Модели из 3D принтера

Первая примерка.😒
Первая примерка.
Ну так и скоро уже и в небо!
Давайте ка пруф, где гранулы PLA можно у нас купить в розницу, без проблем? Ради интереса погуглил и результаты не утешительные.
Герман! Так уважаемый Александр (ADF) сторонник ABS, а не PLA! И конечно же ABS в гранулах, наравне с полистиролом, давно применяется в производстве пластмассовых изделий и является вполне доступным материалом. И наверное поэтому, Александр, так написал в своем сообщении?!
А кстати, Герман, заказанный Вами “коврик” для принтера, Вы уже получили или как? У меня в заказе указано, что “Complete”, т.е. “Выполнено” и я так понимаю отправлено. Ну, с нетерпением ждеммс!!!
Всем привет!
Я вернулся из отпуска. 😃
Начинаю печатать часть кабины Цессны для ремонта и МИГ на заказ.
И планирую печать PET-G.
Взял пробник “Пети” от REC, грузанул файл настроек от Триделабовцев и…
Напечатал пару частей элеронов МИГа вообще без проблем.
Адгезия на каптон прекрасная.
По прочности детали получились лучше, чем из PLA!
Обшивка из “Пети” более эластичная.
Вывод: перехожу на PET-G. (Пусть он и дороже.)
и является вполне доступным материалом.
Игорь, он конечно доступен, но кто из поставщиков готов заморачиваться даже ради одного мешка? Понятно, что промышленные партии купить не трудно, но домой тоннами то не нужно…
