Модели из 3D принтера

Про скорость обработки, думаю, тут скорее от самой модели зависит.
Не совсем так просто любую модель нужно оптимизировать в редакторе и в слайсере тогда будет максимальная отдача
Что за модель и где взять STL?
Двухмоторник типа рамы под фпв моей конструкции.
где взять стл только у меня если буду распространять то только после облёта.
где взять стл только у меня если буду распространять то только после облёта.
Ну, во первых, удачного облёта! А во вторых, сделайте просто пару скриншотов какой-нибудь секции, чтобы понять внутреннюю структуру. На 3длабпринтовских моделях внутри косые усиления, а-ля наклонных перекрещивающихся шпангоутов. Они сильно снижают скорость печати. Да и обшивка в 1 контур - сильно не разгонишься, чтобы вобблинг не поймать.
чтобы понять внутреннюю структуру. На 3длабпринтовских моделях внутри косые усиления, а-ля наклонных перекрещивающихся шпангоутов
Такое я только на крыльях делаю тут по другому ни как.
не сомневайтесь со скоростями которые так любит Александр 100мм среднее время печати детали 2 часа деталей 12 чистой печати уже 24часа добавьте время на снятие и готовой детали и запуск новой с переразогревами получится ещё часов 12 такое печатается неделю, по мне так за неделю просто из дерева такое сделать можно смысл печати пропадает. Нужно скорость наращивать
И жёсткости хватает? Это первый опыт отрисовки самолёта под печать или уже отработанная технология?
У вас видео процесса печати со скоростью 1к1 нету? И фотографии результата поближе?
Я любопытный… 😃
Кстати, на 3dtoday есть статья про Spitfire. С фотками и обсуждением. Мало ли кому интересно будет.
И жёсткости хватает?
Думаю хватит.
Вы просто по пробуйте распечатать кусочек с толщиной стенки 0.7 сечением
Это первый опыт отрисовки самолёта под печать
Второй первый уже у кого то летает.
У вас видео процесса печати со скоростью 1к1 нету?
Нет не снимал, только до переделки принтера в самом начале потом просто надоело.
Я любопытный…
пробуйте
АБС сопло 04 толщина стенки 0.7мм высота слоя 0.2мм
В симплике 10мм 1 периметр 0.7 потом 5мм 2 периметра потом до конца один 0.7 в первом процессе 2 нижних слоя заштриховка иначе от стола отвалится.
ЗЫ
В куре такое не получится
Поделитесь фотками, пожалуйста, раз уж хвастаетесь!
А я уже раньше делился. Можно и повторить, заодно новым передатчиком похвастаюсь.
И расскажите о начинке, если не трудно
Мотор, как рекомендуют, Turnigy D3530/14 1100KV (73г). Сервы Turnigy TGY-9018MG. Регуль на 40А.
Эта модель ни как не пилотажная, хотя на подобие петель с бочками наверняка способная. А с Акромастером её если только по размерам можно сравнить.
Эта модель ни как не пилотажная
За то какая цветастая даже красить не надо )))
А я нашёл косяк у себя в узле подачи пластика!
Как раз треугольник после зубчатого колеса.
он так износился прутком, что последний гуляет по всей ширине подшипника и самого зубчатого колеса.
Иногда даже соскакивает с подшипника.
Про резину вообще молчу!
Поэтому RUBBER и заминает постоянно.
Поставил на перепечатку этот узел целиком.
Сейчас приеду, поменяю и снова попробую колёса резиновые напечатать.
После колёс буду пробник PET-G мутузить.
Если качество устроит, начну печатать МИГ.
А я вот наверно погорячился.Надо было всё же на Сопутке АБС заказать,посмотреть как оно с ним всё будет выглядеть.А заказал СБС.Уже выслали.Ладно,как говорится хлеба не просит и ладно.Куда нибудь пойдёт.Закинул в корзинку сейчас на Сопутке АБС.Кстати,печатаю на пробу снова сегмент фюзеляжа.Откуда крылья растут.) ПЛА белым.Добиваю катушку.Чёрный есть ещё. Файлик уже сделал с другими параметрами,с поддержкой,с юбкой вокруг обьекта.Скорость медленную выставил.За 7 часов ровно 50 процентов напечатал.)) Если верить полоске на экране принтера.Получается в пять утра всё будет готово.))
Взял светодиодный фонарик,посветил им насквозь уже напечатанного.На выявление пропусков и непропечатков.Пока всё вроде ровно.Сравнил с браком предыдущим.Тоже посветил.Так там всё видно,где плохо.Тьфу тьфу…Авось пронесёт)).
