Модели из 3D принтера

Но как бы невидимого.И слои видны,когда в полоске прокрутки
Скрин в студию
Внизу справа уберите галочку - Single Line Only, перезагрузите объект и все будет нормально.
Да.Всё стало видно.Но странно ещё вот.Во вкладке Суппорт,ставлю галочку в Генерате Суппорт Материал.Что бы значит окантовка первого слоя вокруг обьекта была.Всё вроде нормально.Заданы параметры верно.Но после слайсинга обьект без окантовки.Хотя по первости,оно получалось.
на Сопутке ХИПС
не рекомендую
А как например такой ? PETG
хороший
и попробуйте SBS
SBS
Куплен СБС. С Сопутки. 1 Кг прозрачного. Пока не пробован.Как бы не уверен,что он подходит для именно самолётной темы.
Да.Всё стало видно.Но странно ещё вот.Во вкладке Суппорт,ставлю галочку в Генерате Суппорт Материал.Что бы значит окантовка первого слоя вокруг обьекта была.Всё вроде нормально.Заданы параметры верно.Но после слайсинга обьект без окантовки.Хотя по первости,оно получалось.
Не то крутите!
Support - это поддержка.
А окантовка (юбка) это третья закладка - "Additions”.
Далее в раздел “Use Skirt/Brim”
“Юбка” (Skirt) это контур, который печатается самым первым вокруг модели, это помогает очистить сопло экструдера от лишнего пластика и мусора, а также дает немного времени для внесения каких-либо коррективов в параметры печати, таких как скорость печати или скорость подачи филамента.
“Skirt Extruder” - выбор экструдера, которым будет производиться печать “Юбки” (Skirt)
“Skirt Layers” - Количество печатаемых слоев “Юбки”. Если в качестве параметра указать более чем один слой “, то во время печати можно создавать стену вокруг печатаемого объекта, которая будет защищать модель от “сквозняков” предотвращая деламинацию при печати пластиками с большим коэффициентом усадки.
“Skirt Offset from part” - дистанция на которой печатается “Юбка” от модели.
“Skirt Outlines” - количество печатаемых периметров “Юбки”
Думаю дальше разберетесь!
дальше разберетесь!
Да.Помаленьку всё запоминаю.Спасибо.) В тему нашёл ещё по Симплифаю. Очень душевно рассказывает человек.И доходчиво.
для именно самолётной темы.
изготовил Р-47 с шасси, всё норм
Как бы не уверен,что он подходит для именно самолётной темы.
Он ближе к резине.
изготовил Р-47
Попробую конечно.) Так то интересно. Просто почитал отзывы.Сам пруток помацал,(извиняюсь за специфическое жаргонное слово).Ну да,эластичный весьма.Как себя проявит,посмотрим…
Пишут,якобы СБС не требует дополнительного адгезионного покрытия на стекло.На сухую и чистую поверхность сам по себе идеально ложится.Ну не знаю.Кто с ним работал,тот более в курсе.
Пока поверхности не было - без спец. мер СБС также на стол НЕ лип. Печатался на слой ацетонового лака.
Печатался на слой ацетонового лака.
В общем печатается на слой наверное любого лака
очень чувствителен к расстоянию между зубчаткой и входом. Как на нём печатать не с экструдером через боуден не представляю.
Так то интересно.
Чуть раньше человек писал про … с резиной тут будет нечто похожее.
Пока поверхности не было…
Аоександр, где вы её купили? На flex3d их никогда нет в наличии. Я уже прям хочу попробовать и никак…
Всё!
Еду на лётные испытания Цессны!
Еду один, с ребёнком. Попробуем конечно снять всё происходящее… 😃
Выношу на общее обозрение и мнение решения проблемы. Сколько людей столько и мнений, но во множестве решений рождается истина.
Так вот. Отпечатал для начала колёса, получилось. Евгений Кузнецов я их на бочок положил. 😃 Отпечатал детали мотора, тоже всё отлично, весь моторчик. Ну вот решил попробовать с фюзеляжа. Первое что загрузилось это хвостик. 😃 И вот что вышло.