Коврик мне выслали, тоже сменился статус на Complete. Трекинга нет. Причём, отправил он только после того, как я с ним связался через Facebook. Очень извинялся, как я понял, там сам “изобретатель” всем и занимается. Говорит, что не успевает обрабатывать, так как за сутки с возобновления продаж, у него под сотню заказов упало. Ну и закопался. Я пока не получил, но я на даче сейчас тусуюсь. В течение недели домой заеду, посмотрю, что там с извещениями.
Решил для прикола напечатать центроплан из прозрачного пластика. Дальше консоли будут желто-оранжевыми, а законцовки красными.

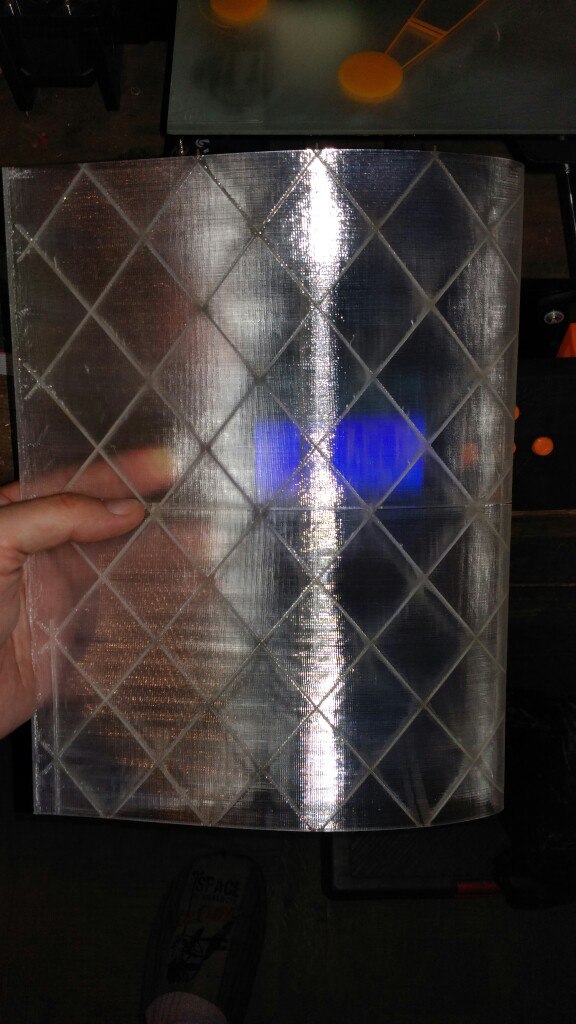
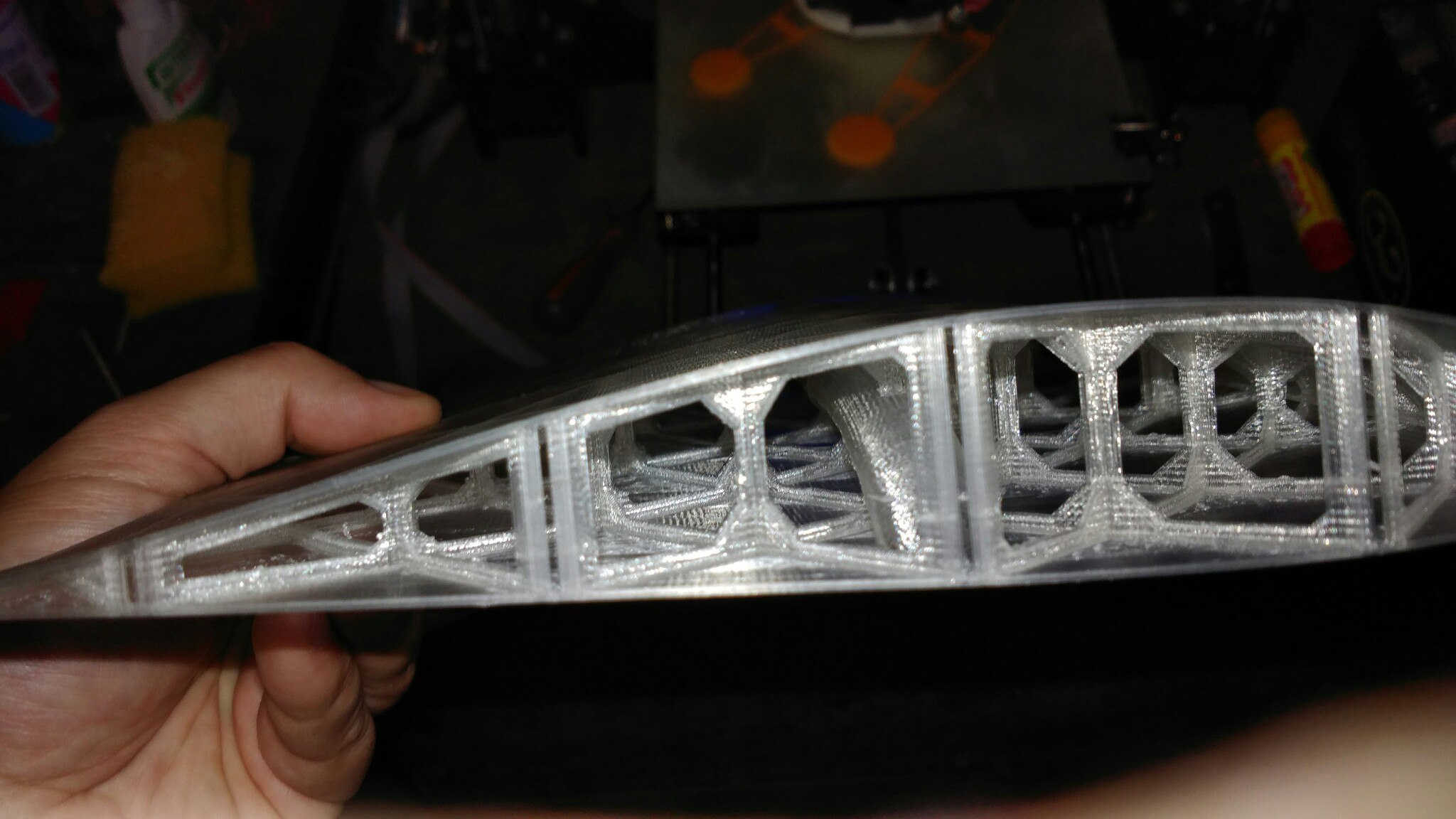

Приятно получается. Жаль, остальной пластик не такой прозрачный…
Коврик мне выслали, тоже сменился статус на Complete.
Герман! Спасибо за Ваш ответ. Ну, что же? Ждемсс коврики. Вы спрашивали насчет 1 мм для тяг на QTrainer. Как вариант №1 - 1 мм проволока для сварочных автоматов, продается в хозяйственных магазинах. Но она бывает чаще мягкая, чем жесткая - в общем тут нужно смотреть когда покупаете. Вариант №2 - когда то у Вас Санкт-Петербурге, изготовлялись двух фантурные вязальные машинки типа “Ладога” или “Нева”, так вот на них в начале вязания полотна закреплялись грузы именно 1 мм ОВС проволокой, длинною около метра. В оригинале эта проволока хромировалась, а в не оригинале была просто ОВС. Возможно у Вас в городе есть и сейчас какие то магазины или мастерские, которые торгуют запчастями к таким машинкам. Поинтересуйтесь там. Вариант №3 - гардины типа “Струна”, очень часто в этих комплектах идет именно 1 мм достаточно жесткая проволока. Но тоже нужно смотреть, при покупке.