Эта модель ни как не пилотажная
Пилотажная, почему нет? Я ж её фанфлаем не называю. Прототип тоже типичная пилотажка. Как Extra 300 и прочие Катаны… Или я чего-то не понимаю? РВ разве что маловат. С Акромастером сравнивал именно по размаху и весу. И сервы там 9 г не справились бы.
Вес модели какой? У Акрика от 990 гр до 1200. А Ваши напечатанные?
Вес модели какой?
eysymont же писал:
Полётный вес получился 1150гр.
BestFilament - у самого такой PLA белый, отличное качество.
Вопросец - никто не подскажет, как в симплифае настроить траекторию движения головы перед началом первого слоя? Чтобы она не вдоль стола скребла, а приподнялась по Z
Retraction vertical lift - у параметрах Экструдера - поднимет голову на заданное значение перед ретрактом (втягиванием пластика)
Если просто надо поднять перед стартом, то вроде G1 Z15 в стартовый скрипт поднимет голову на 15мм, но надо копать где воткнуть команду на опускание головы к заданной точке старта по Х,У.
бы укладывается слой пластика,по контуру.Вокруг самой печатной зоны.А уж потом начинается сама печать.И ещё момент.Если например,в каком либо месте обьекта,требуется временная поддержка как бы снизу,(потом она конечно отламывается),как мне её там задать?

Use Ooze Shield - стенка вокруг модели, актуально для печати ABS’ом, т.к. сохраняет темп. внутри объема. Для PLA наоборот нужен хороший обдув.
Если отлипают углы: Brim (несколько слоев рисуется впритык к модели) или Use Raft (подложка)
Как бы сказать… Я конечно понимаю.Но в центре то,как раз и есть тот самый малозаметный прогиб,температурная как бы деформация.И вмазав туда ровно пасту и положив сверху стекло,то оно легло очень близко к желаемому результату,по качеству соприкосновения.Не идеально,но уже что то.
Эммм, а к чему такие заморочки со столом??? Печать идет экструдером, столу главное выдать примерную температуру, чтобы деталь лучше липла. Если в 1 месте 60, а в другом 65, то разницы практической не будет, размер стола не промышленных масштабов, чтобы перепад был сильным.
PLA, стол на 70 град., стекло 3мм на зажимах из Ашана, лак для супер фиксации, принтер Тарантула. Печатает прекрасно, деталь отлипает сама только после остывания стола до 40-50 град.
Retraction vertical lift - у параметрах Экструдера - поднимет голову на заданное значение перед ретрактом (втягиванием пластика)
Вопрос был не про это;
Если просто надо поднять перед стартом, то вроде G1 Z15 в стартовый скрипт поднимет голову на 15мм,
Простите, но у меня сомнение, что вы понимаете, о чём пишете!
Если в поле стартового жы-кода вписать что угодно, то после выполнения допустим G1 Z15 начинается свой симплифаевский скрипт - где он первым же делом возвращает голову в нулевые координаты (Z0), а уже оттуда начинает печать.
Второй момент:
но надо копать где воткнуть команду на опускание головы к заданной точке старта по Х,У.
Не надо ничего копать! В самом начале “боевой” траектории, где начинается экструзия, есть код установки координат этой точки. Из любой точки до этого - голова к этой точке придёт. В slic3r я задираю Z-значение у предыдущей команды, чтобы двигалось туда, будучи приподнятым над столом. В симплифает делается также - но приходится открывать файл жы-кода в отдельном редакторе, в репитерхосте например. Внутри самого симплифая текстового редактора нет - что очень удивило…
На буржуйском форуме народ правда подсказывал, мол можно какие-то фильтры пост-процессинга настроить, чтобы те находили определенную команду в жы-коде и заменяли её другой. Но пока этот вопрос не копал дальше.
пробуйтеx1b.rar
АБС сопло 04 толщина стенки 0.7мм высота слоя 0.2мм
В симплике 10мм 1 периметр 0.7 потом 5мм 2 периметра потом до конца один 0.7 в первом процессе 2 нижних слоя заштриховка иначе от стола отвалится.
Спасибо! Зачем такие изменения толщины? Кстати, эта секция не показательная. Почти “ваза”. Я про секции, у которых внутренняя структура есть.
Можете скачать пробную деталь от любого самолёта 3dlabprint тут и попробовать послайсить со своими парметрами и посмотрите на диаграмму скорости итоговую. А потом попробуйте напечатать. Посмотрим на скорость. Ради интереса видео снимите. Ну любопытно же нам всем, как вы так прушу настроили, что она на 200 мм/сек печатает.
