Микрохирургия Flying Miniature F4F (Pistachio)

Пластик итальянский двухкомпонентный полиуретан SINTAFOAM. Из старых запасов. Цена у аналогов около полутора тысяч за литр. Расход на отливку одного винта около 3 гр. Вес готового к балансировке винта 0.3-0.4 гр. Отливка ведётся заполнением двух половин матрицы с последующим давлением. В ближайшее время попробую разные типы современных пластиков и подберу порцию под заливку. Сделаю выбор.
Константин, заливаются уже сомкнутые формы, или заливаются каждая форма отдельно а потом смыкаются?
Константин, здравствуйте ! Шикарные винтики получились ! Что за материал применялся для изготовления самой формы ?
заливаются уже сомкнутые формы, или заливаются каждая форма отдельно а потом смыкаются?
Евгений, привет! Вторым способом пользуюсь, так как фрезеровка дала потрясающую смыкаемость форм.
Что за материал применялся для изготовления самой формы ?
Саша, привет! Модель фрезерована из модельного пластика, а форма отлита из обычного силикона.
От пузырьков можно избавиться предварительно вакуумируя готовую смесь.
У неё время жизни в районе 20 минут, хотя нужно смотреть спецификацию, конечно.
Вакуумник простейший - банка с крышкой полиэтиленовой, туда трубка и насос какой, для вакуумирования одежды/продуктов.
Костя , вообще , потрясающе ! Пора завод по производству модельных винтов открывать . А винты для ризиномоторок бОльших размеров из этого пластика SINTAFOAM можно изготавливать , как он по прочности ?
Вакуумник простейший - банка с крышкой полиэтиленовой, туда трубка и насос какой, для вакуумирования одежды/продуктов.
Вакуумная установка с колпаком есть, но скорость полимеризации пластика очень высокая - около 5 минут…А вообще пузыри нам не помеха, если они не на поверхности, или в силовых узлах.
Я сейчас вот таким пользуюсь.
Очень высокие механические свойства. А время жизни 25 минут. Удобно.
Вакуумник простейший - банка с крышкой полиэтиленовой, туда трубка и насос какой, для вакуумирования одежды/продуктов.
Вакуумная установка с колпаком есть, но скорость полимеризации пластика очень высокая - около 5 минут…А вообще пузыри нам не помеха, если они не на поверхности, или в силовых узлах.
А винты для ризиномоторок бОльших размеров из этого пластика SINTAFOAM можно изготавливать , как он по прочности ?
Валер, прочность отменная. Материал упругий, не колкий.

Я сейчас вот таким пользуюсь.
Евгений, спасибо…заеду к ним, посмотрю витринные образцы.
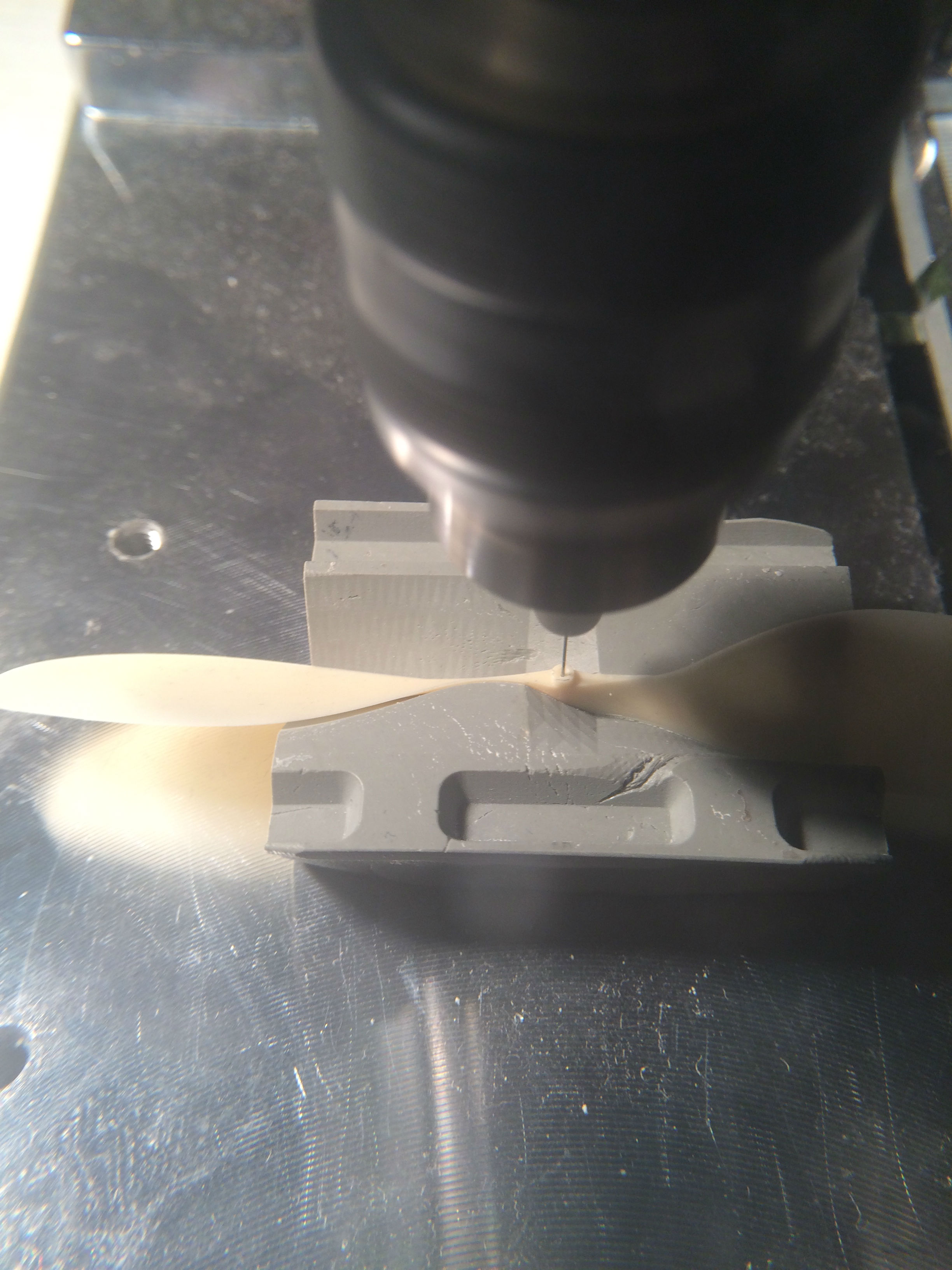
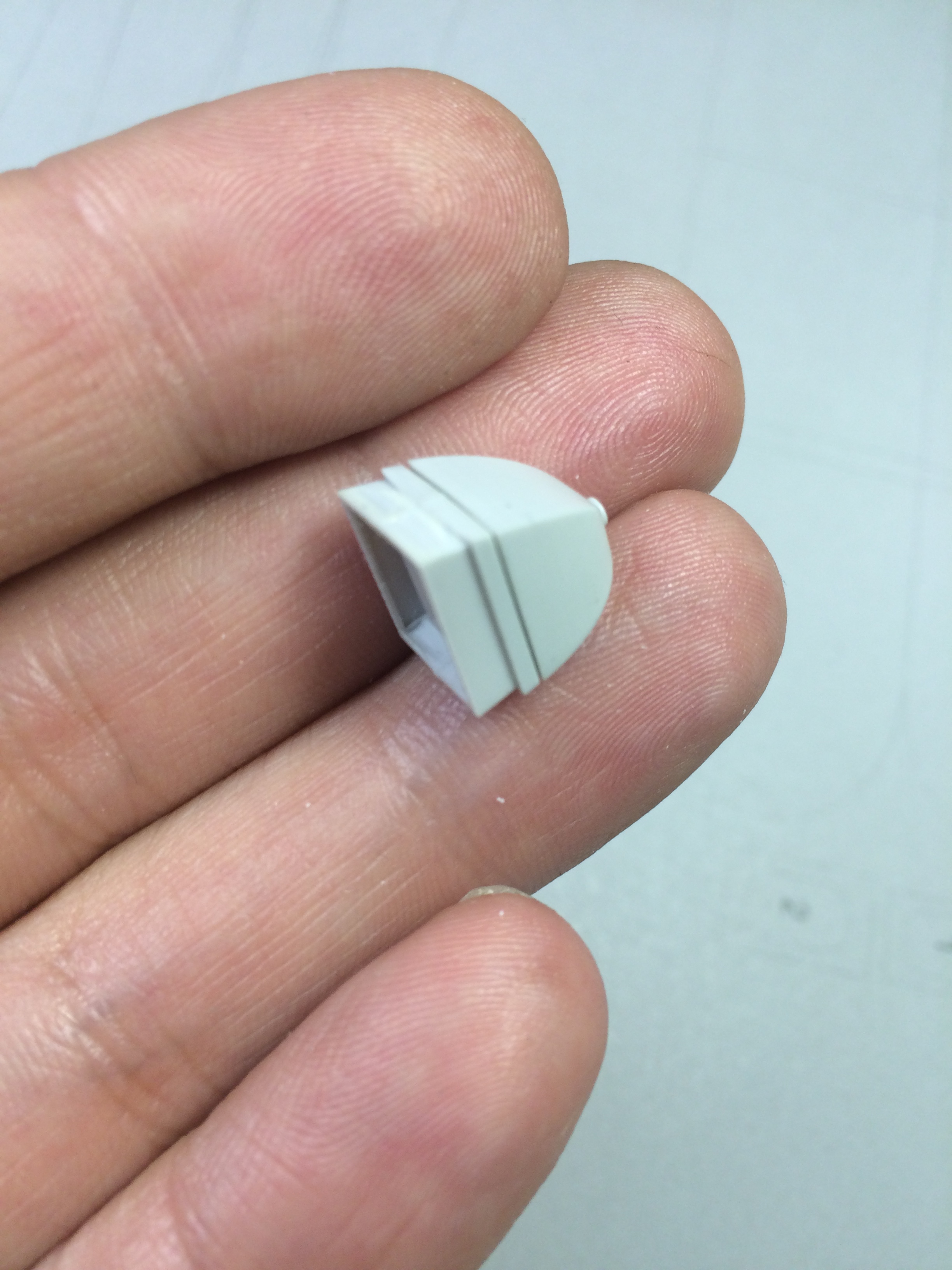
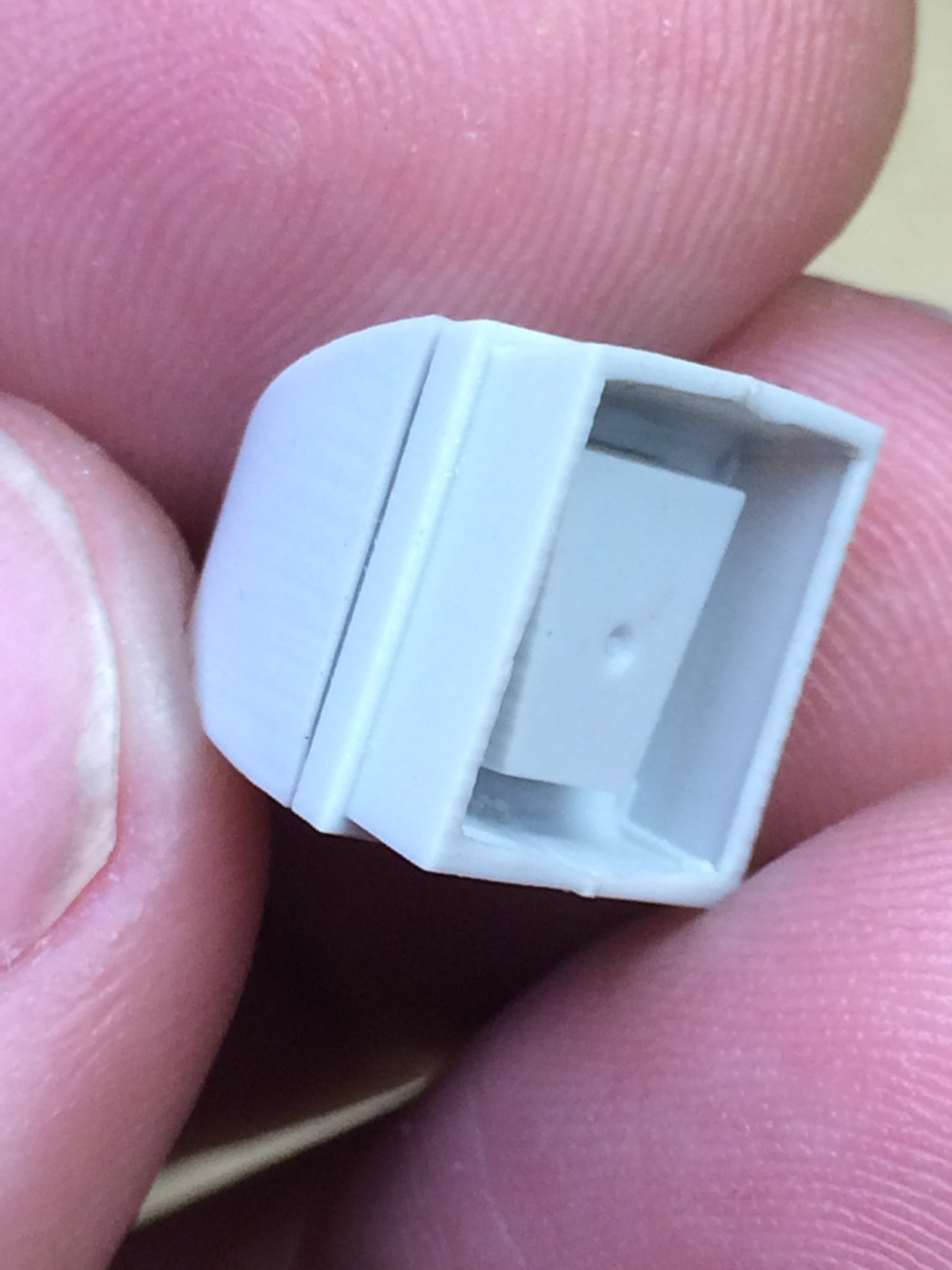
Некоторое время потратил на кондуктор для высверливания осевого отверстия втулки винта.

