию нужно менять.
(сверлятся до разрезания на части).
Просверлить точно соосное отверстие 5 мм на 100 мм (плюс припуск на отрезку) невозможно. Не Ваше дело, как токарь изготавливает детали, Вы заказываете размеры, материал и допуски. Вы ведь платите. Вдобавок при отрезке “блинчики” превратятся в “тарелочки”.
Лишнего ничего нет, такая задумка. + 3 болта шестигранных М12х30 мм, левая. Сталь 40, термичка.
Термообработка лишняя. Сталь 40 надо поискать. Ст45 обычно.
Помимо токарных на изделии присутствуют иные операции (фрезерный либо сверлильный станок). Незабудьте о необходимости фиксации на валу.
[quote=
Искренне за Вас рад.😁 Если позволите, при случае, воспользуюсь Вашим потенциалом.😃[/quote]
Всегда пожалуйста. 😛
И кстати, такие детали на этом станке делаются за один установ и сразу. Включая отверстия.
Подобная хренатель будет создавать очень сильную радиальную нагрузку на 5 мм-вый вал, даже без пропеллера. Скорее всего вал не выдержит. Конструкцию нужно менять…
Karalexey, цапфа коленвала бензопилы 12 мм, и резьба М12 левая! Это 5 мм по кругу, под болтики М5, которые держат фланец к ступице и шайбу к пропеллеру.
при отрезке “блинчики” превратятся в “тарелочки” -это в смысле будет деформация при отрезании? Резец как-то деформирует деталь? Как её избежать? И почему термичка лишняя. Ведь сталь становится “45” после закалки, а до этого она мягкая? Вопросы, естессно, происходят от незнания, для того и форум, чтобы выяснить истину 😃
Незабудьте о необходимости фиксации на валу
достаточно стопорного кольца, которое держит сцепление бензопилы? Или дополнительно фиксировать? Как зафиксировать на валу деталь, которая навинчивается подобно патрону дрели?
Похоже я накосячил, потому как посчитал, что вал 5 мм. Ещё голову ломал, где резьба М12. На 12 безусловно выдержит.
Ст 45 и после термообработки останется ст 45. Изменится её структура, но не состав. Ст 40 никогда не встречал, хотя по справочникам она есть. Термообработка бессмыслена, потому как заворачиваете их в дюраль. Вы скорее повредите её, нежели болт.
Всё нарисованное, я как мамонт делал бы так:
ступица:
Ободрать снаружи с припуском 0,5
просверлить отверстие и нарезать резьбу
отложить в сторону
катушка:
аналогично
Потом на прутке 20 мм проточка и резьба м12 резцом.
На резьбу по очереди две предыдущие детали и поджав центром пропылить наружку.
Потом на плиту с делительной головкой и к сверлилке.
Шайбу из листа. Сперва нутро, потом на оправке наружку. Можно наоборот, наружку, а потом в кулачках с выточкой, отверстие, но соосность хуже будет. Можно и вообще наружку, а потом дырочку за один установ.
Как сделать ступицу за один установ и сохранить 100% соосность наружи и отверстия слабо себе представляю, риск уведения сверла очень велик, а для расточки отверстие больно длинное.
Мож, где и ошибся, но вроде так.
Как зафиксировать на валу деталь, которая навинчивается подобно патрону дрели?
Конечно всё само затянется по резьбе. Можно капельку синего фиксатора капнуть.
На шуруповёртах фиксируют внутренним винтом с обратной резьбой и фиксатором, но там вращение в обе стороны, а у Вас нет.
А ещё, подскажите, зачем в этой конструкции катушка? Просто не понял её цели, а по трудоёмкости и нежности деталька самая неприятная, быстро может согнуться.
Потом на прутке 20 мм проточка и резьба м12 резцом.
+1. 😃 и это важно…!
А ещё, подскажите, зачем в этой конструкции катушка? Просто не понял её цели, а по трудоёмкости и нежности деталька самая неприятная, быстро может согнуться.
На хвостовике коленвала - канавка, стопорное кольцо. Т. е. хвостовик вынужден выходить на плоскость ступицы. Как тут центральным болтом пропеллер крепить, когда из ступицы торчит вал? Не хочу, чтобы пропеллер, крутанувшись в обратку, слетел. Такое может произойти также при резком сбросе газа, он просто не успеет остановиться, произойдёт нечто типа торможения двигателем и проп просто улетит. Катушка призвана сыграть роль переходника. В ней продолжение резьбы вала, под болт, т.к. всё сверлится-нарезается до “расчленения”. Аналогичная конструкция здесь, только короче в длину:
www.toni-clark.com/ftp/PCI_english.pdf
Видно, что катушка крепится к ступице, только короче. Насчёт погнётся - вряд ли, сталь 40-45 должна выдержать. Д16Т не буду использовать, 3 л.с. оборвут резьбу внутри ступицы при первом же запуске. Вот полная деталировка www.homelite.ru/support/detail.html - пила 4518, на картинке цифрой 8 обозначена резьба, М12, шаг 1.25, 13 ниток резьбы, там сидело стальное центробежное сцепление
На хвостовике коленвала - канавка, стопорное кольцо. Т. е. хвостовик вынужден выходить на плоскость ступицы. Как тут центральным болтом пропеллер крепить, когда из ступицы торчит вал? Не хочу, чтобы пропеллер, крутанувшись в обратку, слетел. Такое может произойти также при резком сбросе газа, он просто не успеет остановиться, произойдёт нечто типа торможения двигателем и проп просто улетит.
Способов зафиксировать ступицу на валу масса. Даже радиальное отверстие с винтом нанесёт много меньший дисбаланс, чем придуманная Вами катушка, так как будет ближе к опоре и на меньшам диаметре. катушка же далеко от опоры и основная её масса на больших диаметрах. Будет лихорадить. Да и деталей меньше и соединений, что тоже немаловажно.
Три кобылки обкакаются сорвать резьбу М12 13 ниток, затянутую наглухо даже в капролоне, про дюраль вообще молчу. ПМСМ.
И про “сверлится и нарезается до расчленения” опять не понял. Какова толшина резца? Вы её учитываете? Зачем это?
И про “сверлится и нарезается до расчленения” опять не понял. Какова толшина резца? Вы её учитываете? Зачем это?
ну в смысле сначала нарезается резьба по оси всей болванки, для упрощения конструкции, и только потом разделывание на 3 части. Вообщем, поеду скоро к токарю, который этим займётся, думаю, проще привезти ему разобранную бензопилу, сам решит, как лучше. Вопросы всегда происходят от незнания. Да и откуда электронщику знать токарное дело 😁
На шуруповёртах фиксируют внутренним винтом с обратной резьбой и фиксатором, но там вращение в обе стороны, а у Вас нет.
Пример. При запуске случайно завёлся мотор в обратную сторону. Бывает. Пропеллер сразу улетает. Таких случаев не знаю, просто теория. Или другое: у пропеллера 22 дюйма чудовищная инерция вращения. Резко убрали газ - значит пропеллер по инерции скрутится с резьбы и улетит…
…Значит дюраль с резьбой М12 выдержит… Спасибо, обнадёживающее заявление. Но мне по ушам ездят, чтобы я центральный болт применял для крепления пропеллера, так что деталь всё равно будет от движка далеко находиться. Вот пример, как делал один из авиастроителей (тоже бензопила).
Видно, что проп далеко от мотора.