Но тоже нужно смотреть, при покупке.
Игорь, спасибо! Вот третий вариант мне кажется наиболее реальным. А вот сварочная почти всегда мягкая попадалась. Мне приятель выделил пару метров из своего запаса. Жду, пока до меня доберётся. Но на будущее “струну” буду иметь в виду.
Из струн мне только тросики попадались. Проволока ни разу.
перехожу на PET-G
Блин,вот подозревал что ПЕТ-Г весьма достойная вещь! )) Как то с запозданием приходят сообщения с опытом в разновидностях пластмасс. Ладно,намотал на “ус”. Заметил закономерность.Стоит только принять волевое решение в плане закупки материала и купить,моментально нарисовывается более выгодный вариант.)) Но ничего.Пока закончится ПЛА,наработается опыт.Сын ошибок трудных.)) И гений,-парадоксов друг…
Нарыл немного информации про обработку PET-G
Рекомендации по механической обработке
Лист QUINN PETG может обрабатываться большинством инструментов, используемых для обработки дерева и металла. Скорости инструмента должны быть такими, чтобы лист не плавился от тепла выделяющегося при трении . В общем, максимальная скорость, при которой не происходит перегрева инструмента или пластика даст наилучший результат.
Важно постоянно сохранять режущие инструменты острыми. Рекомендуется использовать твердые, износостойкие инструменты с большими з адними углами резца, чем те, что используются для резки металла. Быстрорежущий инструмент или инструменты с насадками из углеродистой стали эффективны для продолжительной работы и обеспечивают точность и единообразие обработки.
Поскольку пластики являются плохими проводниками тепла, тепло, вырабатываемое в процессе обработки, должно поглощаться инструментом или отводиться охладителем. Поток воздуха, направляемый на режущую кромку, способствует охлаждению инструмента и удалению стружки. Иногда для охлаждения может использоваться о бычная или мыльная вода, за исключением случаев, когда кромочная обрезь используется повторно.
Фрезерование
Лист произведенный из QUINN PETG может обрабатываться стандартными скоростными фрезами для металла, при условии, что они имеют острые кромки и достаточный задний угол.
Сверление
 Выпускаются сверла, разработанные специально для пластиков, именно их рекомендуется использовать. Могут быть использованы стандартные спиральные сверла для дерева или металла; однако они требуют меньших скоростей вращения и подачи для получения чистого отверстия . Спиральные сверла для пластиков должны иметь две канавки, вершину с углом от 60° до 90° и задний угол от 12° до 18°, как показано на Рисунке. Широкие, зеркально отполированные канавки предпочтительны, так как они выводят стружку с малым трением и таким образом помогают избежать перегрев а и последующее заплывание отверстия. Сверла нужно часто извлекать из отверстия для удаления стружки, особенно при сверлении глубоких отверстий. Окружная скорость спиральных св ёрл для пластиков обычно варьируется в пределах от 30 до 61 м в мин. Скорость подачи сверла в пластик обычно варьируется от 0.25 до 0.63 мм за оборот. ЗАМЕЧАНИЕ: При сверлении убедитесь в том что, заготовка удерживается или зажата надежно, чтобы избежать образования трещин или сдвига и опасности травмирования оператора.
Выпускаются сверла, разработанные специально для пластиков, именно их рекомендуется использовать. Могут быть использованы стандартные спиральные сверла для дерева или металла; однако они требуют меньших скоростей вращения и подачи для получения чистого отверстия . Спиральные сверла для пластиков должны иметь две канавки, вершину с углом от 60° до 90° и задний угол от 12° до 18°, как показано на Рисунке. Широкие, зеркально отполированные канавки предпочтительны, так как они выводят стружку с малым трением и таким образом помогают избежать перегрев а и последующее заплывание отверстия. Сверла нужно часто извлекать из отверстия для удаления стружки, особенно при сверлении глубоких отверстий. Окружная скорость спиральных св ёрл для пластиков обычно варьируется в пределах от 30 до 61 м в мин. Скорость подачи сверла в пластик обычно варьируется от 0.25 до 0.63 мм за оборот. ЗАМЕЧАНИЕ: При сверлении убедитесь в том что, заготовка удерживается или зажата надежно, чтобы избежать образования трещин или сдвига и опасности травмирования оператора.