Отверстие получается идеально вертикальным.
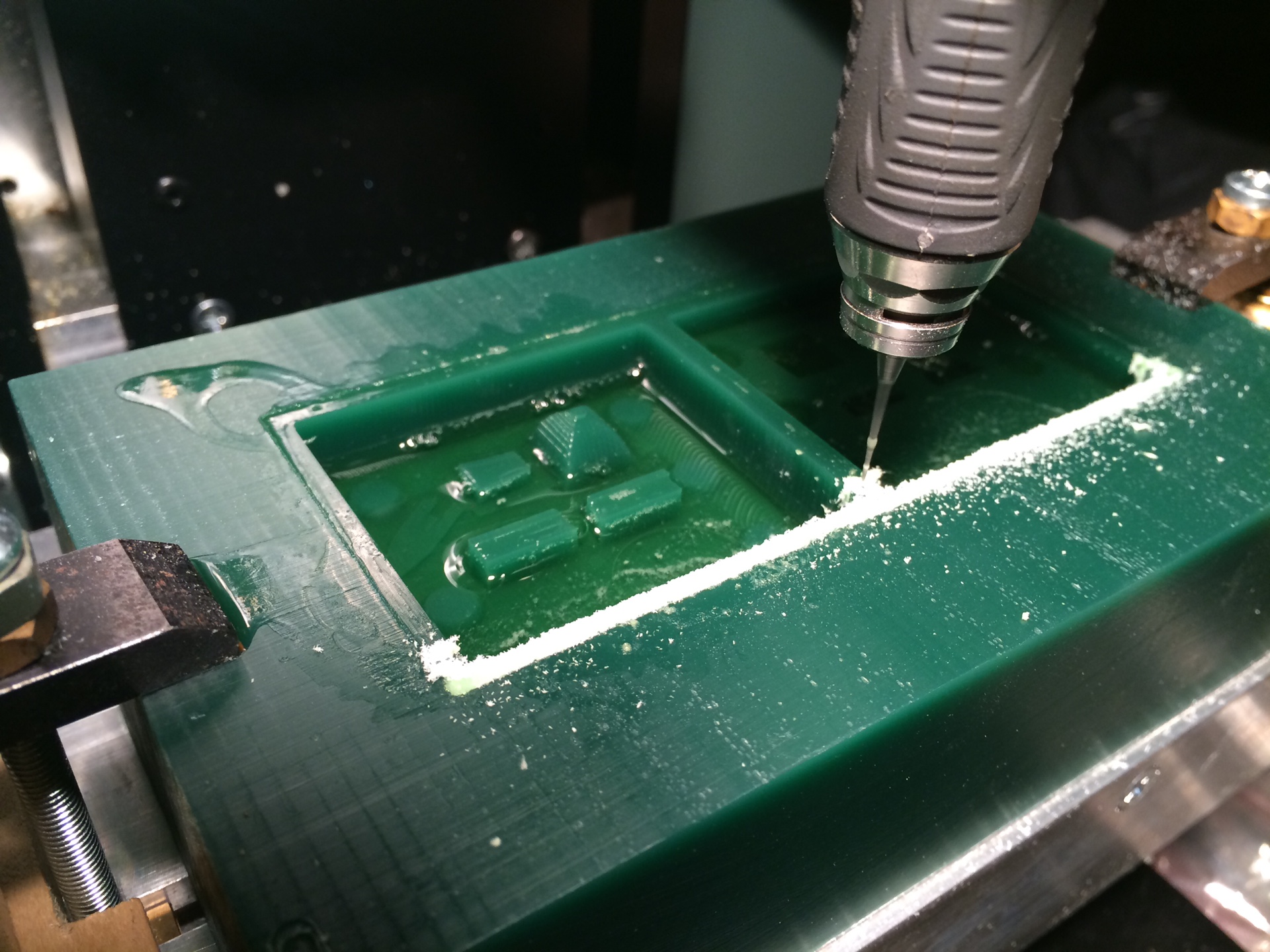
А теперь вплотную приступаем к работе над Алфавитом. Модель матрицы скомпонована и фрезеруется в спокойном режиме. Остаются считанные часы до завершения
Константин, на кондуктор пошла пробная матричка как я понимаю.
Вижу на поверхности пластика артефакты.
Это были в бруске материала неоднородности и трещины?
Евгений, кондуктор изготовлен из Эпоксилина методом отдавливания в литейную форму. Эпоксилин очень распространённый материал для сантехнических работ. По сути это сильно наполненная ( цемент, алибастр ? )30-и минутная эпоксидка, напоминающая по своим свойствам обычный пластилин. Жмотинка в массе поучилась от недостаточного прожима в форму. Обратная сторона кондуктора отфрезерована так, что все оси координат стоят друг к другу под 90 градусов. Результатом очень доволен.

Сразу положил на балансир…порядок.
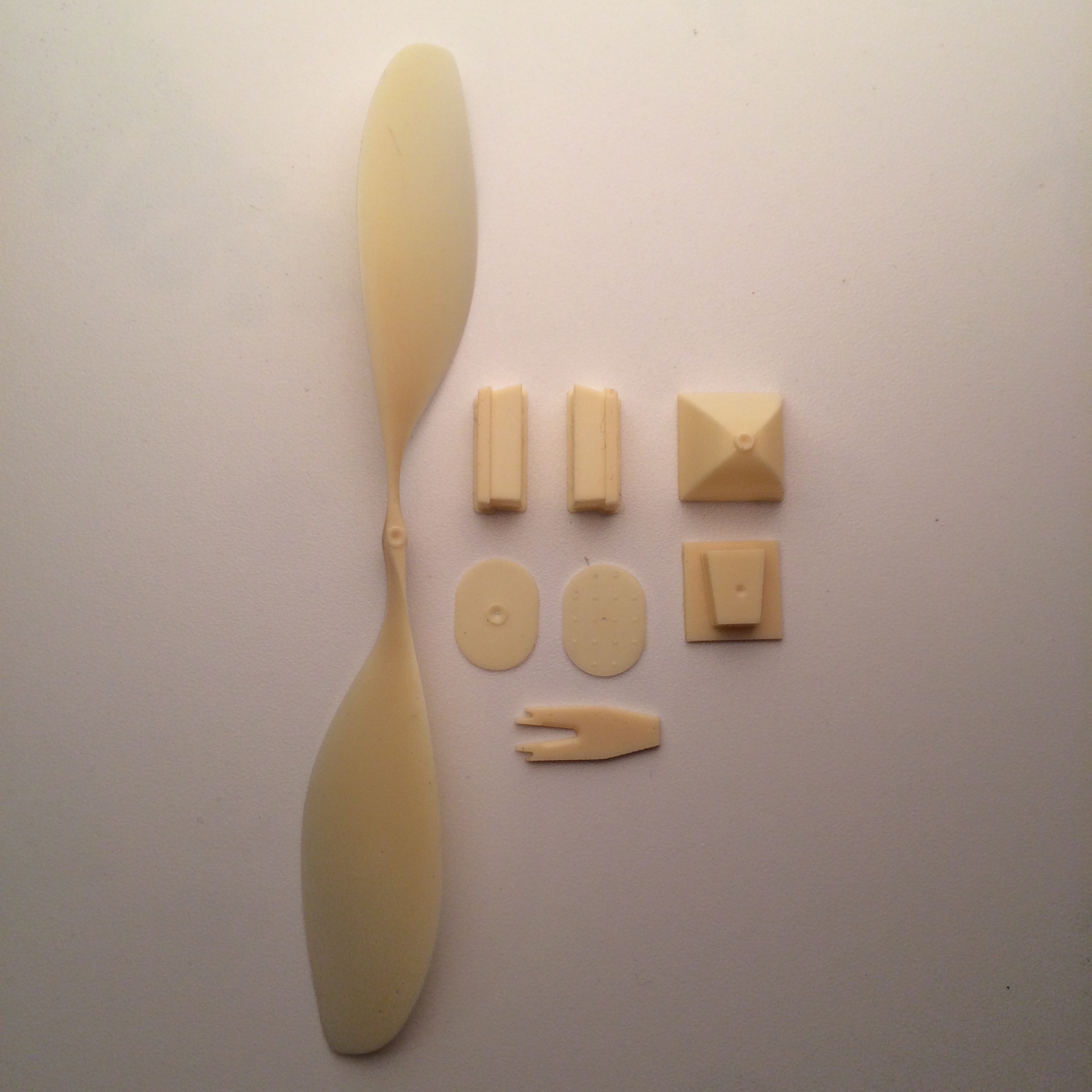
Пластиковые детали Альфабета в форме. Ощущение, что в руках набор деталей для стендового моделизма…

Ещё раз 😃

Вся ,пластмасса, проекта…
В области придумывания конструкций зацепных крючков резиномоторов, моделисты-свободники проявляют неудержимую фантазию. Вот примеры всевозможных разновидностей этой детали






Не правда ли, некоторые образцы просто великолепны!
Основные требования к крючку сводятся к следующим:
- Крючок должен быть сбалансирован.
- Обеспечивать хорошую фиксацию резиновой петли по оси вращения мотора.Не допускать вибраций мотора при раскручивании резины
- Не допускать соскоков резины с крючка, наволакивания петель в момент раскручивания мотора.
- Не допускать порыва резины в следствии контакта с острыми его частями.
Остальное- дело вашей фантазии, опыта и вкуса.
Для проекта Alphabet FM я остановлюсь на самом простом варианте круглого крюка с отогнутой губой в противоположную, относительно направления вращения, сторону. Это предотвращает соскальзывание петли с крючка, хотя и не на 100%.

Хорошая сталь 0.3 мм. Инструменты, принимающие участие в его изготовлении.

Особое внимание к Ювелирной флацанке…

Без её участия выполнение ровной петли было бы затруднительно
И наконец Её величество - фторопластовая шайба. Значени которой в работе винто-моторной группы переоценить трудно.

