Доработка 4-х тактника Атлант-48

Не прошло и трёх часов!
Не 14, но и не 9, страшновато было пропилить лишнюю дырку, так всё близко (колодец свечи и шпилька), но всё обошлось и это к лучшему!
Чуть подправить и будет огонь!😃
Чуть подправить и будет огонь!
Не думаю, размер клапана маловат для такой кубатуры. Будет несколько лучше, но похоже диаметр клапана такой же как на 48-м?
размер клапана маловат для такой кубатуры
Хе, так это и есть 48й, только номер 2, до меня заводили но настроить не получилось, проблему нашёл, устранил, жду погоды.
Вы подумали 60?
Да, ведь Александр писал про 60-й.
А там распредвал один в один как 48ом, если я заметил что мне не хватает хода, то там тем более будет мало.
Распредвал на обоих моторах надо переделывать. Может Александр возьмет за образец Саитовский, зачем опять велосипед изобретать.
Распредвал на обоих моторах надо переделывать
Да это так. надо найти человека который нарисует в 3D чтоб засунуть его в чпу. есть не мало кантор каторые занимаются фрезеровкой/шлифовкой по 3D чертежам, я нашел в Киеве кантору но вопрос цена? …com.ua/изготовление-деталей-по-вашему-заказу/#!pr…[gallery2]/0/
Если это 100$ то я буду летать стем что есть.
Что-то мне резьба не нравится, или мне показалось?
Что-то мне резьба не нравится, или мне показалось?
Резьбу в топку, только фланец нормально работает. На впуске резьба была, по ней передавалось тепло от головы на впускной патрубок, плюс подсасывало воздух, раскручивалось, была всё время в масле, фланец убрал все недостатки в комплексе и стало компактно, удобно, герметично.
Каналы подровнял теперь всё красиво и дышать будет по легче, теперь самое узкое место на впуске 12.6мм это уже не 9мм как было ранее. В общем оборотов 200_300 должно прибавить если нечего больше не менять.
В общем оборотов 200_300 должно прибавить если нечего больше не менять.
Еще полезно было бы патрубок впускной из Г-образного более гладким - по радиусу - сделать.
Долго искал кто в Москве может косяк в шатуне исправить, не нашел… Плюнул, решил сам попробовать с использованием подручных средств. Станок Проксон, фреза VHM от Stock из Берлина, обороты 5.000 1/мин. Ну и очень медленно, с подачей по 5 соток - десятке, расточил. Потом пастой для притирке клапанов дотер - получилось вот так…
Теперь думаю что лучше - бронзовую втулку ставить или таки иголки поставить. Для иголок мотыль слишком короткий - 10мм, короче ширины нижнего уха шатуна. Если иголки ставить, мотыль надо удлинить, возможно за счет толщины щеки.
Плюнул, решил сам попробовать с использованием подручных средств.
Как там говорится в фильме про астерикса - среди великих должен быть кто то плохой.
Видать им то я и буду.
Только по причине что в отличии от зевак я не буду кричать БРАВО и ТАК держать.
Тут видать клуб по интересам на тему как поломать мотор Калашникова.
Почему такое мнение, только потому на каком оборудовании и как вы это сделали.
Я понимаю что все пипец грамотной россии и читать книжки никого не заставишь даже под дулом автомата.
Как вы сделали контроль соосности расточки втулок шатуна .
Эта операция (расточка) делается даже на спец оборудовании с одной двух установок и не на глазок.
Дальше делительная головка проксон - она не имеет ни одного элемента в своей конструкции что бы обеспечитьточность выше 0,2мм .
Вы попробуйте на этой головке сделать 5 гранную гайку - у вас все грани разбегутся по своему размеру ( именно 5 граней) .
Только потому что патрон головки сам по себе играет на люфтах вверх 0,5мм и по оси столь ко же.
Дальше при установке шатуна как в патрон вы каким образом контролировали соосность.
После этого вы хотите сказать что сделали качественнее чем Калашников на спец оборудовании.
Так детали моторов никто не делает.
Вы вконец спортили шатун.
Для того что бы сделать шатун в кустарных условиях отталкиваются от базовой поверхности , только что бы получить соосность верхней и нижней головки шатуна .