Нарезание резьбы
Обычные 4-канавочные метчики могут быть использованы для нарезания внутренней резьбы в пластиковом листе, когда требуется плотная п ригонка. Такие метчики, однако, имеют склонность к производству значительного нагрева во время операции нарезки. Высокоскоростные 2-канавочные метчики должны обеспечить больший срок службы и большую скорость нарезания, чем обычные метчики, а так же обеспеч ат зазор для удаления стружки. Канавки должны быть заточены так, чтобы обе кромки резали одновременно; в противном случае резьба не будет равномерной. Режущие кромки должны быть расположены под углом 85° к центральной линии, давая отрицательный передний у гол 5° на передней поверхности резца, чтобы метчик не застрял в отверстии при его вытаскивании. Желательно давать разгрузку со стороны нарезки.
Резка
Любые из следующих видов пил, обычно используемых для дерева и металла, должны быть приемлемы для резки QUINN PETG: циркулярные пилы, ленточные пилы, ножовочные пилы, лобзики, ножовки или ручные пилы. Однако некоторые виды пил подходят лучше для резки пластиков, чем другие, так как они обеспечивают более плавное или быстрое резание. Форма полотна играет важную роль при резке пластиков. Предпочтительно использование полотна ленточной пилы с промежутками между зубь ев, так как широкий промежуток обеспечивает достаточное пространство для отвода пластиковой стружки из пропила (прореза, выполненного пилой).
 Для наилучшего результата зубья должны иметь нулевой передний угол и некоторую разводку. Для криволиней- ных резов полотно должно быть более узким и иметь большую разводку, чем для прямолинейных резов. Полотно должно поддерживаться в хорошо заточенном состоянии , чтобы предот- вратить оплавление или раздраблива — ние пластика и направляющая линейка пилы должна быть расположена очень близко к пропилу, чтобы минимизиро — вать вибрацию. Несколько различных видов полотен были оценены для каждого вида пилы и следующие рекомендации сделаны на основании гладкости и общего вида реза. Полотна, перечисленные в Таблице 1 доступны в продаже.
Для наилучшего результата зубья должны иметь нулевой передний угол и некоторую разводку. Для криволиней- ных резов полотно должно быть более узким и иметь большую разводку, чем для прямолинейных резов. Полотно должно поддерживаться в хорошо заточенном состоянии , чтобы предот- вратить оплавление или раздраблива — ние пластика и направляющая линейка пилы должна быть расположена очень близко к пропилу, чтобы минимизиро — вать вибрацию. Несколько различных видов полотен были оценены для каждого вида пилы и следующие рекомендации сделаны на основании гладкости и общего вида реза. Полотна, перечисленные в Таблице 1 доступны в продаже.
ПРИМЕЧАНИЕ: Удостоверьтесь в том, что заготовка удерживается или фиксирована надежно во время резки во избежание дрожания, которое может вызвать образование трещин.
Рекомендации по резке Вид резки Ленточная пила Дисковая пила Расстояние между зубьями толщина листа менее 3 мм, от 1 до 2 мм
толщина листа от 3 до 12 мм, от 2 до 3 мм от 8 до 12 мм
от 8 до 12 мм Угол задней кромки α от 30 до 40° 15° Передний угол ψ 15° 10° Угол заточки зуба β - 15° Скорость резания 1200 — 1700 м/мин 2500 — 4000 м/мин Скорость подачи - 3-6 м/мин Резка ножницами перфорирование
Резка ножницами и перфорирование явля ются подходящими методами для резки QUINN PETG толщиной до 2.5 мм. Нож производит рез с прямой кромкой, тогда как перфоратор может производить отверстия почти любой желаемой формы. Для более толстых листов предпочтительна резка пилой. Важно поддерживать зазор между лезвиями ножниц примерно 0.025 мм. Перфораторы могут быть использованы в случаях, когда приемлем относительно грубый край. Ручные перфораторы удобны для небольших отверстий; однако, для отверстий больше, чем 6 х 50 мм обычно используются перфора торы с механическим приводом. Растрескивание и дробление может быть снижено за счет нагрева листа примерно до температуры 38°С; однако, может понадобиться некоторый припуск на усадку отверстия в следствие остывания. Резка пилой, сверление и фасонное фрезе рование предпочтительны перфорированию, когда толщины больше чем приблизительно 2.5 мм. Вырубная штамповка
QUINN PETG может быть удовлетворительно порезан с помощью ленточных ножевых штампов, представляющих собой стальные ленты варьирующие в толщинах от 0 .8 мм до 2.5 мм и шириной 12.7 мм и заточенные с одной стороны. Они обычно монтируются в пазах прорезанных в деревянных блоках и относительно недороги. Стальная лента должна быть затачиваться или заменяться довольно часто.