Поражаюсь людям, увлеченными данными моделями, умудряются еще и соосники в таком размере делать !
Некоторые изменения состава пластика дали желаемую эластичность материала в конечной детали. Снизилась хрупкость в тонком слое. Облой с деталей снимается идеально. Достаточно несколько раз отогнуть его на излом и он отходит идеально чисто.
Детальки лёгкие с отличной сходимостью в сборочных узлах.
Мотошпангоут с моторной бобышкой.
Сборка велась на ЦА с небольшой оправкой клеевых швов ребром скальпеля и наждачной бумагой. Время работы около 10 минут.
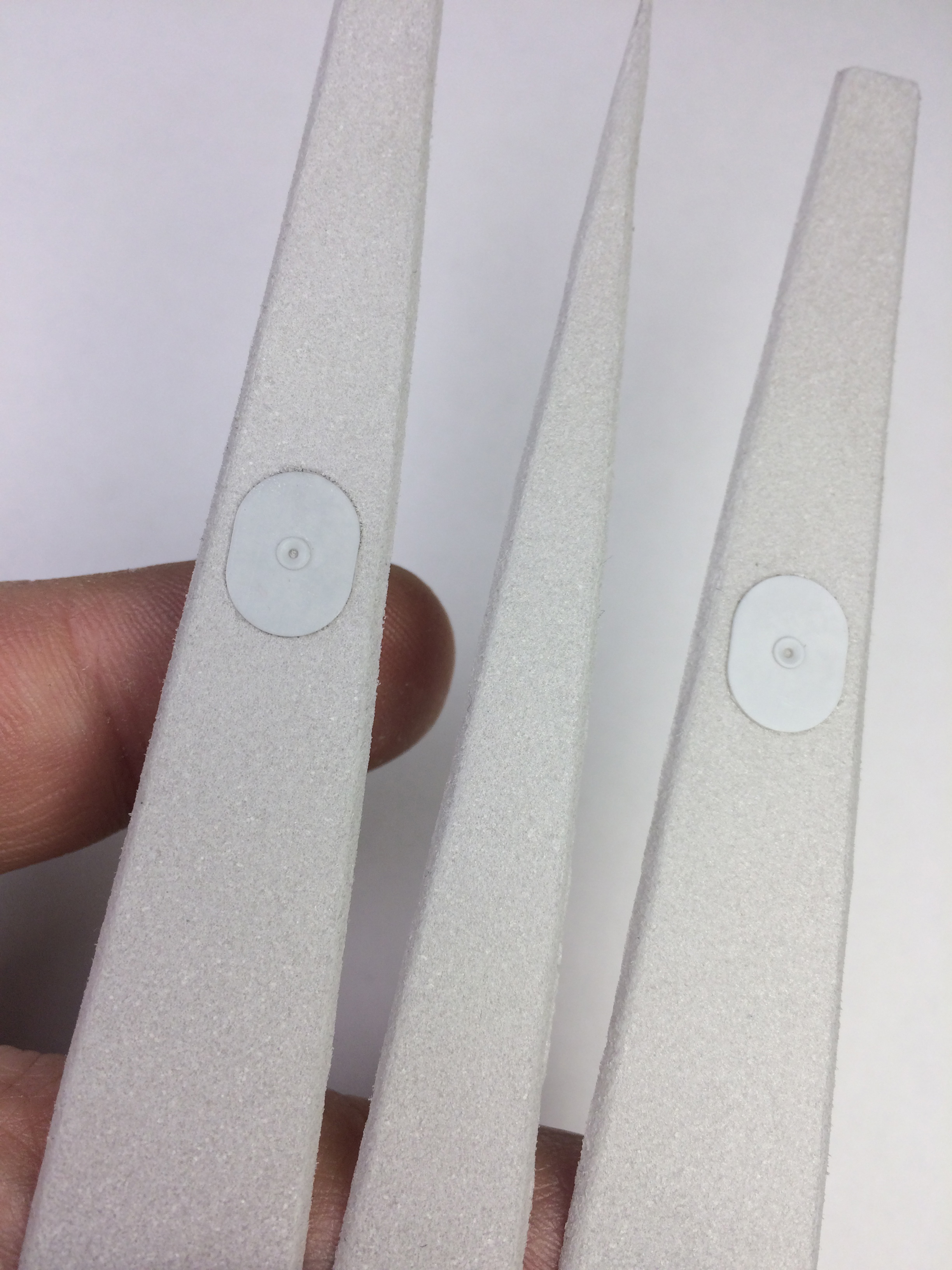
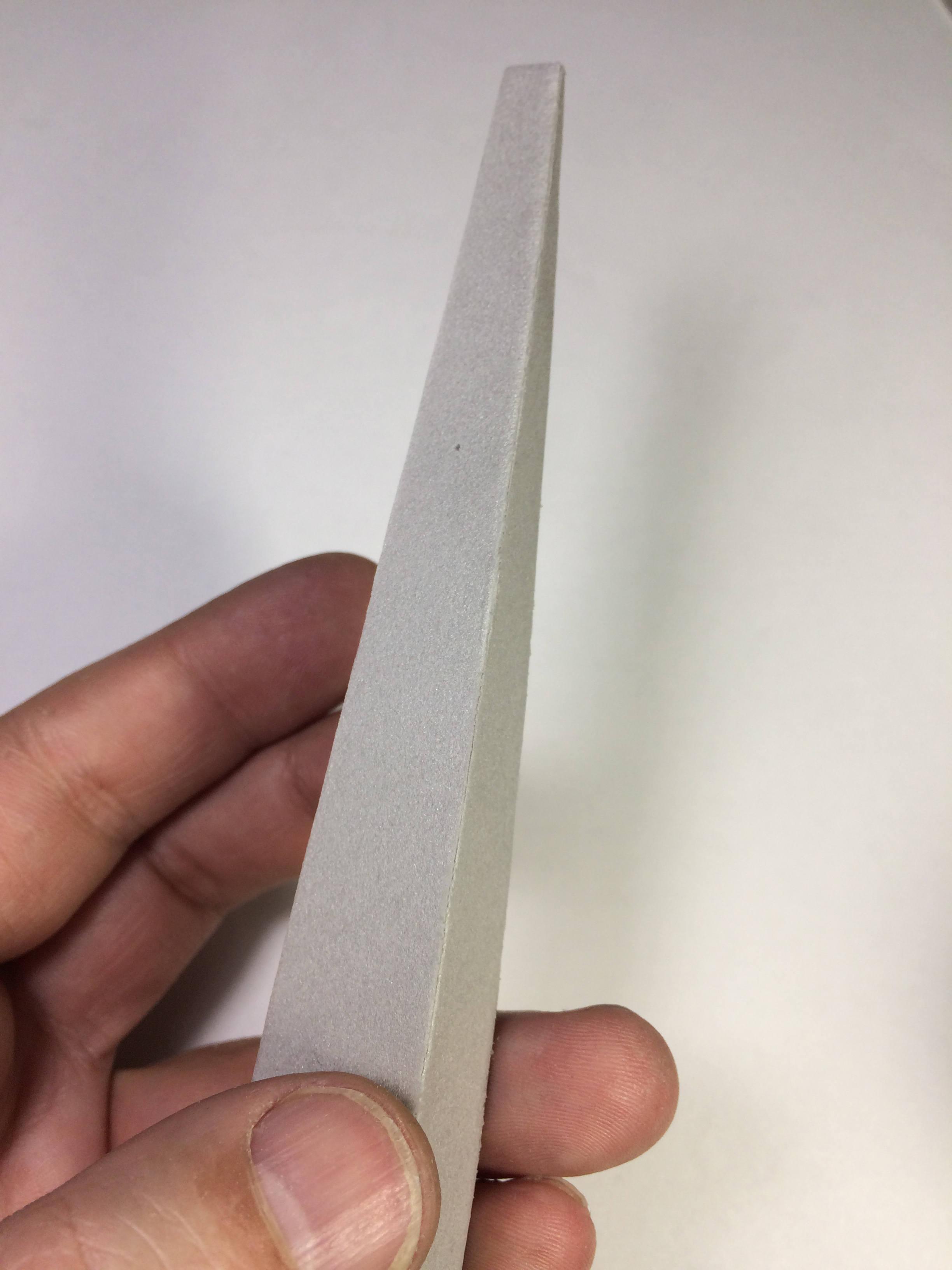
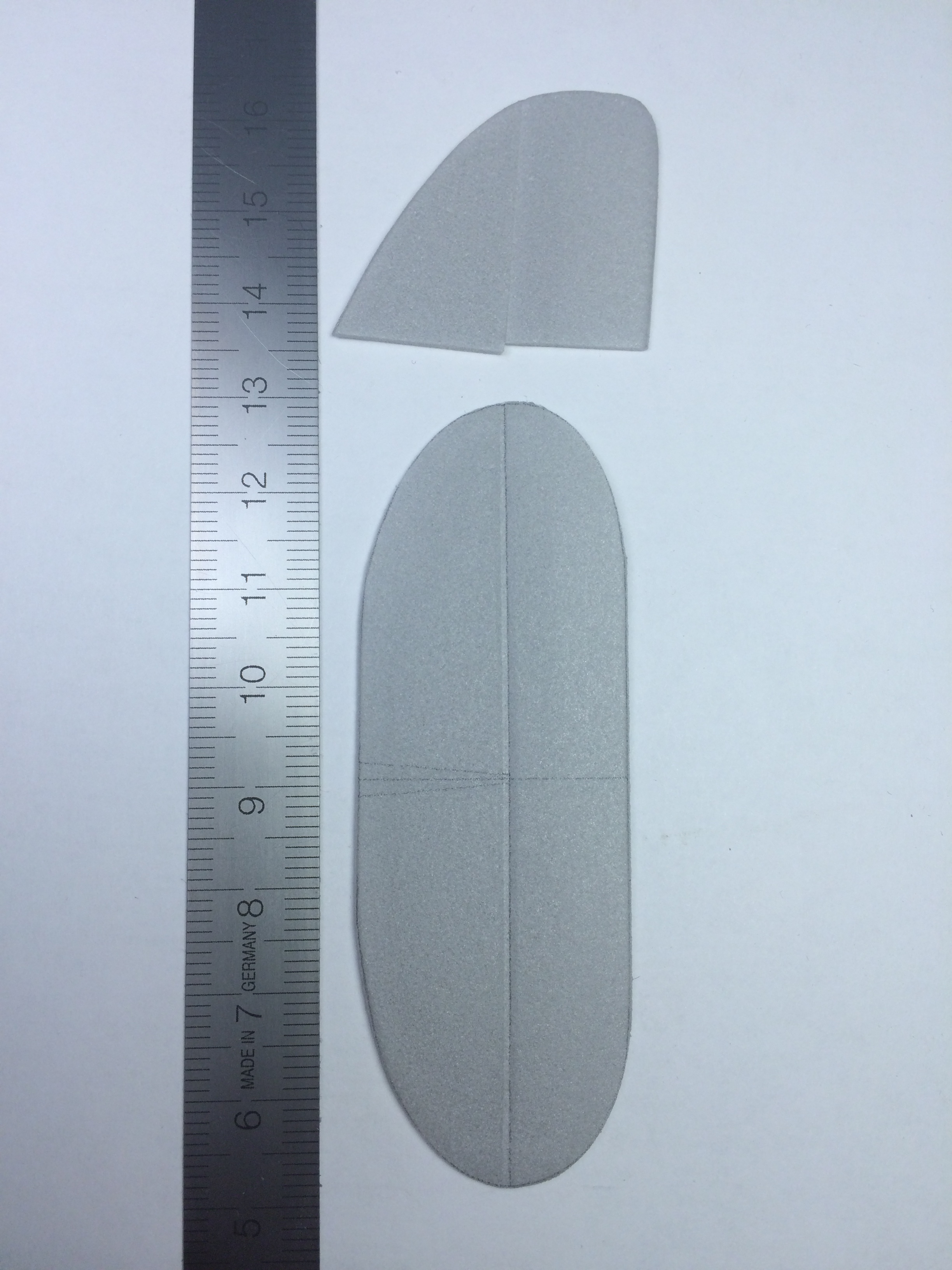
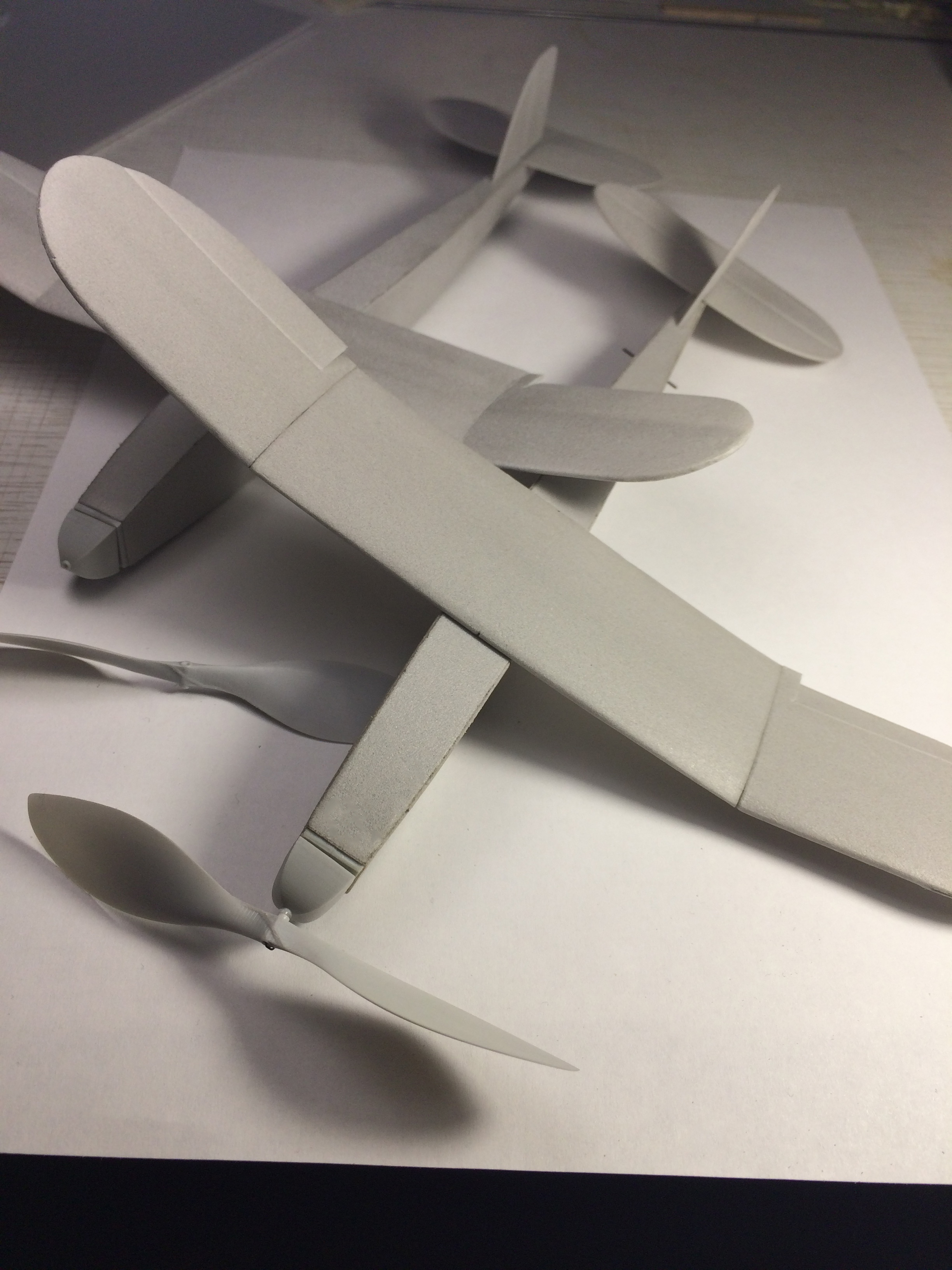
В качестве рабочего материала планера модели выбран мелкозернистый пенопласт. Он довольно однороден и лёгок. При толщине листа в 1 мм. обеспечивает хорошую прочность конструкции.