Повторно можно расточить с долгим выставлением только на том на чем вы его растачивали при определенных условиях.
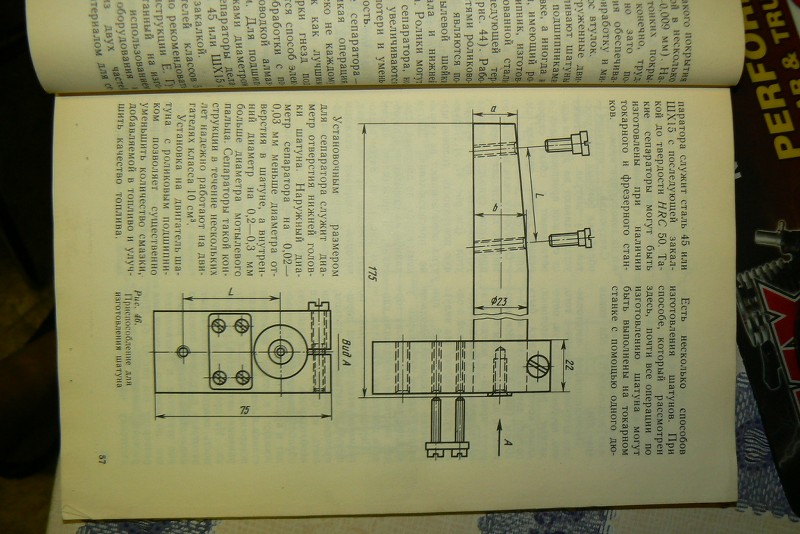
Приспособы разные вот пример двух -
И более менее хорошо если нижняя и верхняя головка одинаковой ширины и не имеет смещения.
А если подобный
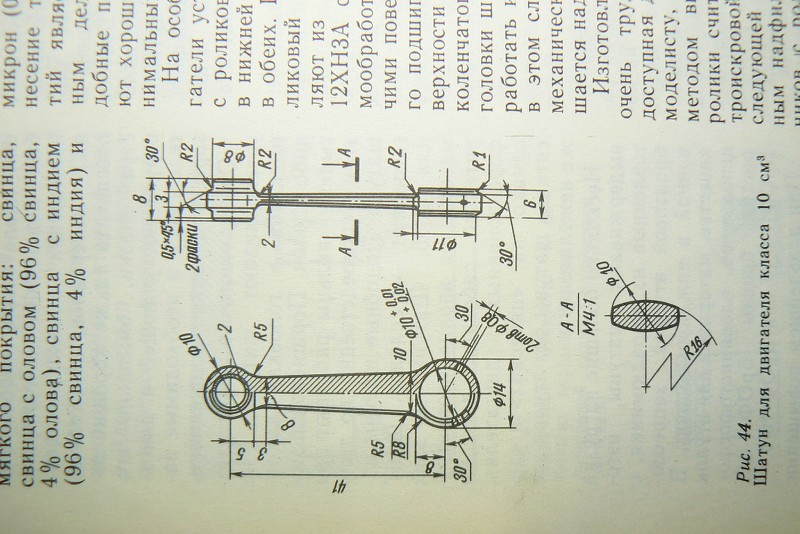
Где верхняя головка 8мм , а нижняя 6мм и не дай бог сделанно специально смещение втулок относительно продольной оси .
Даже в тех приспособах повторно выставить для расточки шатун будет более чем не реально.
Если коленвал при определенных условиях можно было спасти .
Шатун спасти уже не удастся.
Есть в механнике такие вещи которые растачиваются один раз с одной установки, либо под строгим точным контролем и которые не подлежат ремонту, так как не возможно выполнить точность операции.
Здесь примерно то же самое.
И контроль именно соосности шатуна и тем более который уже работал трудоемок по причине что даже напровляющие выточенные с очень высокой чистотой поверхности , сядут для контроля точно - вероятность всего 30 -40% .
будет очень большой разбег.
Более менее точно можно сделать контроль на современном дорогущем лазерном оборудовании , который гарантированно может поймать 0.0005мм.
Но я сомневаюсь что какое то предприятие в раше раскошелилось на покупку такого оборудования.
