полукопия Boeing-777-200LR масштаб 1:22

Эээээ, Иосиф а можно фоточку (желательно крупным планом и до покраски) глянуть стыковочного шва изделия, выполненного Вами по такой технологии? 😦
Можно, конечно. С той лишь разницей, что крылья у нас красятся в матрицах. Но окраска (покрытие) на шарниры не влияет. Как правило элероны “навешиваются” на верхней панели, а закрылки на нижней. Некоторые ребята применяют вариант технологии описанный Виталием, но “шкрябать” местами приходиться.
Можно, конечно
ну если честно меня вот эта фраза немного смутила
изъять готовую корку
😃😃😃
Руль направления тем временем вылупился…

Следующий на очереди киль
ну если честно меня вот эта фраза немного смутила
Мы практикуем многократное перекладывание корок в матрицы и обратно для технологических промежуточных операций, поэтому написал. Если процарапывание “канавки” задумано в матрице по шаблонам, то для точного обозначения крайних точек можно корку изъять, проколоть по лицевой разметке пределы, затем вернуть в матрицу и обрабатывать.
А как боретесь с подтеканием смолы и каши с кромок? Покрываете формы и корки дополнительно после изъятия разделителем?
многократное перекладывание корок в матрицы и обратно
я все время это считал конкретным косяком
боретесь с подтеканием смолы и каши с кромок
“приклеивал” деталь в матрицу PVA по краям, когда нечаянно отходили края.
я все время это считал конкретным косяком
Если не обработанную, то да, могут вылезти “косяки”. Мы после раскрытия формы, обрабатываем пригонные поверхности (способов много, на метал. матрицах - механически, на формованных - вручную), затем по необходимости, в зависимости от технологических переходов. Проблем не было после отработки технологии. Для планеров с большим удлинением, важно качество склейки и начинки панелей крыла, как-никак при старте до 30G перегрузки, опытные рилоты “выстреливают” в +120…180 метров. Поэтому, при формовании места будущих склеек выполняются с наличием компонентов способствующих получению равнопрочных клеевых швов при повторных склеиваниях.
Мой вопрос был в адрес Иосифа.
Повторюсь.
А как боретесь с подтеканием смолы и каши с кромок? Покрываете формы и корки дополнительно после изъятия разделителем?
Мой вопрос был в адрес Иосифа
извиняюсь, что влез в беседу профессионалов.
А у меня тем временем киль собрался

ну и пилончик левого двигателя готов


Мой вопрос был в адрес Иосифа.
Повторюсь.
А как боретесь с подтеканием смолы и каши с кромок? Покрываете формы и корки дополнительно после изъятия разделителем?
Такой процесс мне не известен 😉, Дело в том, что в матрицах мы не занимаемся пропитками и прочими операциями связанными с ненормируемым использованием смолы или композиций. В матрицы производится укладка пропитанных компонентов сендвича, зоны предназначенные для монтажа доп. элементов или усиления дальнейших сборочных соединений (пояса стыковки по ПК и ЗК) покрываются дозированными “поясами” из эпоксидной композиции с микробалоном, аэросилом и диоксидом титана. Затем надеваются мешки и все вакуумируется. Объязательная процедура “формирование” оболочки мешка на изделии. При включении предварительного отсоса, пленка расглаживается по сплошным поверхностям и на припусках матрицы и припускается в местах наличия доп. “поясов” из композиции. При окончательном вакууме “пояса” остаются в “карманах” сморщенной припущенной пленки, но не растекаются в ненужные места (бывает, но редко). После полимеризации мешки снимаются и сразу обрабатываются пригонные поверхности. Для справки. На алюминиевых матрицах припуски дополнительно покрыты твердой анодировкой для меньшего износа при мех обработке корок, Пластиковые матрицы (не все) обрамлены стальными каленными окантовками. Некоторые ребята очень ловко обрабатывают пригонные поверхности ножами, другие абразмвом, ленивые на ЧПУ фрезере с геморойным позиционированием плоскостей обр-ки. Как-то так, не знаю доходчиво али нет? Два слова о разделителе. Берем у беспилотчиков, американский называют “Хонейвакс”, но фирменной упаковки не видел. При хорошей подготовке можно формоыать 2…5 формовок. Винты, как правило 4…5 выходят.
Благодарствую.
Идея понятна.
Вы после изъятия корок формы используете уже как ложементы … а не как формирующие поверхность при полимеризации …
Интересный момент узрел
На алюминиевых матрицах припуски дополнительно покрыты твердой анодировкой для меньшего износа при мех обработке корок
А можно подробней об этом?
Что за состав, наносите в заводских условиях, или есть варианты в модельных условиях нанести анодирование. На сколько повышается твёрдость?
извиняюсь, что влез в беседу профессионалов.
Это я извиняюсь, что в твоей теме распрашиваю деда Ёсю …
Он таки делится знаниями и опытом. Момент нужно ловить!
Анодируют у нас детали в ц.55. Делают это для повышения антикоррозионной стойкости. Твердость и качество поверхности увеличивается.
Костя ответил квалифицированно. Технология заводская, передавали через универститет. Уже писал, что большинство трудоемких работ в клубе проходят как реальные проекты по курсовым и дипломным работам (симбиоз спорта и науки 😉 )
После полной “начинки” корок, окончательная сборка всех агрегатов (крыло, фюз, ст-р) производятся В МАТРИЦАХ.
Сейчас рассматривал Пилон Михаила …
ИМХО тут есть чем возгордиться.
рассматривал Пилон
😃 а че там такого интересного? Он даже не обрезанный еще.
Внешне, очень привлекательно. Не понятны стыки половинок: замки, пригонные поверхности или с накладными лентами? Замечательная работа!
нижняя часть с накладной лентой, остальные места встык на кашке (стекломука+микросфера). Ну и плюс силовой набор так же связывает половинки (там внутри еще 2 шпангоута есть, их не видно уже).
присобрал основную стойку, дабы проверить кинематику.