Материал прекрасно принимает на поверхность тонер струйного принтера. При этом печать осуществляется сначала на матовую плёнку, а затем переносится на сам материал.
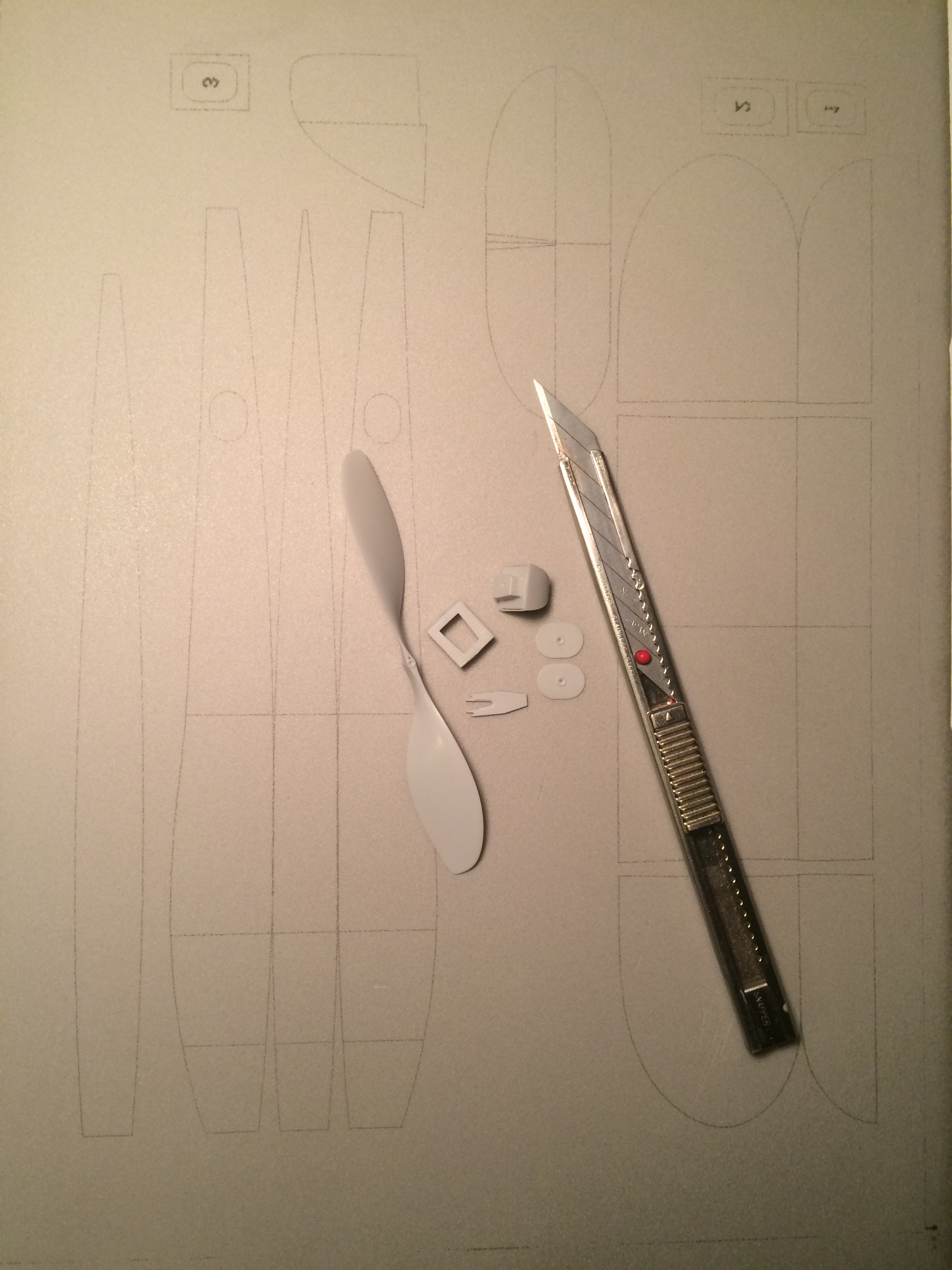
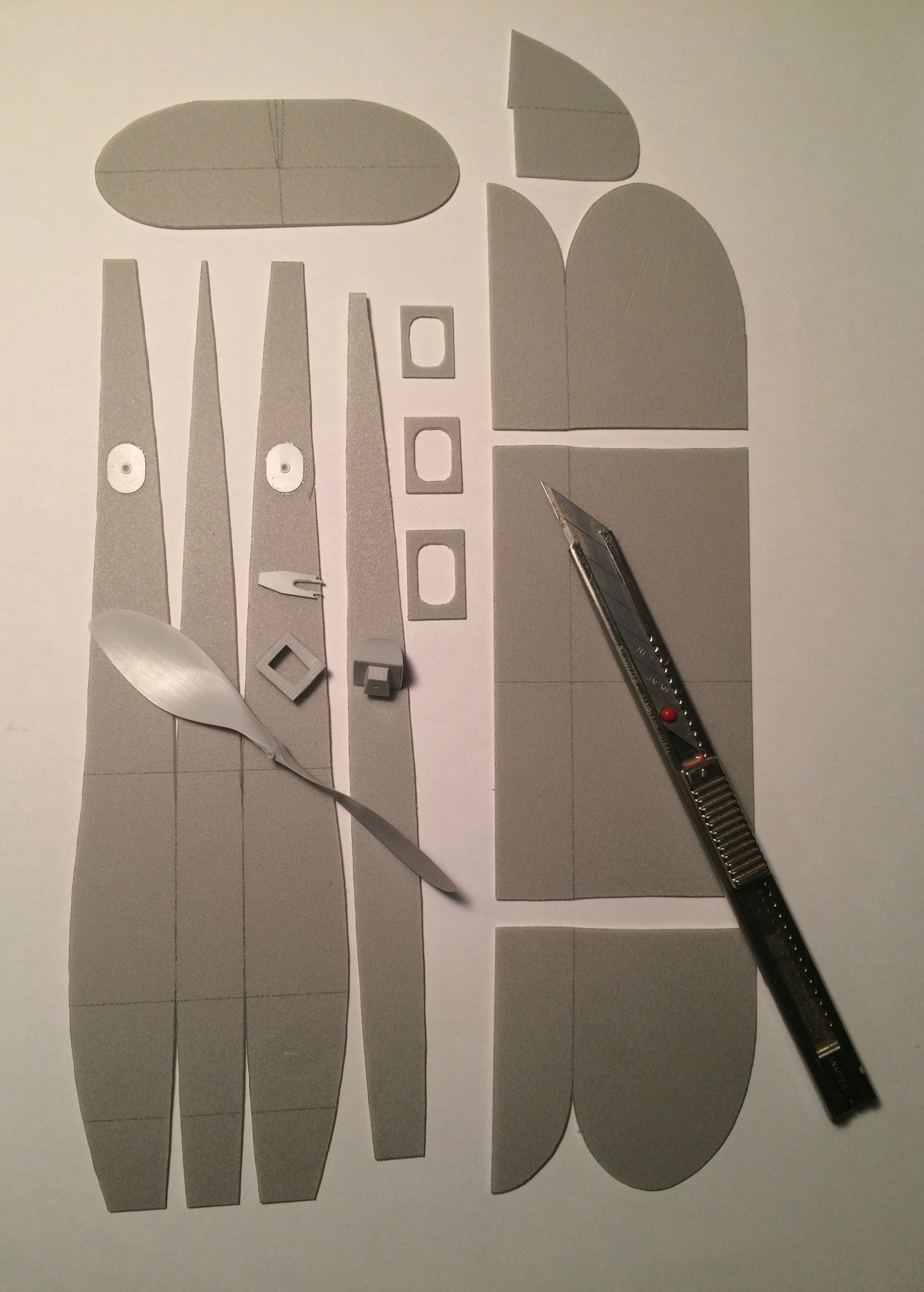
При вырезании деталей использовался вот такой прибор. Настоятельно рекомендую! Спасёт вам глаза и нервы.

Все детали вырезаны
Крыло.
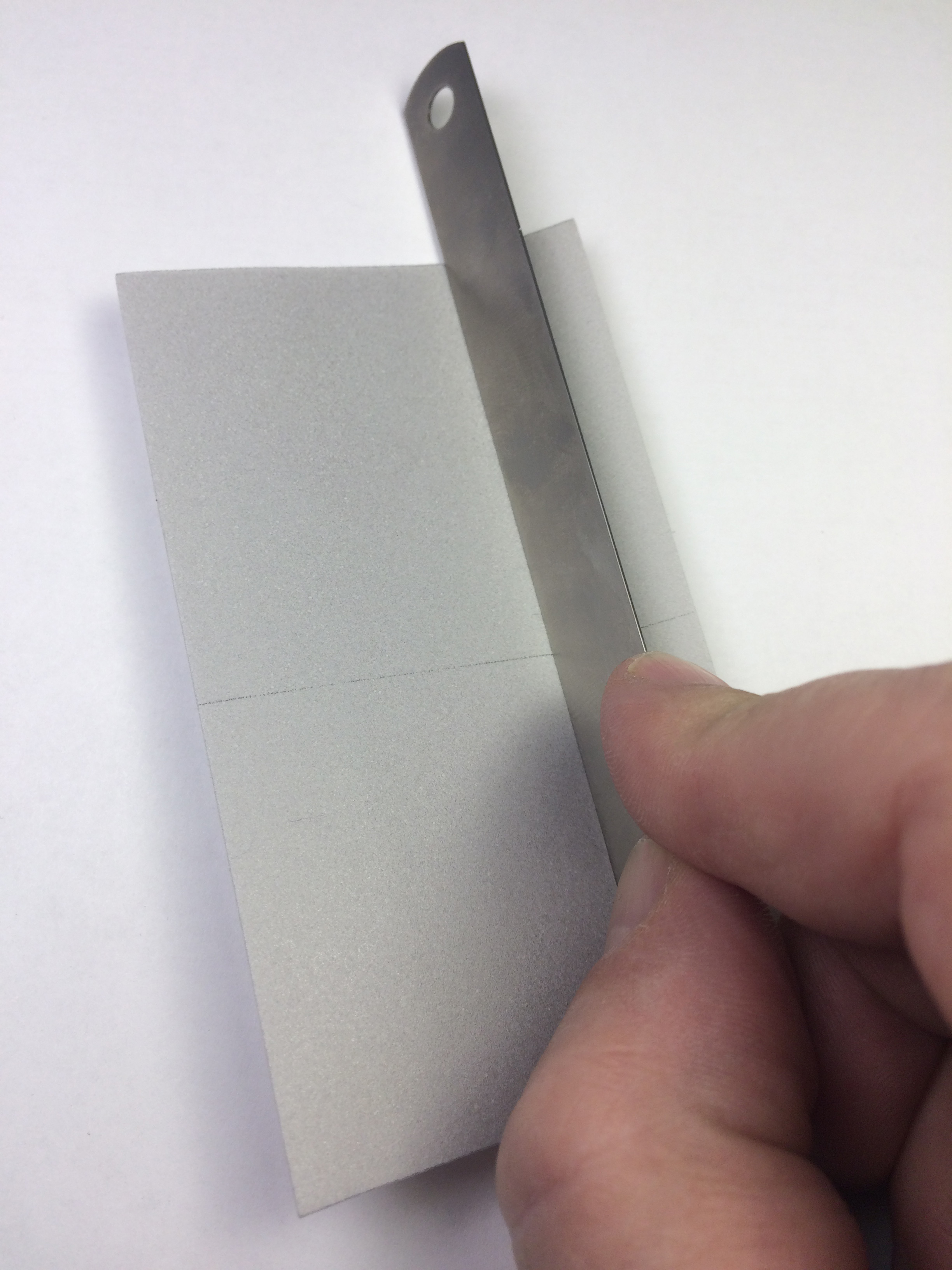
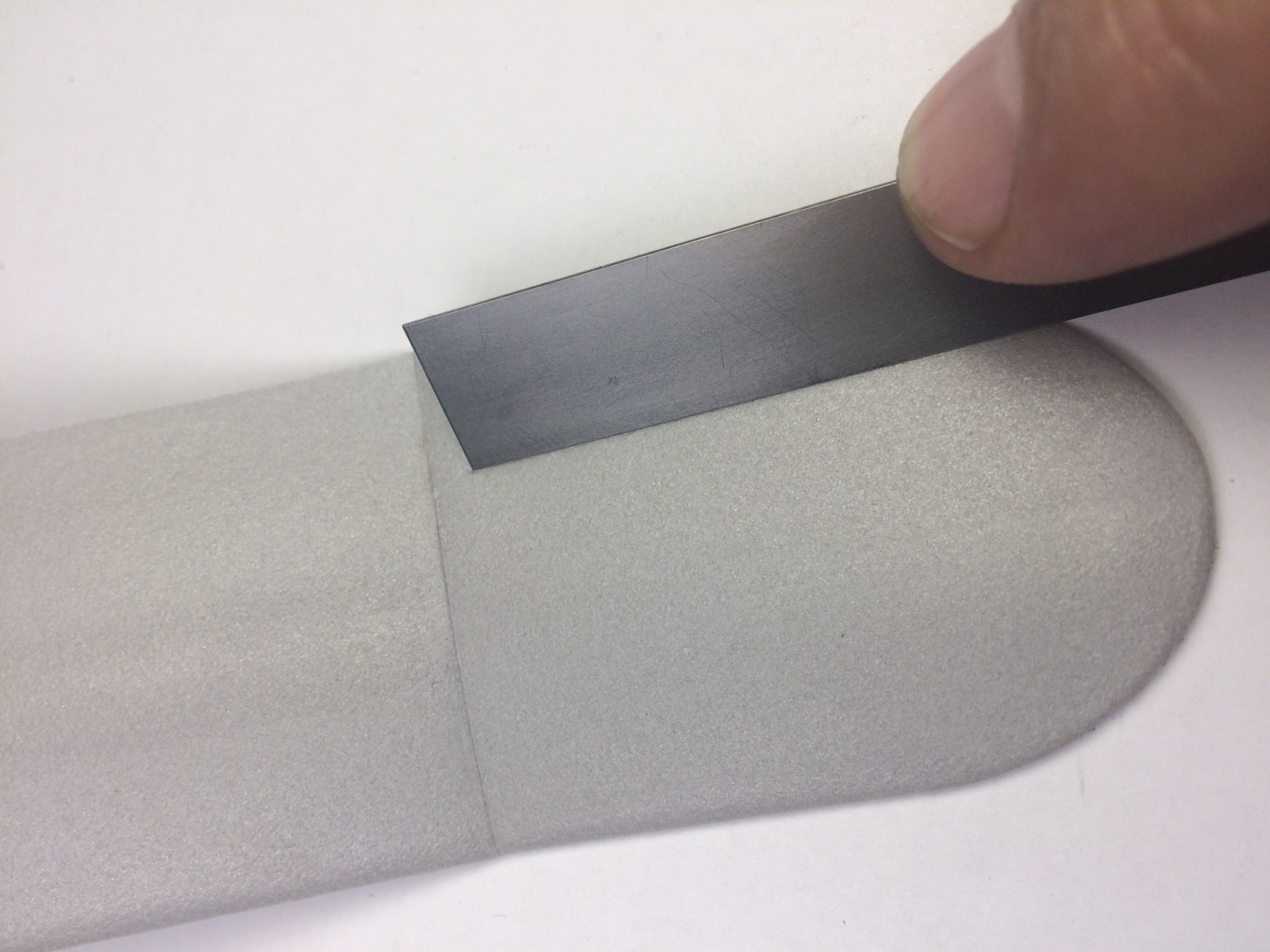
Сборка крыла начинается с центроплана. Заготовка кладётся на ровную поверхность и прикатывается цилиндрическим предметом со стороны задней кромки таким образом, что бы придать детали меньшую толщину в этой зоне. Таким образом задняя часть профиля будущего крыла плавно ( от середины к краю) утоньшается примерно до 0.3 мм. Эта простая операция повторяется и со стороны той части заготовки, которая в дальнейшем будет подгибаться вниз. Дальше будет понятно о чём идёт речь.