----------------------------------------
Можете помидорами, арбузами кидаться - что угодно в мой адрес говорить.
Кто то должен сказать правду …
Шатун вы не вылечили и лучше он не стал .
с использованием подручных средств
Кошмар , так не делают , вашим станком можно сделать но не так .
Шатун вы не вылечили и лучше он не стал .
Шатун лучше стал, после того как мне его криво расточили - это было основной причиной поломки игольчатого подшипника.
Ваши рассуждения в теории правильные, но в конкретной ситуации - ширина “ушей” одинаковая, поэтому проблем с базированием нет, относительно плоскости нижнего “уха”. Непараллельность плоскостей стола у Проксона конечно есть, но на диаметре отверстия она ничтожно мала. Биение оси головки тоже есть, но поскольку фреза обкатывается по кругу особо это не влияет. Овальность отверстия получилась менее 0.01мм. Для запрессовки бронзовой втулки и последующей расточки под мотыль точность вполне приемлемая.
Основная здесь проблема - мотыль слишком короткий.
вашим станком можно сделать но не так .
Ну хорошо, если Вы знаете лучший способ, скажите. Еще 2 десятки до диаметра 14мм под игольчатый подшипник есть…
Тут видать клуб по интересам на тему как поломать мотор Калашникова.
Неверное суждение - мотор Калашникова ломается сам при обычной работе и достаточно быстро. Сделанные доработки (да, достаточно кустарно, на неприспособленном оборудовании) следуют теории доводки ДВС. И результат таких доработок положительный. Ну а то, что сегодня крайне трудно найти грамотного токаря, да еще при работающем должным образом станке и инструменте (я уж не говорю о стоимости работ) - думаю знают все. Если бы Александр прислушивался к опыту австрияков, например, и помогал, дело шло бы быстрее. Косяков то в моторе, с точки зрения конструкции, достаточно…
Вы попробуйте на этой головке сделать 5 гранную гайку - у вас все грани разбегутся по своему размеру ( именно 5 граней) .
Эта головка мне нужна просто чтобы крутить шатун - ни 5 ни 7 граней мне не нужны, более того, я что-то не видел 5-гранных гаек, наверное отстал от жизни.
Еще 2 десятки до диаметра 14мм
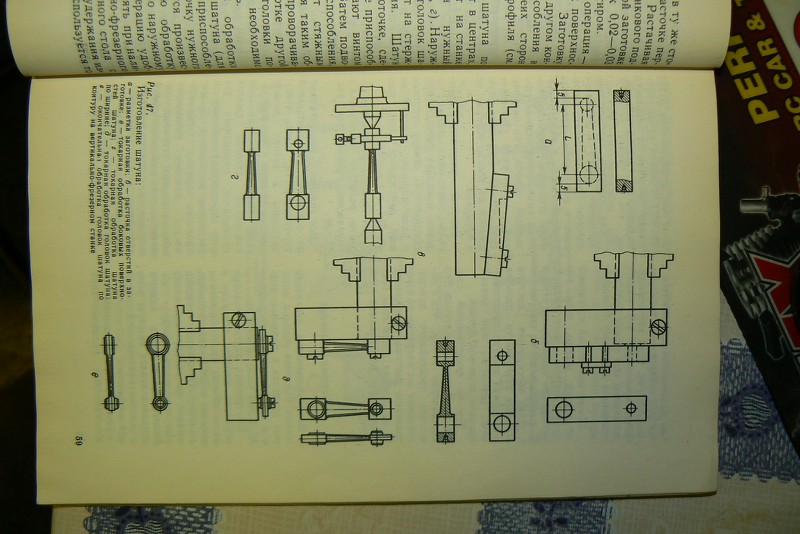
Сделайте вертикальную базу для верхней головки шатуна на токарном за одну установку , площадка с торчащим штырем . Базу к станине , на нее оденьте шатун , вторая база под нижнюю . шайба с дыркой , прижмите все струбцинами \ если нижнюю при зажиме крутит выровняйте подкладками . Сделайте расточную головку к станку . А лучше общая база и пилите две головы сразу , отпустите головы и заточите под иголки с наружной обоймой . Если не будет параллельности в двух плоскостях , подшипники размолотит .Шатун можно рихтовать если кривизна не пол метра , для проверки параллельности нужно два шлифованных штыря по диаметру нижней и верхней голов . Как не крути одним вашим станком не обойтись .
