Пробую запускать принтер. Есть вопросы.

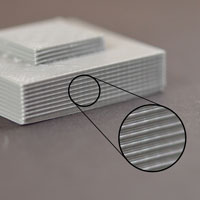
да… хуже всего конечно получается крыша… имеет смысл печатать две половинки и склеивать их, потому как качество стенок (ну за исключением малозаметных волн) на 0.1 мм слое отличное, а днище у меня получается глянцевое (печатаю на стекле).
Еще вопросец. Вот предположим, меня не устраивает жесткость детали. Ну к примеру упомянутая выше дуга - я сгибаю ее в еще большую дугу и она легко гнется. Что лучше сделать - увеличить количество периметров или увеличить процент заполнения (какая из мер при том же количестве затраченного пластика даст бОльшую жесткость) ?
То есть заполняю щели в гребенке растворенным в ацетоне пластиком, вставляю другую деталь с такой же гребенкой а излишки удаляю. Скажите, будет ли герметично и прочно?
Прочно будет так как ацетон ABS сплавляет
хуже всего конечно получается крыша
в плане верх детали? Он часто шероховатый чуточку, но все можно исправить ацетоном. И будет полный глянец везде.
Ну к примеру упомянутая выше дуга - я сгибаю ее в еще большую дугу и она легко гнется.
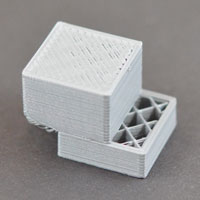
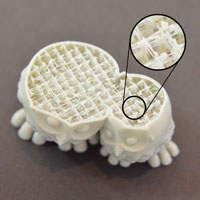
Попробовать сменить заполнение на Hex
Периметров 2 ?
Думаю если сделать стенку в 3 периметра уже будет жестче, так как станет 1.2 мм. , заполнение после определенного процента вообще не прибавляет жесткости, вроде после 80~85. Сейчас сколько?
У меня 3 периметра, а заполнение - по моему 60.
Хм… думал, что классическая решетка создающая как бы ферменную конструкцию, самая жесткая. ПОпробую хекс.
ПОпробую хекс.
Стоит поиграться, просто на разных деталях разная подходит.
Я часто использую fast Hex, он формирует шестигранник послойно, а не за один проход полностью.
Слайсер использую simplify3d

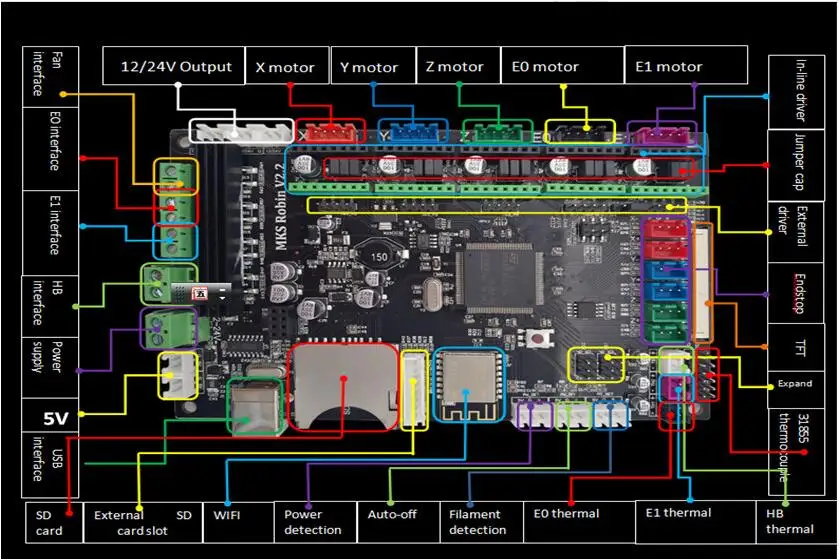
Еще вопрос - большинство плат управляют вентилятором (каким - хз). У меня лежит Rumba - в ней 3 экструдера, выхода для вентиляторов 2. Есть еще MKS Robin, на который я скорее всего перейду - в нем 2 экструдера, а вентилятор один. Включается вручную…
Какими вентиляторами они управляют?