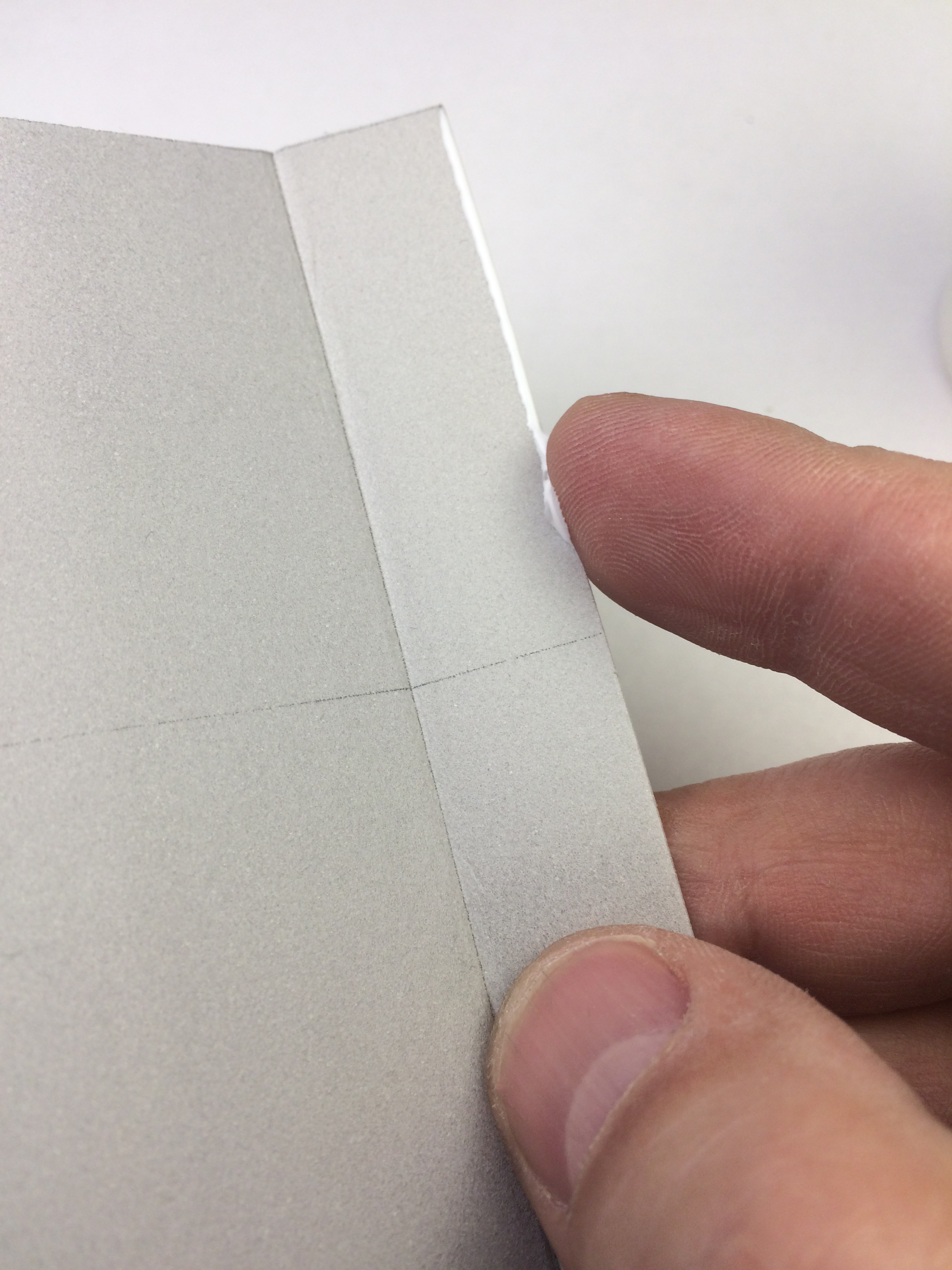
Следующим шагом наносится линия сгиба крыла по печатной линии. Делается это тонкой металлической линейкой сильным нажимом. После образования канавки, линейку нужно наклонить ребром в разные стороны по оси канавки. Таким образом канавка приобретёт треугольное сечение. Это облегчит сгибание материала.
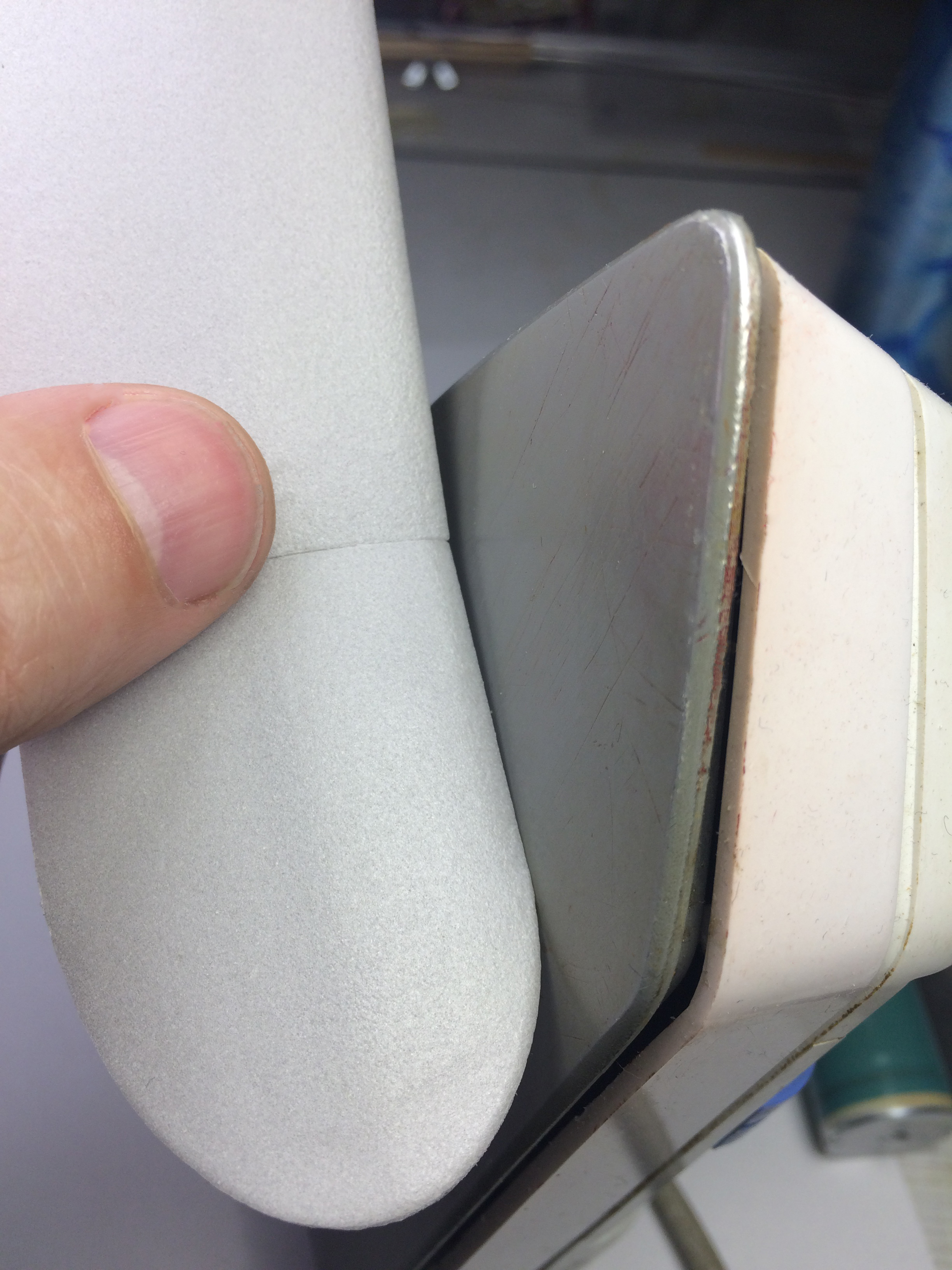
Теперь деталь промазывается небольшим количеством клея (ПВА)…
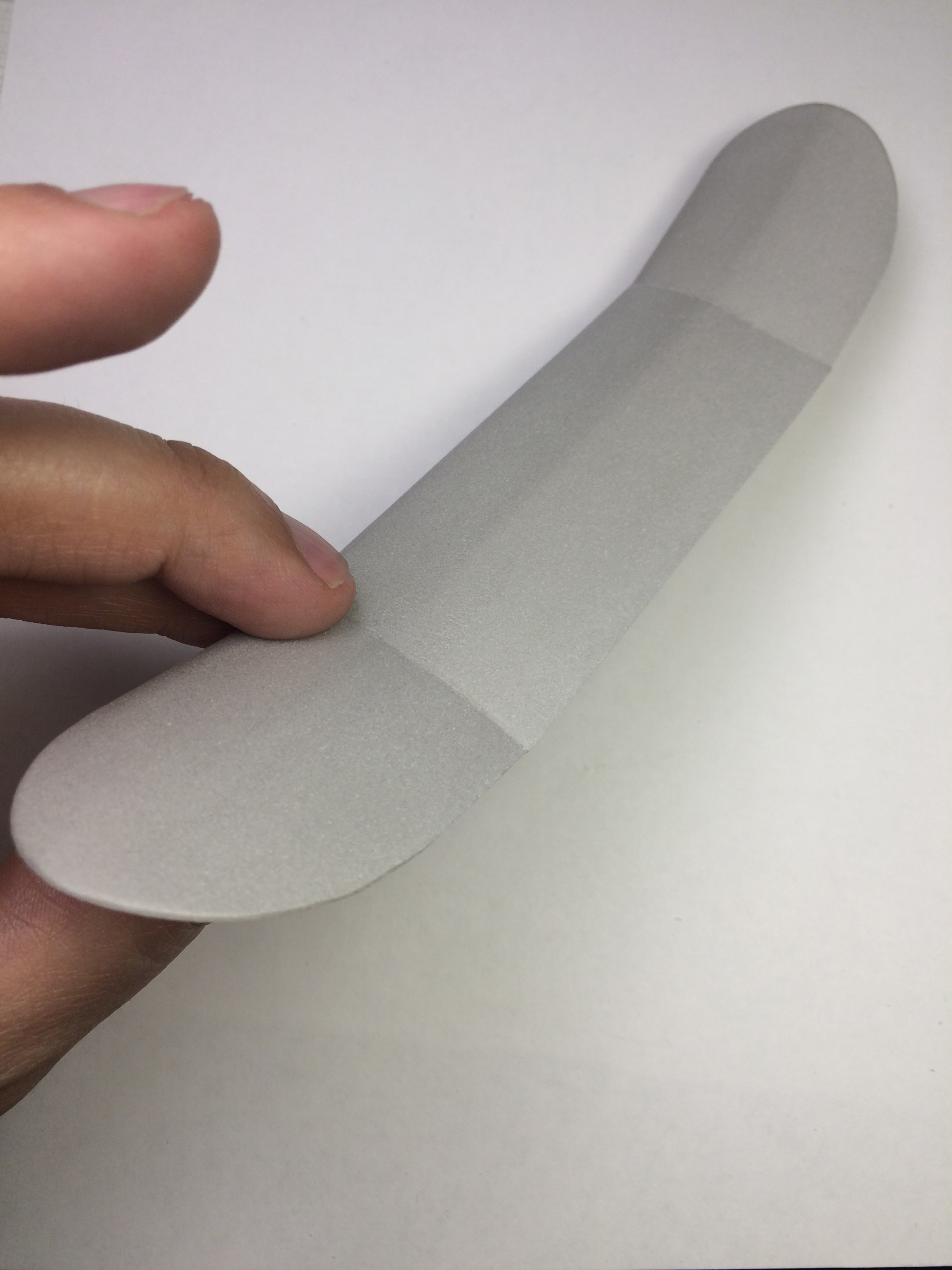
… и фиксируется на металлической, или стеклянной оправке для придания крылу небольшого изгиба. Эту операцию нужно проводить при помощи утюга, разогретого до небольшой температуры. Температура подбирается заранее таким образом, чтобы не покоробить материал, но хорошо его прогреть.