Тут видать клуб по интересам на тему как поломать мотор Калашникова.
Ну типа да, но у меня пока не получилось сломать…
Иван вам проще сделать шатун с нуля, чем пытаться чинить старый.
Кованный шатун ( паковка ) прижимается один раз и поочередно растачивается и шлифуется с одной установки.
После снятия шатуна , повторно поймать осевые не реально .
Счет идет на тысячные .
Делилку от проксона нельзя использовать для этих целей вообще.
------------------------------------------------------------------------------
Либо как выше сказали протачивать обе головы либо шатун в помойку если вы так уверенны в том что он бракованный.
Это очень ответственная деталь .
Ладно на втулках там еще можно как то покривить душой и втулку разобьет - будет не идеал но кое как будет работать.
Сможете ли вы сделать на проксоне шатун с нуля .
Сможете и даже вам делилка поможет ободрать наружные поверхности.
вам нужно сделать две расточных головки типа такой конструкции
каждая под диаметр отверстия нижней и верхней головки шатуна.

Причем сложность это настроить их под нужный размер.
так как я невстречал подобных под нужный диаметр -

Микро флатеры вы настроили .
Дальше на станине крепите пластину с четырьмя отверстиями где наподобии с фоты вверху планкой прижимаете заготовку .
Только вам нужно пластину на которой вы будете обрабатывать будущий шатун профрезеровать и сделать прилив под среднюю часть щатуна и на которую вы будете прижимать заготовку.
второй вариант без прилива просто ровно фрезерованная и прижимается пластина тоже фрезерованная хоть с одной стороны.
Дальше вам вам нужно определиться какой шатун будет стальной или алюминевый.
В алюминевый вам нужны подши типа немецких Инна с обоймой .
Проточив с небольшим запасом на шлифовку ( порядка 0,02 -0,03) вы потом флекс хонами шлифуете отверстия и запресовываете подши.
В стальном шатуне гимору больше и вряд ли вы осилите на коленках.
Так как вам сначало нужно продрать дыры с запасом на закалку, обработать с наружи весь шатун, потом термообработать , потом шлифовать. отверстия с одной установки и там флексы уже не дадут нужной геометрии.
Короче я даже не знаю как в условиях дома оптимально изготовить стальной шатун без оборудования.
-------------------------------------------
Просто процесс изготовления стального шатуна требует много операций.
Паковку обрабатывают дробленкой - молотят стальными шариками для нагартовки.
Предварительно растачивают.
Потом термообрабатывают по полной программе.
Меднение опускаю так как не обязательно.
На выходе вы должны получить твердость оптимальную для работы игл - это приличная твердость.
Китайцы хитрят и их шатуны мягкие.
И вот после этого шатун ставится и с одной установки какое бы положение он не занял шлифуют .
Поэтому часто кажется что визуально головка завалена , но реально она расточена параллельно и соосно другой .
Просто паковка легла немного не ровно - но расточка правильная.
-----------------------------------------
Соосность расточки можно с относительной точностью проверить двумя разжимными оправками с большой длинной в вашем случае примерно 200мм. установив в каждую шейку.
и потом замерив межцентровое растояние.
наподобии как здесь для поршня
Но это только на завал отверстий , а если они пошли винтом ( разошлись в разные стороны ) я даже и не знаю.
Две шлифованных длинных плиты строго параллельных .
Короче гимор еще тот.
Но даже шлифованные с очень качественной чистотой разжимные оправки не всегда встают точно .
---------------------------------------
Короче самое простое сделать алюминевый шатун с запрессованными игольчатыми подшами.
И легкий будет и вы сможете с минимальными проблемами его сделать.
----------------------------
Если бы все было так просто как вам кажется .
Вы что думаете я бы покупал моторы .
Зачем неделю мотор один состряпал, другую неделю другой.
Зачем деньги тратить , когда сам понакуролесил.
Ну типа да, но у меня пока не получилось сломать…
Это скажет мотор после наработки хотя бы в 40 часов.
