Модели из 3D принтера

Было бы так же интересно посмотреть на первый взлёт.)Ну и конечно посадку.
Было бы так же интересно посмотреть на первый взлёт.
Вы может быть удивитесь, но мне нет не интересно
И так ясно что полетит
С печатью больше проблем иные детали а иногда даже узлы по нескольку раз перерисовывать приходится.
Процесс однако )))))))))))))))
Вот сделал только приспособление для регулировки стола.
😃
Правильный подход.
А то многие размеры в сантиметрах пишут и про штанген только слышали и то не все
гуну" АБС 1кг. катушку… .“Носик” 260 градусов,стол
Зачем так сильно качегарить?! АБС-у 220-230 за глаза.
Вжаривать сильнее имеет смысл в двух случаях:
- Если датчик температуры откалиброван не верно и реальная температура ниже;
- Если скорость экструзии такова, что мощности нагревателя начинает нехватать для поддержания температуры.
А просто так “пережаривать” пластик - ничего полезного.
за глаза.
На коробке не было указанных температурных режимов.Из какого то видео вспомнилось,что советовали печатать максимально близко к верхним пределам.Посмотрел ещё на сайтах.Написано было 240.Я для гарантии задал чуть больше.)
Так ведь, больше != лучше.
Так ведь, больше != лучше.
а у меня 265 ))))
правда если мясным градусником померить то 245 ))))))))))
Т нужно мерить в попугаях так значительно длиннее😇
По первости с заторами сопла пытался бороться повышением температуры. При 260+ фторопластовой вставке начинает прямо на глазах женская волосатая штука наставать. Уж не буду говорить, как это “помогало” от самих заторов сопла…
Вот тут я немного не понял? Это как? Разъясните несмышлённому?! 😃
Колесо надо печатать положив модель на бок, чтобы слои шли вдоль окружности и не было разрывных училий поперёк слоёв. Иначе, будет по слоям рвать… Это Кузя и имел в виду…
Я получил очередную посылку от FDPlast, буду допечатывать в нормальных цветах. Но, видимо, уже после отпуска.
На днях печатал воздухозаборник приятелю на машину из ABS M8. На столе зеркало+Каляка маляка. Модель на столе удержалась. Но адгезия такая была, что оторвал внешний слой модели и кусок зеркала. Моя в шоке. Зеркало уже новое купил. В следующий раз буду срезать…