Все операции повторяются и для ушек крыла. Детали подгоняются друг к другу на сухарике и склеиваются между собой. Утюг в данной операции очень удобен, так как помогает клею схватиться практически моментально
На более высокой температуре очень удобно ,оконтурить, крыло. Температура подбирается такая, при которой пенопласт начинает слегка подплавляться. Края лишаются следов неточной резки и случайных надрывов. Кромки становятся жёсткими и упругими. Легко добиться красивых скруглений формы.
Последняя операция. При помощи линейки на ушках наносятся канавки отклоняемых поверхностей элеронов, частично рассекаются скальпелем и проверяются на изгиб…
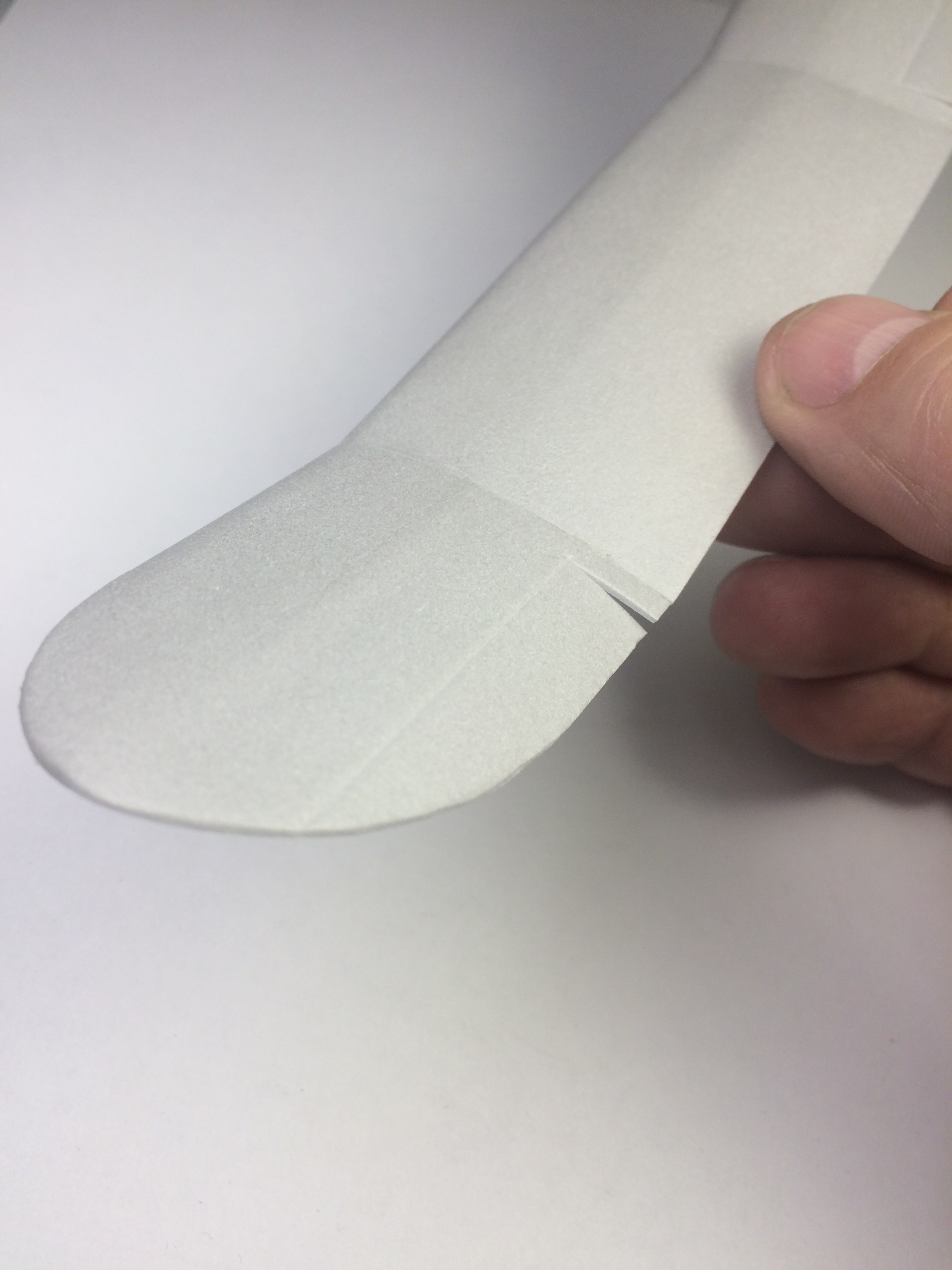
Крылышко получилось аккуратным, довольно прочным и упругим. Смотрю на часы. Время сборки крыла 43 минуты.
Волшебник!
В стародавние времена в продаже в отечественных магазинах имелся такой интересный вид наждака. Тонкая жесть засыпанная алмазной крошкой, сносу которой нет на протяжении десятилетий.
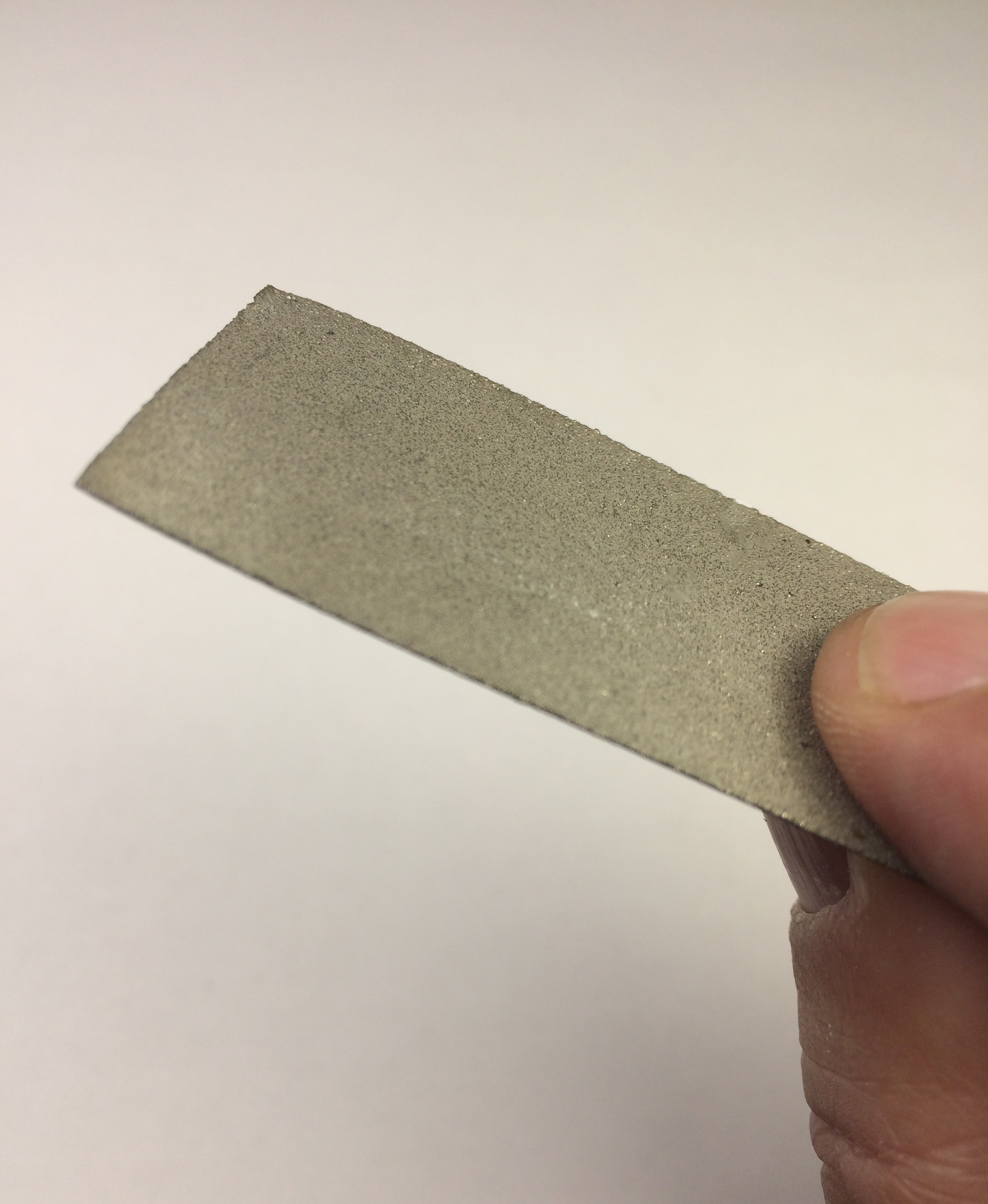
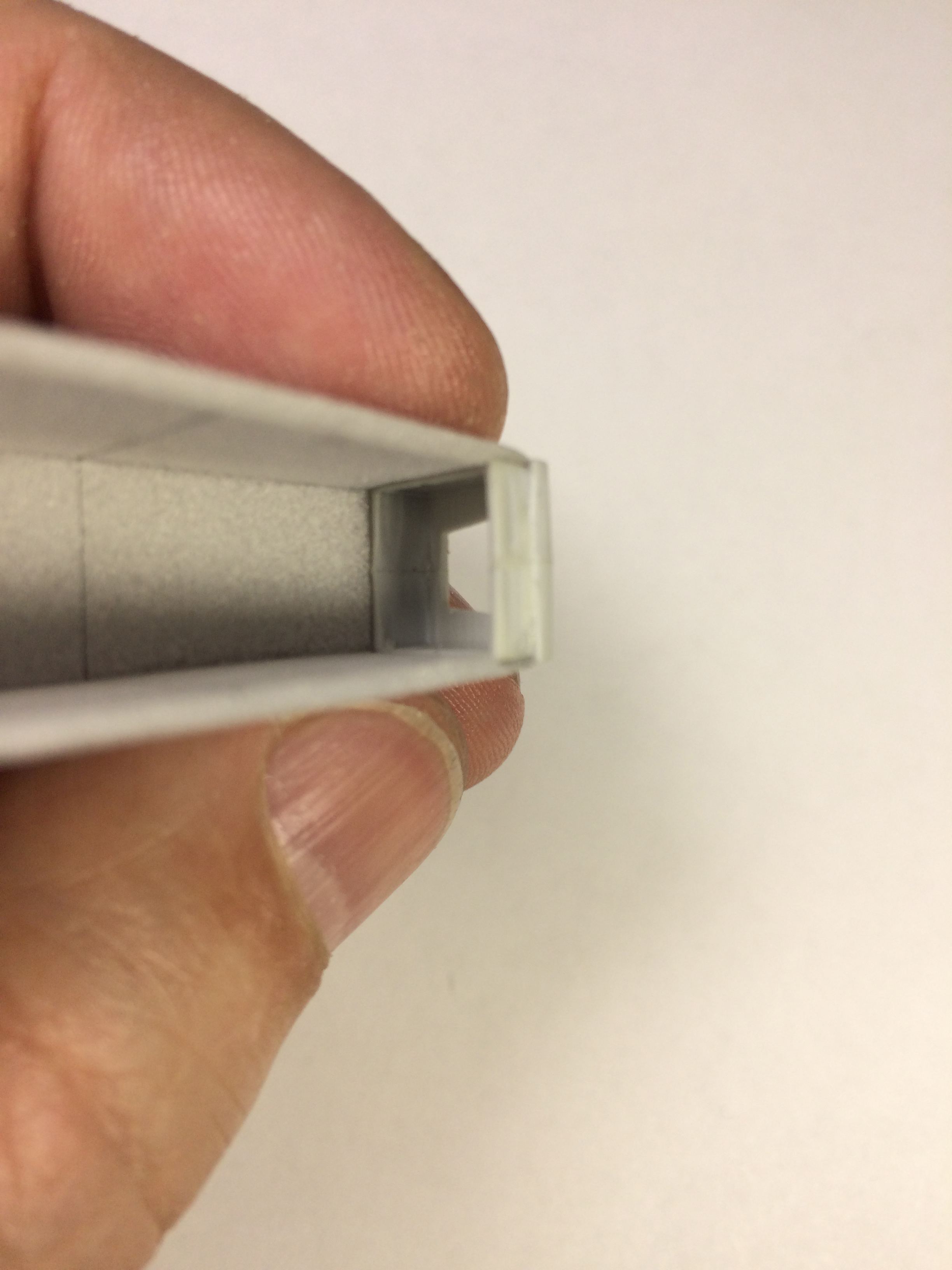
Контур выкройки фюзеляжа нужно обработать под 45 гр. Для сходимости стыковочного шва. Наждак, о котором говорилось выше в данной ситуации весьма хорош!
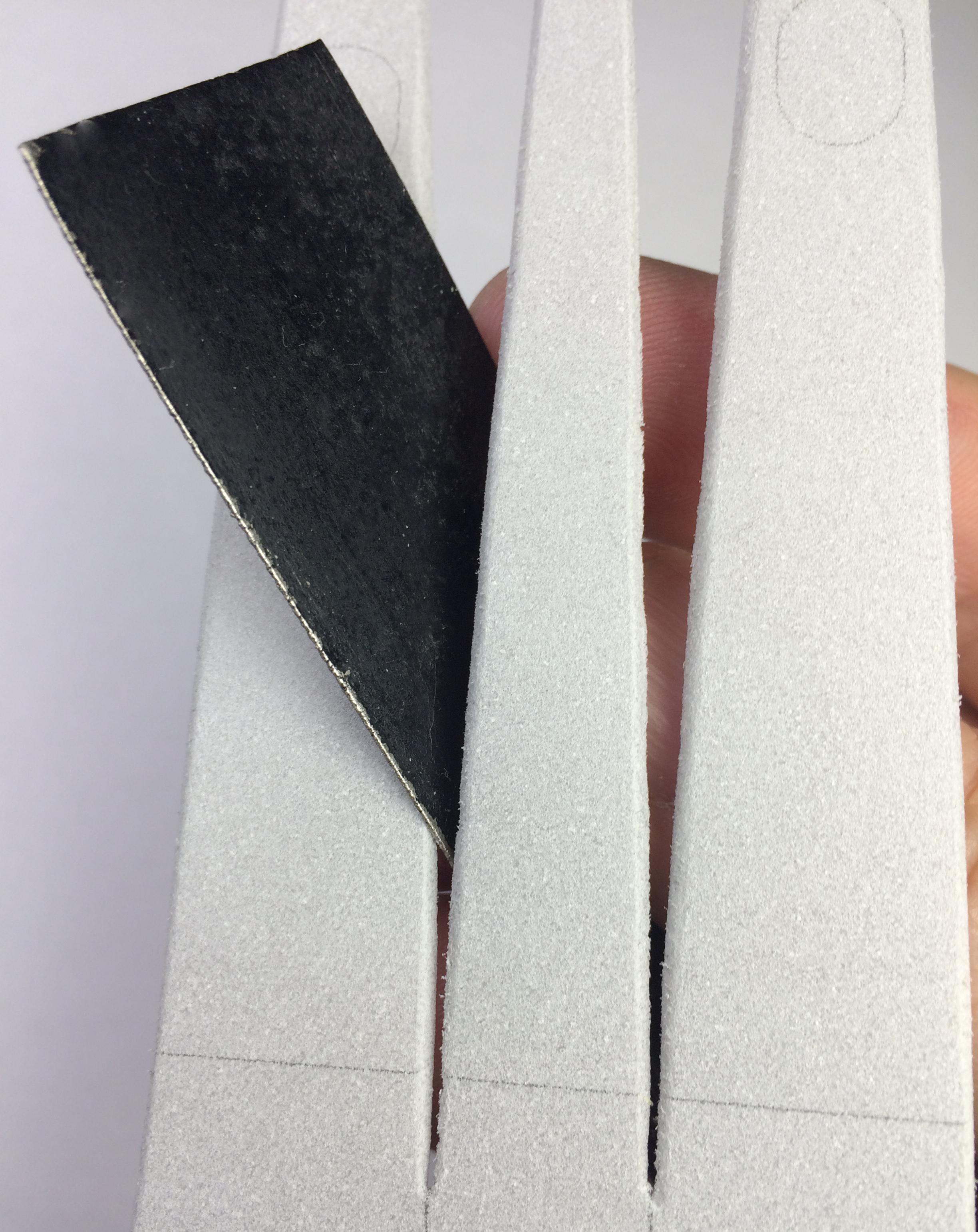
Перед сборкой коробки фюзеляжа, указанном месте двухкомпонентной смолой вклеиваются пяточки оси заднего зацепа резины. Эти пяточки имеют зернистую поверхность для лучшего сцепления с пенопластом. Количество используемой смолы в данном случае должно быть минимальным. Не нужно забывать, что деталь находится в хвостовой части модели, где даже микроскопический вес может значительно изменить центровку модели.
Склеивание ведётся ПВА по методике ,применённой при сборке крыла. Склеиваемый шов промазывается небольшими участками по 4-6 см. , фиксируется пальцами и прогревается утюгом сначала точечно с большими интервалами, затем по всей длине шва. Склейка получается весьма аккуратной и быстрой. При некоторой тренировке можно добиться качества, при котором шов практически невидим.
Следующим шагом производится вклейка мото-шпангоута (эпоксидная смола 5 мин.)