Толщина Листа (мм) Прочность на сдвиг (МПа) 2 57.6 3 56.5 6 46.1 Формование
Горячая гибка
При гибке QUINN PETG на малые радиусы сначала нагревается область изгиба с двух сторон с помощью электрического ленточного нагревателя и затем производится быстрое сгибание листа вдоль линии нагрева. Большие толщины (свыше 3 мм) может понадобиться периодически переворачивать во время цикла нагрева. Сторона листа, которая при изгибе будет внутри угла должна нагреваться первой, а внешняя сторона последней. При достижении оптимальной температуры листа (немного больше 105°C) и остается только слабо сопротивление изгибу, заготовка может быть легко изогнута. Если гибка производится в слишком холодном состоянии, то возникнут напряжения, которые сделают заготовку хрупкой ; однако перегрев может вызвать образован ие пузырей в области сгиба. Ленточные нагреватели выпускаются следующими компаниями: CP Clarke, Ammanford, South Wales, Shannon B.V. и Voorschoten (Голландия).
Холодная гибка
Формовка сломом и холодная гибка могут быть использованы для производства простых форм QUINN PETG; допустимая степень гибки зависит как от толщины листа, так и от скорости сгибания. Холодная гибка толщин свыше 2.5 мм вероятно приведет к большим напряжениям. Термоформование
Существует несколько техник термоформования, которые могут применяться для формования нагретого листа QUINN PETG в форму пресс-формы механической, вакуумной силой или силой давления воздуха. Используются как позитивные (пуансон), так и негативные (матрица) формы. Может использоваться инструментарий от дешевых гипсовых форм до дорогостоящих стальных форм с водяным охлаждением , однако литой алюминий используется наиболее часто. Также могут использоваться и другие материалы, включая дерево, гипс и эпоксидная смола. Процессы формования, которые будут далее обсуждаться, включают прямое вакуумное формование, драпировочное формование, формование с использованием матрицы и пуансона, формование с раздувом с использованием пуансона, формование давлением воздуха с использованием пуансона , вакуумное формование с разносторонней кривизной, вакуумное формование с разносторонней кривизной с раздувом, контактное прессование с зажатым листом , свободное формование и механическое.
QUINN PETG не нуждается в предварительной сушке перед термоформованием.
Прямое вакуумное формование
Вакуумное формование это самый универсальный и распространенный метод формования. Оборудование стоит меньше, и гораздо проще в управлении, чем большинство прессовочного и механического оборудования . При прямой вакуумной формовке QUINN PETG закрепляется в рамку и нагревается. Когда достигнуто эластичное состояние листа, он помещается на отрицательную матрицу. Воздух удаляется из полости вакуумом, и атмосферное давление вдавливает лист по контурам шаблона. Когда лист QUINN PETG достаточно остыл, отформованную деталь можно удалить. Утончение по верхним краям детали обычно происходит с относительно глубокими шаблонами. Горячий лист, втянутый к центру матрицы сначала вызывает утончение. Лист у краев шаблона истончается более всего и таким образом становится самым тон ким участком отформованной детали . Прямое вакуумное формование обычно ограничено простым неглубоким дизайном. См. Рис.
Драпировочное формование (с вытяжкой на пуансоне)
Драпировочное формование похоже на прямое вакуумное формование за исключением того, что после того как QUINN PETG закреплен в рамке и нагрет, он механически растягивается, а перепад давлений применяется для формования листа на положительной форме. Однако в данном случае лист, касающийся формы, имеет толщину близкую к изначальной. С помощью драпировочного формования можно формовать изделия с соотношением глубины к диаметру приблизительно 4 к 1; однако, данное формование сложнее, чем прямое вакуумное формование. Положительные матрицы легче сконструировать и как правило стоят меньше, чем отрицательные формы; однако положительные формы легче повредить . Драпировочное формование также может быть выполнено только за счет гравитационной силы. Для многогнездного формования отрицательные матрицы более предпочтительны, поскольку они не требуют так мн ого пространства, как положительные. См. Рис.