Не воспринимайте как наезд или критику. Мне действительно интересно так ли это и что получается на выходе. Я понимаю, что мой принтер в зачаточном состоянии относительно улучшений и оптимизации и мне бы очень хотелось улучшить его производительность. Соответственно, если ваш опыт действительно удачный, то очень бы хотелось вникнуть и понять, что и как делать.
Вот, например, видео в котором заявлена скорость 150 мм/сек.
Печатается визуально быстро, но физически скорость печати даже до 90 мм/сек не доходит. Ускорения слышны, когда идёт холостое перемещение. Тогда действительно скорость около 150 мм/сек и Анет аж стонет.
Я вчера на 70 мм/сек (реально, большая часть около 40 мм/сек, если смотреть диаграмму скоростей) и ХХ на 130 мм/сек печатал лючок.
У меня на соседней книжной этажерке предметы подрагивали. А там амплитуда меньше 100 мм у головки была.
на соседней книжной этажерке предметы подрагивали.
- А стоит ли оно того, так спешить задрачивать свой принтер? 😁
(простите не удержался)
Про видео 150мм\с: визуально едва до половины от этой скорости разноняется голова, мелкие проходы вообще медленные, от силы 50 мм\с
Печатается визуально быстро, но физически скорость печати даже до 90 мм/сек
Как вы это определили?
Я как то показал людям видео на скорости 120 так ответ был такой.
Да это всего 60 не больше.
а когда посчитали что диаметр детали 140 засекли время по кадрам оказалось что 117мм
так что как везде надо замерять и считать
ЗЫ
Как ваше любопытство?
Спасибо! Зачем такие изменения толщины?
Чтоб слои лучше слеивались и внутенности проще были в итоге вес меньше печать быстрее а на гора получаем тоже самое
Мне действительно интересно так ли это и что получается на выходе.
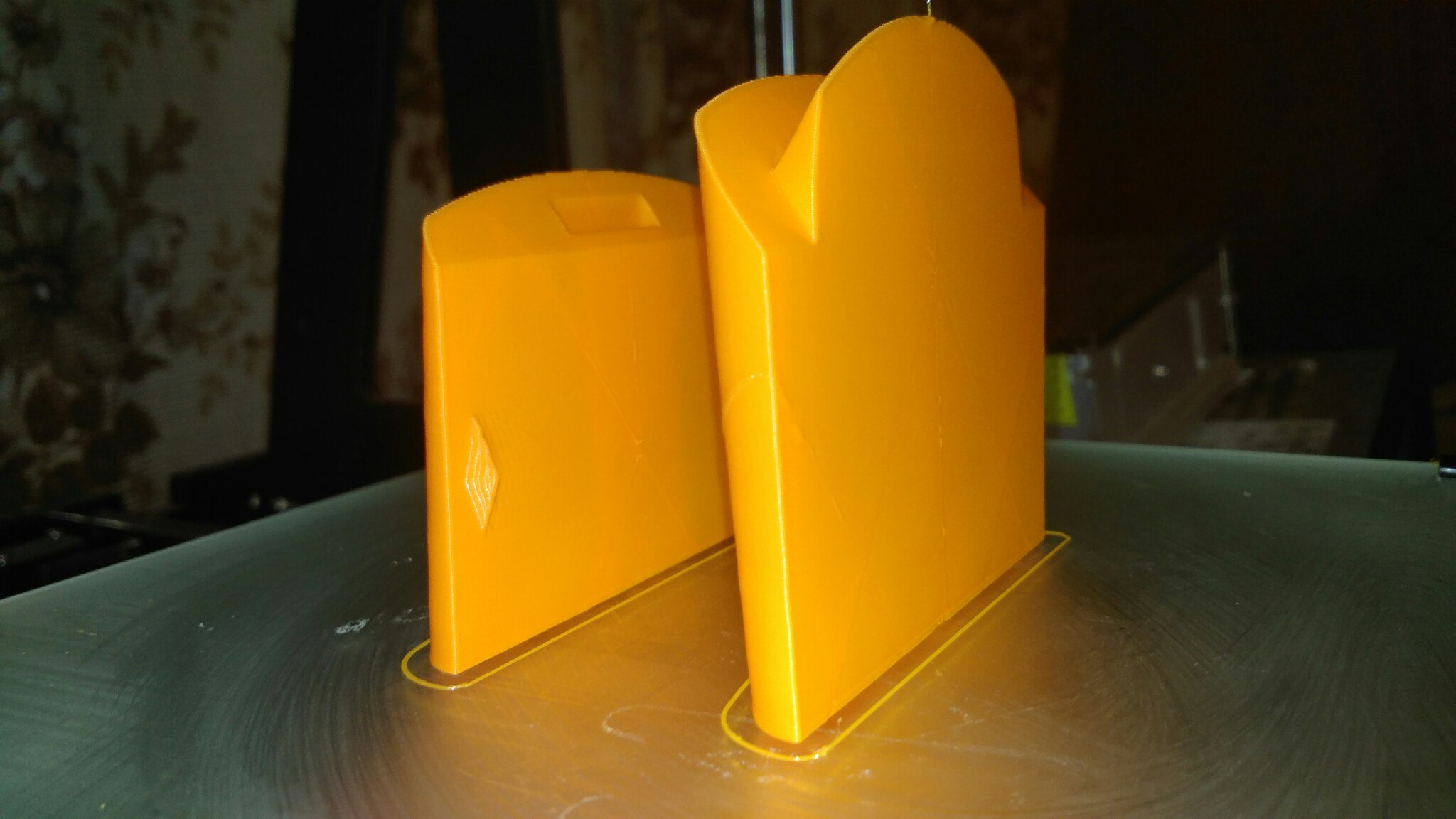
на выходе вы видели вот этот фюз весит 270г при длине почти 900мм
Я про секции, у которых внутренняя структура есть
таких практически нет внтрянка только там где каналы длв проводов или например пенал для акка ну какая-то ещё там где мотор крепися
для интереса посмотрел даже такие пустые детали если максималка 100мм печатаются дт двух до шести часов с 200мм от 40минут до 4часов
Как вы это определили?