Конструкция получается довольно прочная и в серьёзной внутренней структуре необходимости нет. Ставлю 3 шпангоута.
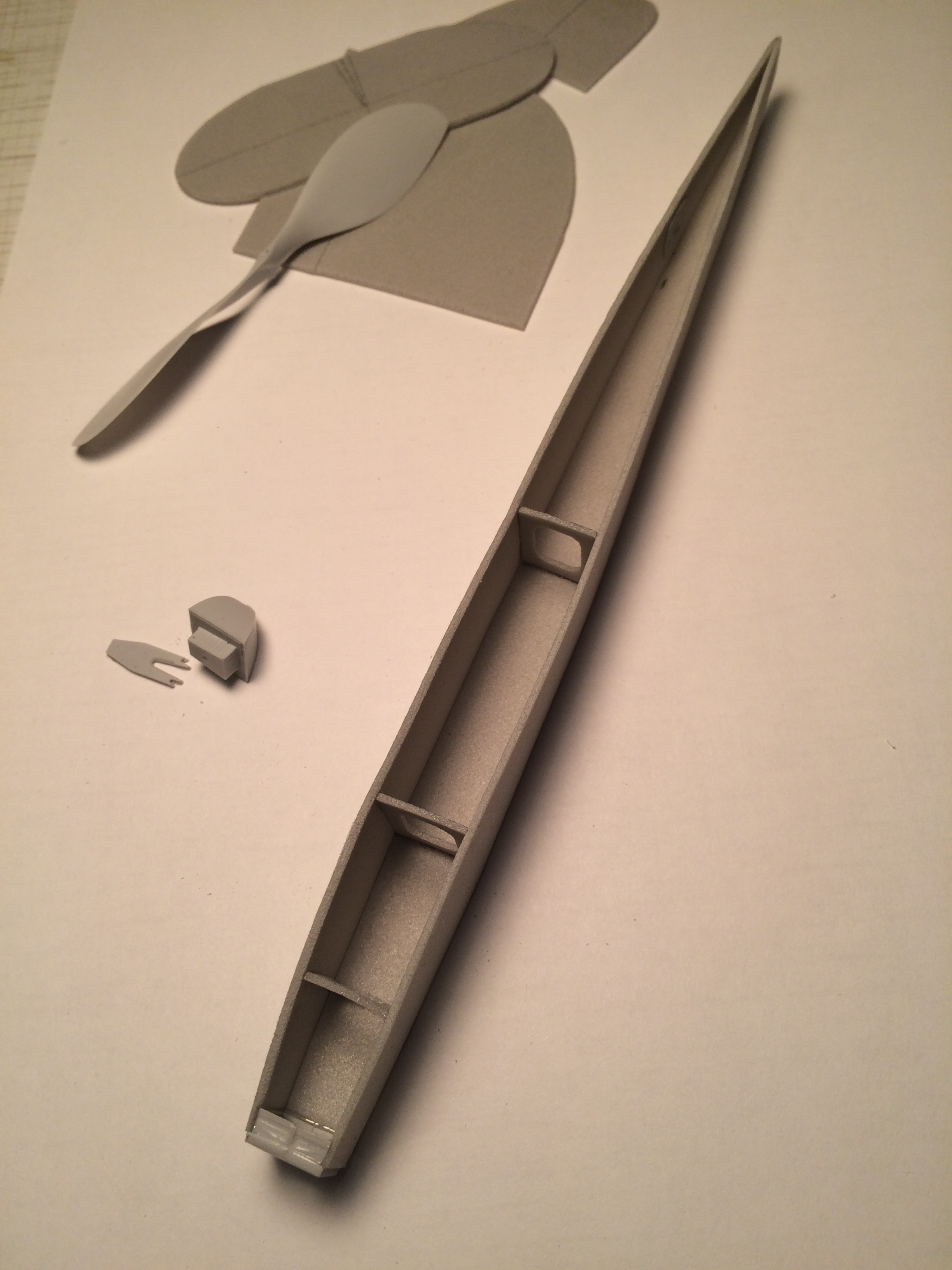
Хвостовое оперение делается очень быстро при помощи накатки цилиндрической поверхности небольшого профиля. Все контуры обрабатываются теплом, что придаёт деталям дополнительную прочность и эстетичный вид.

Полностью зашитый фюзеляж с установленным оперением и угольной осью зацепа резиномотора.
Время работы по сборке фюзеляжа и хвостового оперения примерно 60 минут!
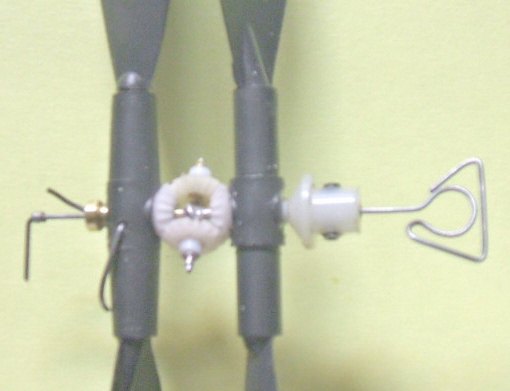
Собираем винто-моторную группу. Винт очищается от облоя одним движением.