Прямое вакуумное формование Драпировочное формование 

Формование с использованием матрицы и пуансона
Этот метод похож на формование методом прессования, при которо м нагретый QUINN PETG захватывается между положительной и отрицательной матрицами, сдел анными из дерева, гипса, эпоксидной смолы или других материалов. Хотя они стоят больше, в одоохлаждаемые матрицы позволяют получать более точные детали с жесткими допусками.
Вакуумное формование с раздувом с использованием пуансона
Позитивное вакуумное формование с раздувом может использоваться, когда QUINN PETG нужно придать форму углубленного изделия с однородной толщиной стенок . Лист помещается в рамку и нагревается, контролируемое давление воздуха используется для создания пузырька. После того, как пузыр ь вытянулся до заранее установленной высоты, положительный пуансон (обычно нагреваемый) опускается, чтобы вдавить растянутый лист в полость. Скорость и форма пуансона могут варьироваться для лучшего распределения материала; однако пуансон должен быть как можно большего размера, чтобы лист максимально растягивался до формы нужного конечного продукта. Пуансон должен входить в полость на 75- 85% глубины матрицы. Затем применяется атмосферное давление со стороны пуансона, в то время как вакуум действует на полость. Матрица должна иметь вентиляционные отверстия, чтобы захваченный воздух мог выводиться.
Формование давлением воздуха с использованием пуансона
Формование давление воздухом с использованием пуансона похоже на вакуумное формование с использованием пуансона тем, что пуансон вдавливает горячий QUINN PETG в отрицательную форму. Давление воздуха действует со стороны пуансона и прижимает лист пластика к стенкам формы. Дизайн и скорость пуансона могут варьироваться для обеспечения оптимального распределения материала.
Вакуумное формование с использованием пуансона
Угловые или периферические утончения чашевидных или кубических изделий можно избежать благодаря использованию п уансона для механического растяжения и вытягивания пластического материала в отрицательную форму. Пуансон должен быть на 10 -20% меньше матрицы и должен нагреваться до температуры чуть ниже температуры формования листа. Когда пуансон вдавил горячий лист в полость формы, воздух высасывается из формы и деталь формуется.
Вакуумное формование с использованием пуансона и формование давлением воздуха с использованием пуансона (см. предыдущий раздел) обеспечивают глубокую вытяжку, укороченный цикл охлаждения и хороший контроль толщины стенок. Оба процесса требуют точный контроль температуры и являются более сложными, чем прямое вакуумное формование.
Свободное формование
При свободном формовании используется давление окружающего воздуха около 2.76 МПа для выдувания горячего QUINN PETG через силуэт отрицательной формы. Атмосферное давление позволяет отформовать из листа гладкое пузыреобразное изделие, такое, как используются, например, в панелях световых фонарей или покрытий световых шахт . Поскольку только воздух касается каждой стороны дета ли, на ней не останется границ, если только не используется какой-либо упор для создания специального контура пузыря. См. Рис.
 Монтаж
Монтаж
Из QUINN PETG могут изготовляться различные формы и изделия с сольвентным, цементным (полимер, растворенный в сольвенте) или клеевы м соединением. В основном, когда нужно соединить неровные поверхности, цемент предпочтителен сольвенту.
Сольвенты и цементы не самый лучший выбор при соединении QUINN PETG с другими термопластиками. Клея, включая цианакрилаты, двухкомпонентные акрилаты, термоклеи более эффективны при соединении QUINN PETG с другими пластиками и могут использоваться для соединения листов QUINN PETG друг с другом.
Рекомендации по монтажу
Следующие указания должны соблюдаться при склеивании QUINN PETG:
- Края листа должны быть чистыми и незагрязненными.
- Поверхности должны быть гладкими и точно совмещенными.
- Сольвент или цемент должны быть достаточ но активными для смягчения контактирующих поверхностей, чтобы при воздействии давления образовывалась некоторая подвижность.
- При использовании сольвентов при соединении листа QUINN PETG желательно, чтобы рабочее помещение было оборудовано системой кондицио нирования воздуха и в нем поддерживалась минимальная влажность для минимизации “побеления” соединения. Если это обеспечить не возможно, то в растворитель необходимо добавить 10% ледяную уксусную кислоту или использовать цементные клеи с замедленным затверд еванием.
- Должно поддерживаться постоянное давление, чтобы предотвратить движение места соединения до его затвердения.
- При работе с сольвентами требуется хорошая вентиляция. Рабочие места должны контролироваться согласно положениям OSHA (Закон о гигиене и безопасности труда).