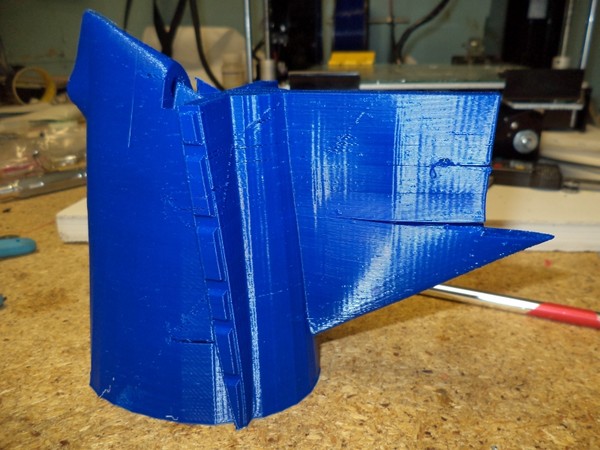
Печать идут не равномерная. Хотя местами вроде и не чего. Но вот местами, просто ужас!!
Прямо дыры насквозь
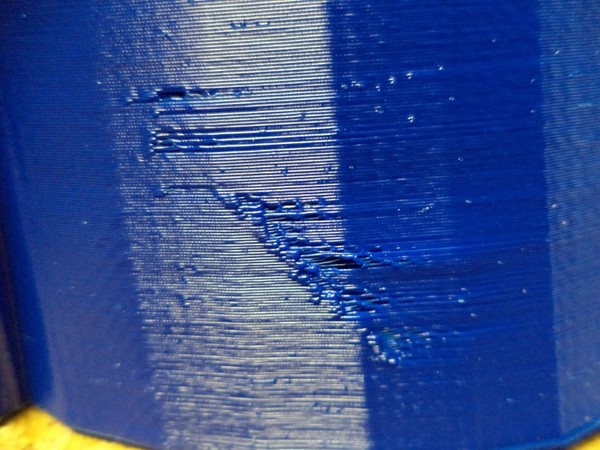
Вот в этой фото
видно как всё вроде печатает нормально, и вот под коней конусной части начинается… Так же видно что выше начинает ужимать пластик, я не стал останавливать решил допечатать. Водно как он утянут во внутрь, а вот конечная плоскость ровная
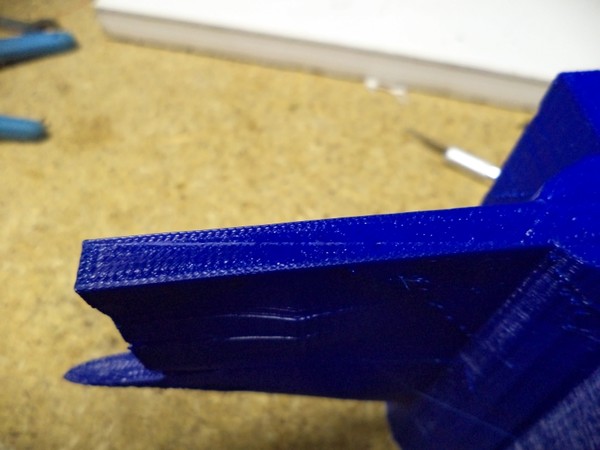
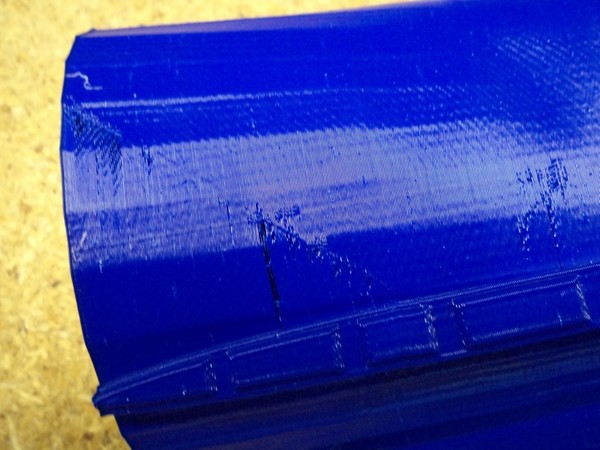
И вот почему такой не склей? Видно как попросту порвало деталь.