Пара видюшек как растачиваются паковки шатуна
Общепринятый способ с одной установки -
И есть в природе такое оборудование где выставляется по призме -
На самое качественное на подобном оборудовании ( и все категорично с одной установки)
Есть вариант сарайного изготовления , но если у вас такая цель то …
там три мультика из этой серии .
После этого увиденного надеюсь вы поняли что пытались сделать и главное на чем , на делилке проксона - жуть.
В ней гайку ровно не сделаешь если даже сильно захочешь ни грани ни ось не поймать физически не возможно.
Коллеги, я конечно не токарь/фрезеровщик/шлифовщик и пр. подобное, но как делают шатуны представляю. К тому же зачем приводить в пример процесс изготовления поршней ф1000мм и шатунов длиной 2 метра для корабельных моторов - к нашим размерам этот техпроцесс отношения не имеет. Фирмы, которые охотно занимаются ремонтом моторов (“Механика” например) и делают практически все описанные вами операции, за расточку/шлифовку отверстий ф8 - ф14 не берутся. Да и за шлифовку гильз диаметром менее 60мм тоже.
Короче я даже не знаю как в условиях дома оптимально изготовить стальной шатун без оборудования.
Это ключевая фраза, правда не совсем без оборудования, если конечно Проксон таковым не считать.
Как не крути одним вашим станком не обойтись .
Еще одна ключевая фраза, к тому же я уже упоминал - ну нет у меня токарного станка. Хотя процесс Вами описанный понятен, спасибо.
так как я невстречал подобных под нужный диаметр -
Где такой инструмент для размера от ф8 до ф16 приобрести можно?
Это скажет мотор после наработки хотя бы в 40 часов.
К сожалению и в штатном состоянии 40 часов Атлант, как показывает опыт, в режиме максимального газа не проработает…
Коллеги, все же у меня так и остался вопрос - при наличии того оборудования, что у меня на сегодня есть, стоит ли пытаться доделать шатун до состояния под иголки (верхнее ухо 8х11х12, нижнее 10х14х12 с запрессовкой втулки на мотыль нужного диаметра) или просто перейти на бронзовые втулки 9х14 низ и 8х10 верх (убрав конусность и сделав отверстия для смазки там, где положено)? Правда для расточки отверстий все равно кого-то искать прийдется.
Это скажет мотор после наработки хотя бы в 40 часов.
Это говорит мотор который 6 лет насилуют, вставляют в землю, пилят ,опять вставляют, и хочу подметить все детали родные. И наработал он не мало. Лично я зимой 10 часов сделал.
Правда для расточки отверстий все равно кого-то искать придется.
Лучше чем производитель данного экземпляра сделать не сможет, а если сможет то это единичный случай и на него надо попасть. Закажите у Александра стандартный шатун. И отправте ему вал чтоб он перепресовал мотыль и поставил стандартный наборной подшипник.
или просто перейти на бронзовые втулки
От втулок отказались ещё много лет назад на 45ой версии, как показала практика быстро изнашивается.
просто перейти на бронзовые втулки 9х14 низ и 8х10 верх (убрав конусность и сделав отверстия для смазки там, где положено)? Правда для расточки отверстий все равно кого-то искать прийдется.
Шатун на втулках ходит меньше чем на иголках, да и нагрузки держит хуже. Судомоделисты не зря переделывали МДСы именно на игольчатые подшипники. НО, шатун на втулках проще сделать и, если правильно подобрать пару трения, то можно обойтись лишь периодической заменой шатунов, там где один шатун изготавливать - не сложно и десяток нашлепать. Однако, все равно, нужен токарный станок, и на координатке сверлить, а в нужный размер шейки вгонять заказными развертками, т.е. еще два инструмента делать, или четыре, включая сверла.
Закажите у Александра стандартный шатун. И отправте ему вал чтоб он перепресовал мотыль и поставил стандартный наборной подшипник.
С удовольствием это бы сделал, но на мои письма Александру ответа нет…
В том валу что у меня, мотыль похоже не запрессован, а сделан вместе со щекой из одного куска, не уверен что этот родной вал удастся переделать. Заодно бы еще новый распредвал с Саитовскими кулачками получить в моем варианте…
Правда, похоже это все мечты - делать прийдется самому.