Способы соединения: растворители, цементы и клея
Небольшие изделия с ровной поверхностью могут соединяться прижатием друг к другу и с использованием подходящего клеящего вещества (сольвента, цемента или клея). Следует следить за тем, чтобы стыки имели равномерное покрытие; сольвент может быть эффективно нанесен с помощью игольчатого аппликатора. Соединение должно быть скреплено в нужном положении до момента затвердевания. Когда с помощью сольвента требуется соединить большие изделия, ж елательно погрузить соединяемые поверхности в сольвентную ванну до размягчения материала, затем зажать в нужном положении до затвердевания клея. Должен поддерживаться постоянный уровень погружения в сольвент в мелкой ванне с опорным вкладышем, экранами и другими средствами для обеспечения точного совмещения деталей.
Механическое крепление
Из QUINN PETG с помощью механическ их крепежных средств можно изготавливать притягивающие соединения. Если крепежное средство не нужно снимать очень часто (если требуется частая разборка, то предпочтительные металлические резьбовые вставки), то можно использовать саморезы. С помощью болтов и заклепок обеспечивается постоянная сборка. Во многих случаях используются с тандартные гайки, болты и мелкие крепежные винты, кроме того, имеются специальные болты и заклепки, разработанные для использования с пластиками. Пружины, зажимы и гайки стоят не дорого и быстро устанавливаются. Также применяются для механической сборки шарниры, кнопки, фиксаторы и дюбеля.
Финишная обработка
Шлифование песком
Во избежание возникновения нагрева при трении, которым характеризуется техника сухого шлифования песком, QUINN PETG лучше всего шлифовать мокрым песком . Если используется охлаждающая вода, абразив служит дольше и режущая способность увеличивается. Используются абразивы с постепенным уменьшением зернистости ; например, после чернового шлифования с карбидокремниевым абразивом с зернистостью 80 применяется более тонкое шлифование с карбидокремниевым абразивом с зернистостью 280, мокрое или сухое. Чистовое шлифование может выполняться наждачной бумагой с зернистостью 400 или 600. По окончании шлифования и удаления абразивов могут потребоваться дополнительные финишные операции.
Соединение
Стандартный деревообрабатывающий фугов альный станок произведет точно выверенный и высококачественный край QUINN PETG обработанный начисто. Твердосплавные или высокоскоростные режущие пластины, имеющие больший срок службы, также обеспечат однородную чистовую обработку.
Опиловка
При опиловке многих термопластиков, в том числе и QUINN PETG, образуется пыль, которая приводит к забиванию некоторых напильников. Поэтому предпочтительно и спользовать напильники алюминиевые Типа A, со скошенным зубом или другие напильники с крупным шагом и зубцами с одинарной насечкой под углом 45°.
Методы полирования
Механическое полирование
После шлифования поверхности QUINN PETG могут быть отполированы для придания лучших визуальных свойств. Полировальные матерчатые или ворсяные круги и фетровые полировальные ленты в сочетании с подходящим полировальным воском дают хорошие результаты. Опыт показал, что температура поверхности не должна очень сильно повышаться, так как в дальнейшем это может быть причиной появления на поверхности мелких трещин.
Алмазное полирование
QUINN PETG может быть обработан с помощью алмазного полирования, обеспечивающего поверхность отличного качества не требующую дальнейшей обработки. Предварительная шлифовка не требуется перед полированием с алмазным инструментом.
Полирование пламенем
QUINN PETG может быть отполирован пламенем с использованием п ропановой горелки или Установки для сварки Горячим Азотом. Оба метода требуют точного контроля расстояния между листом и тепловым источником, в противном случае проявятся побеление поверхности и избыточная текучесть материала. Для удаления царапин с QUINN PETG может быть использован струйный сушильный аппарат. Сушильный аппарат с температурой от 400 ° до 540°С должен устанавливаться на расстоянии в 100мм от царапины в течение 5 секунд. Время может варьировать в зависимости от глубины царапины. Важно поддерживать движение пламени и не задерживать его в одном месте.
Сольвентное полирование
Внешний вид краев после распилки можно улучшить, сначала проведя шлифование песком, а затем – сольвентное шлифование с МЭК или метилендихлоридом. Может потребоваться добавить медленно высыхающий компонент, такой как диацетоновый спирт, для предотвращения появления помутнения от влажности после высыхания . Полное удаление царапин на поверхности и следов от песчинок с помощью сольвентного полировани я невозможно, так как QUINN PETG имеет хорошую химическую стойкость.