Работает в общем 😃 Видео как то несподручно снять, так как обе руки заняты 😃
Собственно это и есть “силовая коробка” основной стойки
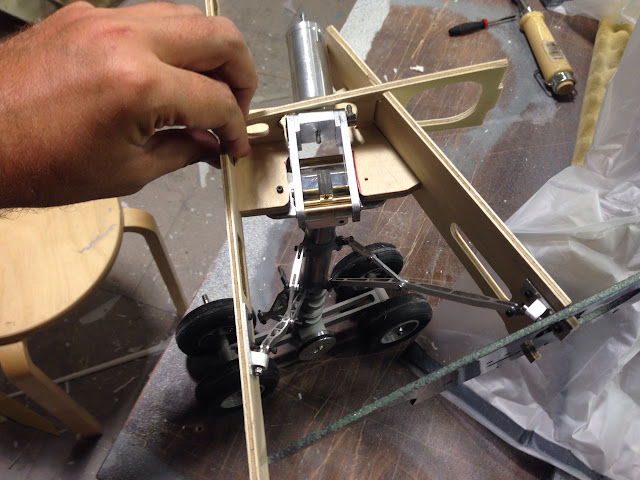
Все фанера 4 мм, а площадка крепления 2 слоя по 4 мм. Крепиться будет на саморезах, остальные 2 точки крепления к лонжеронам тоже на саморезах.
Миш, опять горе от ума… какой восковый разделитель? Ты используешь синтетический вакс с тефлоновыми добавками и отсюда делаешь вывод что воск и эпоксидгрунт не катят… ну пипец вывод!
Кстати, наконец то прочитал про Formula5 которым я пользуюсь. Это как раз воск на основе карнаубы этой волшебной. Так что вывод более-менее 😃
Миша, если не секрет, какой вес стабилизатора и площадь получились?
8.9 дм2 вес 255 грамм грунтованный с необрезанной трубкой навески и сервой (44 грамма). В общем голый стаб в грунте и обрезанный грамм 200 наверное. Мне кажется, что надо сделать полегче.
Я тут пересмотрел свой взгляд на стабилизатор, а точнее на его вес 😃
Переделал в общем.
Вес получился 149 грамм (это грунтованный стаб без трубки и без сервы). Можно еще легче, но лень 😃

Заодно мне тут гуру насоветовали как правильно делать нейлоновые петли. Попробовал учесть все советы, получилось намного лучше и аккуратнее.


В общем результатом я доволен, закладываю вторую половинку стабилизатора.
наконец то прочитал про
ну дай и мне почитать…
ну дай и мне почитать…
не нашел оперативно ссылку где вычитал (где то на англоязычном сайте), но на банке про карнаубу написано тоже.

Вес получился 149 грамм
Прогресс! Молодца!