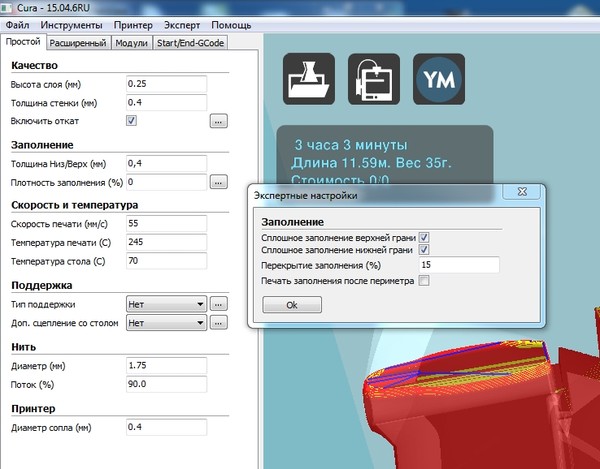
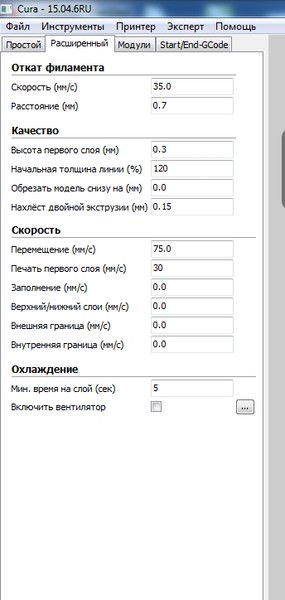
настройки при печати вот.
Что не так? Ругайте и критикуйте, главное что бы найти решение. 😃 Хотя так конструкция крепкая.
мнение решения проблемы.
Не знаю решит ли это проблему но хуже точно не будет.
1 высота слоя не должна превышать 50% от диаметра сопла
2 толщина стенки при сопле 04 обычно где-то 045-05 (я на своих иногда ставлю у оболочки 07 таки печатает 07)
ЗЫ
всё это описано в куче статей в сети встречал даже видео с подробным описанием настроек.
ЧТО ТАК СЛОЖНО ПОЧИТАТЬ ИЛИ ПОСМОТРЕТЬ, а уж потом мучить станок и переводить пластик.
Что не так? Ругайте и критикуйте, главное что бы найти решение. 😃 Хотя так конструкция крепкая.
Первая проблема которая у Вас видна в установках и Евгений выше, правильно заметил - толщина слоя. Эта проблема (если не ошибаюсь) обсуждалась уже давно на форуме 3DLabprint. Толщина слоя у Вас выставлена - 0,25 - это неправильно, она должна быть 0,2 мм. И именно это скорее всего основная проблема у Вас.
И соглашусь с Евгением, толщина стенки должна быть 0,45 мм.
Не знаю каким Вы пластиком печатаете - уточните. Возможно стоит снизить температуру сопла.
Не знаю каким Вы пластиком печатаете - уточните. Возможно стоит снизить температуру сопла.
Если ПЛА и термистор правильно откалиброван то да скорее всего надо понизить причём градусов на 20.
Если АБС то такую деталь всё одно порвёт как ни настраивай надо внутренности другие рисовать
Не знаю каким Вы пластиком печатаете - уточните. Возможно стоит снизить температуру сопла.
АБС
Ура!
Я облетал Цессну!!!
Сперва никак не мог взлететь. Трава высоковата (подумал я сперва)! 😃
Потом понял, у меня элеватор в инверсии был. Я ручку на себя, а он носом в траву зарывается.
Исправил!
Взлетел! 😃
ОНО летает!!! 😃
Про посадку расскажу позже!
Сейчас о проблемах пластика PLA, которым я печатал.
Он трескается и лопается.