Те, что охлаждают радиаторы головки, как я понял, предназначены для отбора тепла не от хотэнда, а от мотора экструдера? Их нужно подключать к управлению с платы или можно сразу цеплять на питание, пусть работают постоянно?
И как управлять вентилятором, который у меня на дне камеры, предназначенный для перемешивания воздуха? Тоже на питание сразу сажать?
Еще вопрос - большинство плат управляют вентилятором (каким - хз)
все платы по стандарту управляют только вентилятором обдува детали. На Hotende поток не нужно менять
Какими вентиляторами они управляют?
Те, что охлаждают радиаторы головки, как я понял, предназначены для отбора тепла не от хотэнда, а от мотора экструдера? Их нужно подключать к управлению с платы или можно сразу цеплять на питание, пусть работают постоянно?
И как управлять вентилятором, который у меня на дне камеры, для перемешивания воздуха? Тоже на питание сразу сажать?
Глянул распиновку Robin. Вентиляторы на Hotend вешать на простой выход 12v, так как рубашка должна быть в обдуве. Если моторы экструдера так сильно греются стоит их перенастроить или поставить редуктор,не должны так там моторы греться.На Fan выход подключается кулер для охлаждения детали, то есть управляемый программно.
Вентилятор между камерами:
- либо вешать тоже на прямую к выходу 12v;
- либо прописывать его режим работы в систему и выводить управление через свободные пины;
- либо отдельным модулем все сделать на своей мини плате (может nano) подключив кулер и термистр.
Верная картинка?
Батон, я все понял, кроме “вентилятор между камерами”. Что значит между? Камера одна и вентилятор в ней.
я все понял, кроме “вентилятор между камерами”
Я прочитал фразу
который у меня на дне камеры
как на дВе камеры, в общем затупил)))
Но смысл идеи тот же
В общем, пока эксперименты прекратил. Распотрошил кабель, идущий к экструдеру, нужно во-первых переделать разъемы, так как буду ставить плату Robin, во-вторых жду новый экструдер (должен приехать 11-15 февраля).
Порисую пока держаки для катушек (хочу закрепить их внутри принтера) - а вот их-то я как раз напечатаю).
А есть какие-нибудь данные о рекомендуемом градиенте температур для ABS пластика? Я имею в виду меры во избежание расслоения и деформации больших деталей. Вот, положим, стол у меня нагрелся до 120 градусов. Вверху - ну пусть 25 градусов. Если я включу перемешивание воздуха, ну предположим будет 40 градусов. Это сильно спасет ситуацию?
Еще вопрос - у меня нагревательная плата стола кривая. А вот зеркало, напротив, ровное. невооруженным глазом видно, что в центре оно не соприкасается с платой. Температура на зеркале на 7 градусов ниже той, что показывает термистор, закрепленный на нагревательной плате. Не так уж и плохо, но хотелось бы идеала.
Смазывать термопастой? Многовато ее надо, а и зеркало потом не помоешь лишний раз, а если часто мыть, то разоришься на пасту.
Кто как решает этот вопрос?
А есть какие-нибудь данные о рекомендуемом градиенте температур для ABS пластика
Я с ABS пока не работал, так что не подскажу
Температура на зеркале на 7 градусов ниже той, что показывает термистор, закрепленный на нагревательной плате.
Хорошим термометром мерилась температура реальная?
А то я вон, пока для barnaul замерял время прогрева, промерил что когда на дисплее 95, то в центре стола порядка 102, а по краям 92-95
Так что не смертельно, может немного выпрямить нагреватель прессом?
Смазывать термопастой?
Не стоит вдаваться в такой бред… Если конечно не нужен геморой)
во-вторых жду новый экструдер (должен приехать 11-15 февраля).