ЗАМЕЧАНИЕ: При использовании сольвентов важна хорошая вентиляция. Следуйте всем мерам предосторожности, перечисленным в Листе Безопасности используемого сольвента.
Печать
На листовом материале QUINN PETG может выполняться печатать с помощью традиционного оборудования; однако чернила не проникают в пластик так, как в бумагу и ткань и по тому могут быть повреждены при контакте . Это может быть уменьшено путем помещения тонкого покрытия из прозрачного лака поверх печати.
Есть множество различных методов, используемых при печати на пластике, включая высокую печать, letterflex, сухой офсет, офсетная литография, р отогравюра, трафаретная печать и процесс шелкотрафаретной печати. Поскольку каждое применение может требовать чернил а различных видов, желательно проконсультироваться с производителем чернил для получения рекомендаций . Было выявлено, что чернила используемые на ориентированных PET пленках удовлетворительно ведут себя на QUINN PETG.
Вариант №3
Еще вариант, магазин мото-вело товаров.
Правда давно было, покупал спицы для велосипеда, диаметр ЕМНИП около миллиметра.
Нарыл немного информации про обработку PET-G
Сергей! Мне думается модератор, по своему “оценит” Ваш творческий порыв. Нужно было просто дать ссылку на сайт, откуда взята была эта инфа по PET-G.
Еще вариант, магазин мото-вело товаров.
Правда давно было, покупал спицы для велосипеда, диаметр ЕМНИП около миллиметра.
Для того, чтобы сделать тягу на QTrainer, длина проволоки должна быть не менее 630 мм.
Это что спицы для велосипеда типа “ПАУК”?😃
Это что спицы для велосипеда типа “ПАУК”?
про необходимую длину не было сказано )).
тогда карбоновый пруток 2мм вне конкуренции.
прочность выше, вес меньше.
тогда карбоновый пруток 2мм вне конкуренции.
Опять мимо темы.
А чем карбон не угодил ??
про необходимую длину не было сказано )).
тогда карбоновый пруток 2мм вне конкуренции.
прочность выше, вес меньше.
Геннадий! Вы, пожалуйста не обижайтесь, но Ваш очередной совет, как говорится “снова мимо”! Речь здесь, вообще то идет тягах для РН и РВ, моделей QTrainer или Cessna152, напечатанных на 3D принтере из готовых файлов фирмы 3DLabprint. Так вот каналы для тяг, в фюзеляжах этих моделей идут по бортам фюзеляжа и они (эти каналы) тоже уже распечатаны! Т.е. каналы эти жесткие, имеют некоторый изгиб и внутренний диаметр немногим более 1 мм и изначально производителем, они были рассчитаны под сталистую проволоку диаметром 1мм. Так вот Герман несколькими постами выше задавал вопрос, где собственно взять такую проволоку? А карбоновый пруток, да еще и диаметром 2 мм - тут совсем не в тему.
Решил для прикола напечатать центроплан из прозрачного пластика
Купил на сопутке PLA разных цветов. Попробовал, печатаются одинаково хорошо. Получился вот такой “прикол”.
Вы, пожалуйста не обижайтесь
а на что обижаться ?
на такой ответ
Опять мимо темы.
??
по меньшей мере глупо. нам небожителей не понять ))
Игорь, спасибо за развернутый ответ, не был в курсе тонкостей размещения тяг на этих моделях.
Тогда можно попробовать магазин авто-запчастей, трос открывания капота для Вазов,
завтра буду на работе, могу измерить диаметр.
Но по моему он около 1 мм и есть ), хотя могу и ошибаться.
Блин,вот подозревал что ПЕТ-Г весьма достойная вещь!
Это ещё надо посмотреть. Во всяком случае, я бы не торопился им “затариваться”. Мне ПЕТ не понравился, покупал есановский. Склейка деталей тоже под вопросом, ЦА его плохо клеил.
Теперь Эдж с пилотом.
трос открывания капота
Всё равно не пойдёт.
не был в курсе тонкостей размещения тяг на этих моделях.
Вот, прежде чем советы раздавать, стоило бы тему изучить.
Если бы стальной тросик от кордовой модели был чуть жёстче,то вполне можно было бы попробовать его.А так тоже интересно,где брать в последствии сталистую и тонкую проволоку.
Купил в Пилотаже карбоновый пруток 1х1. Подошел.