Визуально, я же писал. У меня примерно с такой скоростью голова ездит на скорости 70 мм/сек. Допускаю свою погрешность в 20-30% и пишу “не более 90 мм/сек”. А как вы размеры детали посчитали по видео? 😃 Да ещё и диаметр прямоугольной…
Как ваше любопытство?
Любопытство, опять же, как я писал (вы не читаете комменты?), осталось неудовлетворённым. Детализация детали (простите за тавтологию!) ниже, чем те, что у 3длаб. Соответственно скорость может быть выше и время меньше, так что не корректное сравнение.
Чтоб слои лучше слеивались и внутенности проще были в итоге вес меньше печать быстрее а на гора получаем тоже самое
Страдает жёсткость модели. Потом будет как кисель под нагрузками…
на выходе вы видели вот этот фюз весит 270г при длине почти 900мм
Воздушный шарик ещё меньше весит. Но это, как мы все понимаем, не показатель.
таких практически нет внтрянка только там где каналы длв проводов
Выше уже писал - жёсткость конструкции под вопросом. Рассыплется в воздухе или ещё что… Не зря же стрингеры и шпангоуты придумали…
Покажете всё-же видео печати детали на пруше с 200 мм/сек? Реальных 200 мм/сек, а не выставленных в симпли как основные при куче условий. И фото детали фюзеляжа поближе, напечатанной на такой скорости, если не жалко. Ну правда мне интересно, как это выглядит.
Напечатал колесо rubber-ом.
Подача пластика стабильна!
Допустил одну ошибку. Пожадничал и сделел заполнение колеса не 15%, а всего 5%.
Из-за чего верхний слой получился рваным (провалился).
Проблему адгезии решил увеличением количества витков вокруг детали с дистанцией 0мм.
Страдает жёсткость модели. Потом будет как кисель под нагрузками…
Пока держится пока это десятка 2 полётов.
Но это, как мы все понимаем, не показатель.
Что тогда показатель?
ради интереса положил на два табурета и не не прихлопнул третьим ) просто поставил н него банку 2 л с водой.
Блин держит однако
Да забыл сказать фюз не собранный на одних силах терния держится и центроплана нет а он ещё прочности добавит кода пустоту заполнит.
А как вы размеры детали посчитали по видео?
Я про своё видео писал.В этом так наверняка есть деталь такая в сети, можно померить посчитать
потом не забывайте про термины максимальная и средняя скорость средняя обычно серьёзно ниже
Не зря же стрингеры и шпангоуты придумали…
Как вы определили не видя всей конструкции что шпангоутов нет?
они есть там где идут каналы и без них ни как, где нет внутренних элементов вы их просто не заметили.
первом процессе 2 нижних слоя заштриховка
самое прикольное что хватает стеночки в 0.4мм )
Вы по пробуйте распечатать а потом говорите ОК
ЗЫ
Давайте так
Не надо меня ловить типа на слове.
Если вам действительно интересно то задавайте нормальные вопросы.
Получите таки-еже ответы
Напечатал колесо rubber-ом.
Подача пластика стабильна!
Допустил одну ошибку. Пожадничал и сделел заполнение колеса не 15%, а всего 5%.
Из-за чего верхний слой получился рваным (провалился).
Проблему адгезии решил увеличением количества витков вокруг детали с дистанцией 0мм.
А фото будут? 😁