Осевое отверстие 0.3 мм. сверлится при помощи ранее-изготовленного кондуктора. Хорошо, когда уже всё есть 😃 Для правильной работы винто-моторной группы, винт необходимо сбалансировать. Балансир я использую самодельный, собранный из двух лезвий. Магнитный был бы более точным, но к сожалению он работает при условии достаточной массы стальной оси, а при диаметре 0.3 мм. масса оси не достаточна, что бы удерживать винт в подвешенном состоянии.
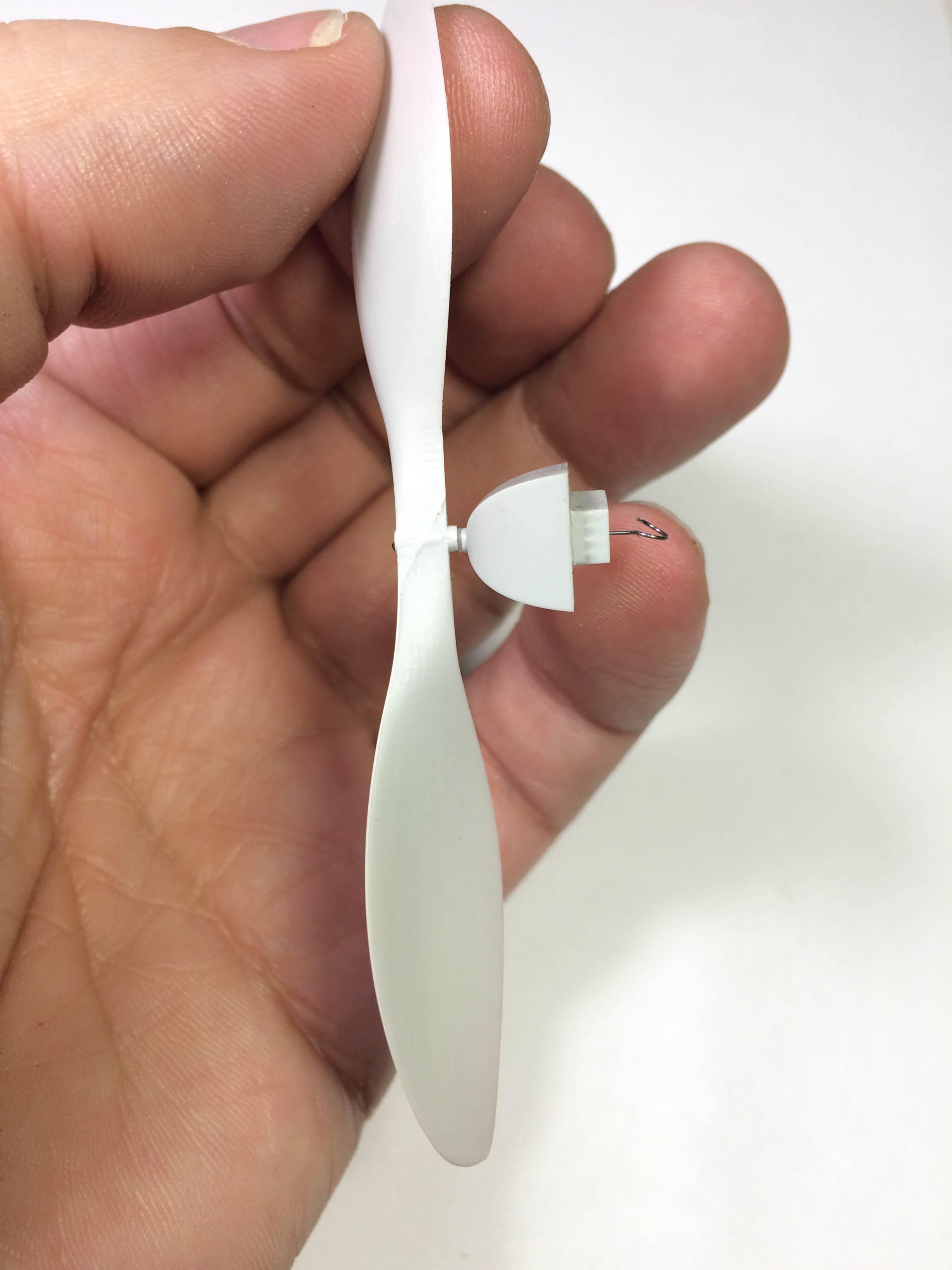
Узел в сборе.
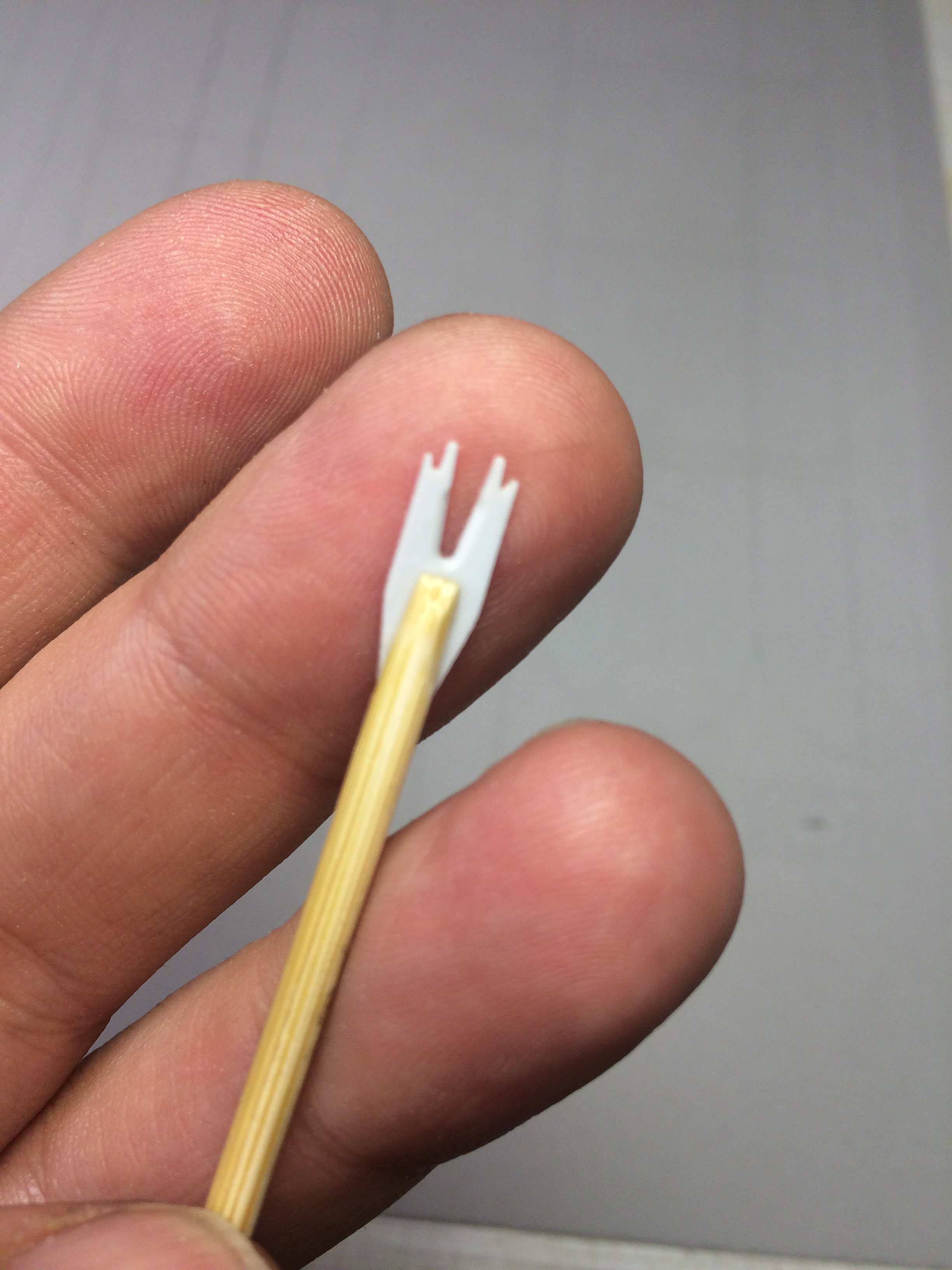
Время выхода на арену монтажного инструмента c таинственным именем , Y-Plug in "
Резина в проекте будет Фаишная в одну нить сечением 1.5Х1мм. длиной 1.7 моторной базы с петлёй такого типа:

Петли могут быть любыми на ваш вкус, но все они должны отвечать следующим требованиям:
- Прочность узла, способная выдержать значительное растяжение нити мотора.
- Миниатюрность, способствующая снижению риска развития вредных вибраций.
- Продольная симметричность очень желательна.
При завязывании узла нужно стараться не трогать растянутую резину ногтями и острыми предметами. Подобный контакт обязательно приведёт к скорому разрыву мотора.
О смазывании мотора поговорим непосредственно перед полётами. Но закупит в аптеке глицерин и касторовое масло можно уже завтра утром 😁

К ,Y-P, вопросов пока не возникло. Всё работает!
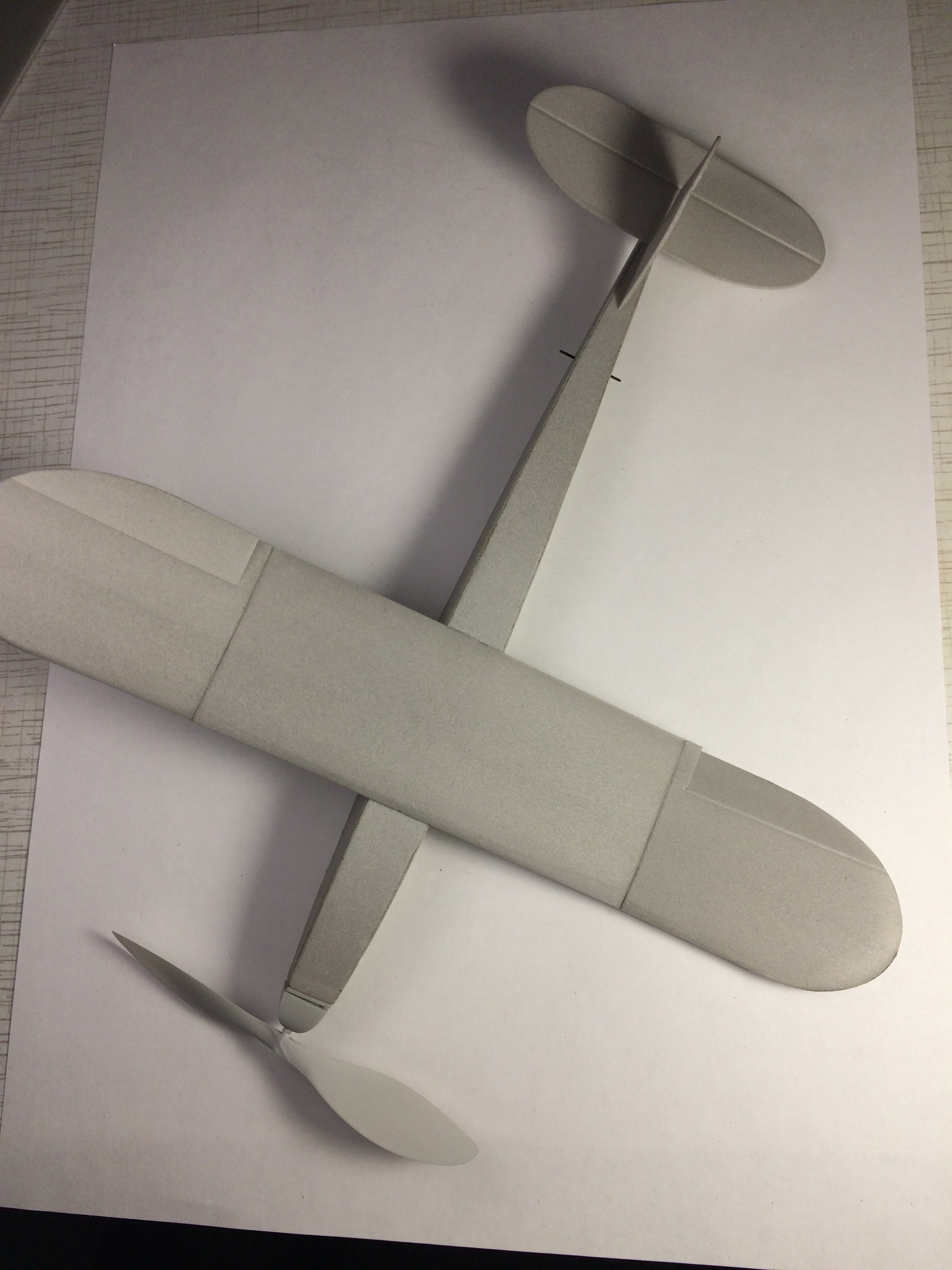
И наконец вся модель в сборе. ❗
В качестве рабочего материала планера модели выбран мелкозернистый пенопласт. Он довольно однороден и лёгок. При толщине листа в 1 мм. обеспечивает хорошую прочность конструкции
Какое у него название?
Я у нас видел похожий, но толщина только 3 мм.
Какая у него получается плотность?
Сергей, это обычный строительный экструдированный пенопласт ,Техноплекс,. Его плостность 26кг\ на м3. толщина 50 мм. Режется на пластины по 1мм. на ЧПУ. Ручная резка струной даёт тоже неплохой результат но при гораздо более низком качестве поверхности.
Модель собрана и полностью готова к полёту. Полётный вес с учётом резиномотора 2.6 грамма.

Провёл ещё одну контрольную сборку на повторяемость. Всё отлично! Время сборки модели 100 минут.
В ближайшие выходные хотел бы провести полётные испытания в закрытом помещении.❗ Обращаюсь к Авиамодельному сообществу Москвы и близлежащих районов! Для проведения испытаний разыскивается хорошо освещённое закрытое помещение - Спортивная площадка, зал, холл, ангар на 1 час. Радушному хозяину оставлю в подарок одну из готовых моделей, либо набор заготовок для самостоятельной сборки ALPHABET по его желанию. ❗ Пожалуйста пишите в раздел личных сообщений.
Костя , как облетаешь , сразу копию давай под эти параметры . Винты классные !Удачи в испытаниях !