Какой если не секрет?
Хорошим термометром мерилась температура реальная?
Измерялось термисторами одного и того же типа. На холодную они показывают одну и ту же температуру. Так что если не абсолютному значению, то разнице в температурах я верю.
может немного выпрямить нагреватель прессом?
Да у меня закрадывалась мысль вставить распорку между платой нагрева и акриловым листом, который располагается ниже (см мой конструктив в соседней теме).
Какой если не секрет?
А поищите на алиэкспрессе все что связано с MK10. Я правда не заказывал голову целиком, моторы то у меня есть. Я заказал хотэнды, протягивающие механизмы (обратите внимание, как они доработаны - там пластик сверху подводится практически к шестеренке и практически от нее же отводится. То есть заправка легче), а также алюминиевый блок, к которому крепятся протягивающие механизмы, движки и в который вставляются хотэнды.
Вот хотэнд
ru.aliexpress.com/item/…/32844366115.html?algo_exp…
Довольно таки цивильно - термопара ввинчивающаяся, вместо болтающегося в отверстии термистора.
Термобарьер просто вставляется в отверстие блока вверху, двигается на нужный уровень и фиксируется винтом. С тем, что у меня есть сейчас - геморрой страшный - там термобрарьер - резьбовая трубка. Кручение ее высоту никак не регулирует - насколько она ввинчивается в алюминиевый блок сверху, настолько она вывинчивается из нагревательного блока. Чтобы изменить уровень сопла (а у меня крайняя необходимость в этом, так как сопла два и их нужно выставить вместе) нужно вращать нагревательный блок. Но вращать его можно только на целое число оборотов по понятным причинам. Добавьте к этому то обстоятельство, что провода от нагревательных блоков уже заправлены в кабель канал и чтобы повращать их, нужно вытаскивать провода. В общем жесть.
Здесь же конструкция хотэндов облегчает манипуляции с ними, в частности при выставлении уровня стола его можно пригнать в ноль (до срабатывания концевика), а хотэнды просто уронить сверху. Уронили, закрепили и не надо никакой бумажки для определения зазора - мы знаем, что зазор равен нулю, а Z-оффсет в случае чего подбираем опытным путем.
Смазывать термопастой? Многовато ее надо, а и зеркало потом не помоешь лишний раз, а если часто мыть, то разоришься на пасту.
Я на пробу заказал силиконовый коврик, который используют в электронных платах… Он держит до 220 градусов по Цельсию. 😃
Ко мне сейчас едет ИК-термометр, произведенный товарищами китайскими трудящимися.
Интересно, им можно измерять температуру зеркала?
Кто-нибудь пробовал подключать к MKS Robin усилитель термопары на MAX31855 ?
У меня все время показывает температуру 5000 гр.С
Немного смущает строчка в настройках
>EXT1_TEMPSENSOR_TYPE 1 #1:100k thermistorЈ»102: MAX31855 thermocouple
Чтобы выставить термопару, нужно 102 ставить? Или это какая-то беда с кодировками, может “Ј»102” - это результат трансформации какого-то китайского иероглифа в текстовом документе.
Потому как логично поставить 2, но “2” тоже не работает.
Модуль вот такой ru.aliexpress.com/item/…/32806556360.html?algo_exp…
модуль исправен - подключал к микроконтроллеру, писал программу - все работает.
Смотрел на разъеме Робина сигналы логическим анализатором, они какие-то неадекватные и непредсказуемые, но есть мысль, что это результат того, что микросхема работает на частоте, близкой к пределам моего анализатора.
В общем, кто что скажет?