Посмотрим, как обычный ABS будет держаться…
Если не снимается - надо перепадами температуры помучить. Джва тазика поставить - с кипятком и с холодной водой и стекло с деталью туды-сюды макать.
Или если вместо стекла алюминька или текстолит - то детали можно снять простым упругим изгибом основы. Естественно это сняв со стола, а не макая в тазик весь принтер 😈
надо перепадами температуры помучить.
Надо. Но казалось, что снимется… 😃
А чудо PrintBite ваш не купить… На Flex3d нет в наличии, остальные в Россию не шлют. 😦
Но адгезия такая была, что оторвал внешний слой модели
Пробуйте PEI, кроме Flex всё нормально липнет и отходит. Flex отдирает PEI от стола
Пробуйте PEI
Думал у китайцев заказать, но все ругают, что не долговечный. 😦
Думал у китайцев заказать
у 3длаба есть и дешевле китайца, надо только найти кто там заберёт
Колесо надо печатать положив модель на бок, чтобы слои шли вдоль окружности и не было разрывных училий поперёк слоёв. Иначе, будет по слоям рвать…
Срасибо!! Я уже это сам допонял! 😃 Просто Сразу как то немного не понял. Но всё ровно спасибо!! Переделаю.
Вопрос такой. Сопло. С ним что может случиться? По идеи, проходит пластик, это же не абразив. Или всё же что то есть? Может кто дать ответ.
И ещё. Вопрос? Возможно он уже и обсуждался. но я всё же повторюсь.
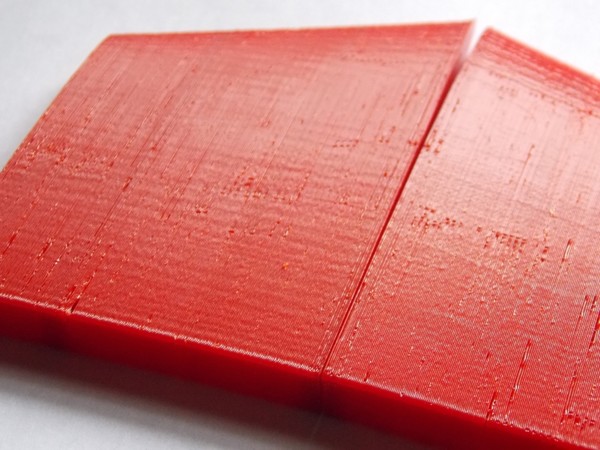
Вот. Причина такого не ровности и рваность слоёв. И ещё, то что к столу части, они, их видно, коромыслом. Это? Большой нагрев стола? Мне соват был, поменять сопло. Сопло есть. Не менял ни разу. Просто интересно, причина если это сопло? Почему так?
Вот. Причина такого не ровности и рваность слоёв.
Не ровность (воблинг) х…я механика и станина + дребезг ремней.
Пропуски 100% сопровождались стуком экструдера просто не справляется он с этой задачей скорость надо понижать.
Фото станка в студию
Сопло есть. Не менял ни разу
И не надо
Там много чего может быть - откалибруйте подачу пластика, температуру какую ставите? Что за пластик? Возможно скорость печати слишком высокая и не справляется экструдер. Я тут тоже боролся со всякими дефектами…
Про то, что отрывает деталь от стола - я это победил увеличив немного температуру стола, плюс мазал зеркало, на котором печатаю, ПВА-М (канцелярский клей), плюс нарисовал круги в 1 слой высотой (0,2мм у меня) и ставил их на углы острые - перестало отрывать.
Вот фото - на нём видно, как раз, две детали с разной скоростью напечатанные и круги эти, которые я для усиления печатаю.

Но рецепт тут у каждого будет свой…
И ещё, то что к столу части, они, их видно, коромыслом. Это? Большой нагрев стола?
Нет температурная деформация сверху 240 снизу 80 вот её и корёжит.
методы борьбы почитайте тему хотябы с середины.
И вообще все ответы на ваши вопросы уже есть в этой теме.
Народ можно подумать что некоторые только писать умеют а читать не научились.
всё есть в этой теме и многих других ресурсах чего дубли плодить.
Возможно скорость печати слишком высокая и не справляется экструдер.
Ок. Буду пробовать по потихонечку. Спасибо!
Если скорость понизить, чтобы слой пластика успевал лучше остыть ДО того, как на него будет намазываться следующий - никаких таких деформаций нет.
Деформация - это если время слоя мало (допустим ниже 15с) и-или если температура экструзии слишком высока.
Деформация - это если время слоя мало
Если АБС от фдпласт то это на тонкостеных деталях их “фирменная фишка”
и-или если температура экструзии слишком высока.
Не совсем так.
сверху 200-250 снизу 80-100 а по середине Т окружающего воздуха вот деталь начинает корёжить но не сразу а когда высоту наберёт
А у меня есть мечта сделать модель американского челнока.
Ускорители будут твёрдотопливные, в помощь к ним на старте будут импеллеры шаттла.
На старте стабилизацией полёта будет управлять шаттл, то есть импеллнры и рули.
Отделение хотелось бы автоматизировать.
После отделения челнока возможно перевод его на ручное управление.
Планирование и посадка в ручном режиме. Может даже недлительный полёт его на импеллерах.
Спуск блока ускорителей и бака на парашюте.
Ускорители функциональные, бак - имитация.