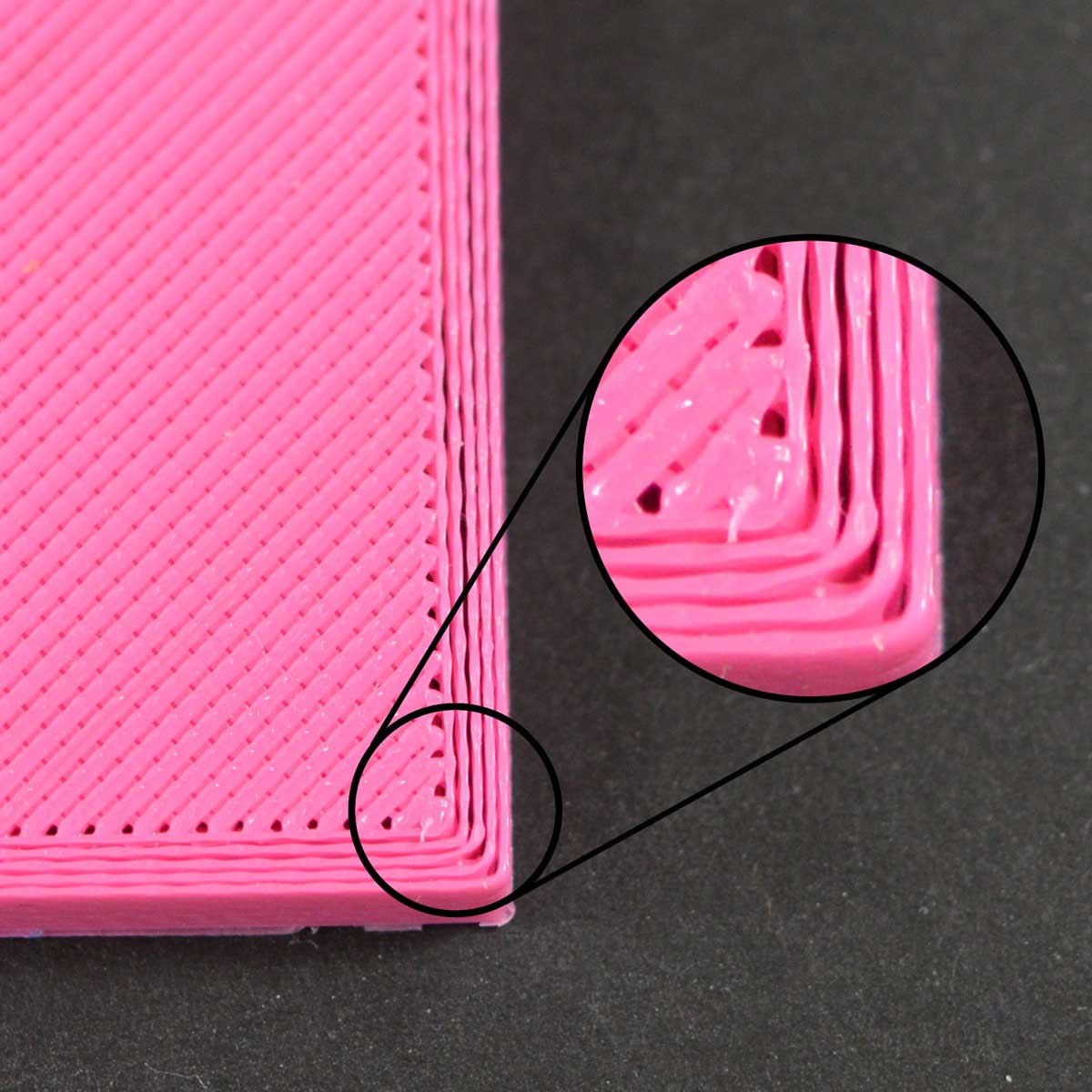
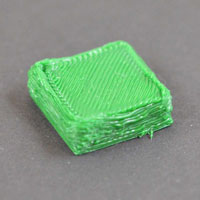
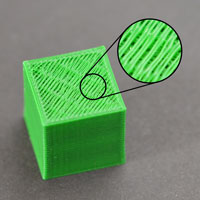
ПРОБЛЕМЫ КАЧЕСТВА 3D-ПЕЧАТИ
3dpt.ru/page/faq
Русский перевод статьи по различным дефектам 3D печати. Решение проблем приводится на примере слайсера Simplify3D.




А какой пластик лучше использовать, если предполагается контакт с ацетоном? Хочу попробовать камеру сделать для постобработки и некоторые детали для нее напечатать.
если предполагается контакт с ацетоном?
Судя по рекомендациям в ютубе, обычный PLA живёт.
ПЛА не растворяется, но набухает.
Что у меня с новыми хот-эндами не все гладко.
Драйвера настроены на номинальный ток (1.5 А) - филамент идет туговато. Иногда пропускаются шаги…
Версии две -либо недогрев (в зоне плавления температура ниже чем у термистора). Либо механика новых экструдеров такова, что филамент туго проходит.
Как вариант - неровный стол, потому что шаги пропускаются в одном и том же месте (где стол наверное несколько выпуклый).
Но вопрос мой таков - какой скорости выхода филамента нужно добиваться в тестах, при настройке принтера?
Я ставлю скажем 50 мм/мин, жму “extrude” - пластик идет. Ставлю 100 мм/мин - пропускает шаги. Я поднимаю температуру на 5 градусов - пластик становится жиже, шаги не пропускаются. Но понятное дело, если пластик будет совсем жидкий, то это скажется на качестве.
Можно не повышать температуру хотэнда, а подкрутить ток на драйвере - но тогда драйвер греется.
В слайсере скорость экструзии указана в мм/сек - это, я так понял, скорость выхода расплавленной нити. А когда я в pronterface выдавливаю пластик в тестовом режиме - там скорость проталкивания филамента. Я ж не могу пересчитать одно в другое…
Можно не повышать температуру хотэнда, а подкрутить ток на драйвере - но тогда драйвер греется.
суть не в этом, а в том что пластик не успевает при большей скорости плавиться, поэтому при увеличении скорости екструдер или проскальзывает или теряет шаги
надо искать оптимальную скорость и на этом остановиться, или какой ты Filament пользуешь 1,75мм или 3мм, если 3 мм то переходить на 1,75 он плавиться из-за того что тоньше быстрее
суть не в этом, а в том что пластик не успевает при большей скорости плавиться, поэтому при увеличении скорости екструдер или проскальзывает или теряет шаги
При температуре, близкой к точке плавления, как мне кажется, роль играет вязкость пластика. Предположим он плавится при 240 градусах и при достаточном усилии экструдера он выходит, при слабом токе двигатель будет пропускать шаги. Но если прибавить градусов 10 то пластик выйдет гарантированно.
я перечитал свой пост, расписал я конечно сумбурно и непонятно.
Попробую по другому.
В настройках слайсера у меня максимальная скорость (то ли для периметра, то ли для мостов) 80 мм/сек. Меня эта скорость устраивает, и по собственно скорости печати, и по качеству.
Следовательно, я должен подобрать мощность экструдера (регулировкой тока) и температуру плавления пластика так, чтобы для 80 мм/сек пластик гарантированно выходил без пропуска двигателем шагов.
Если дать все это с запасом, то конечно сработает, но - двигатели и драйвер будут греться, а качество модели за счет растекания более жидкого пластика - снизится.
Поэтому я должен подбирать. Я то подберу, но на какую скорость мне ориентироваться? Дело в том, что подбираю я не печатая модель, а используя управляющие функции софта (тестовая подача пластика). В слайсере указана скорость в мм/сек выхода готовой, расплавленной нити. В функции тестовой подачи пластика указана скорость подачи филамента.
В принципе, я поторопился с вопросом - я пересчитал , что для сопла 0.4 мм и филамента 1.75 мм соотношение длины филамента и нити составляет 19,14.
Соответственно, для того, чтобы выдавить пластик со скоростью 80 мм/сек, филамент нужно подавать со скоростью около 250 мм/мин.