Proxxon FF230

И ещё, использовал фрезу на 8 мм
Фрез вам прийдется понабрать разных от 1 мм до максимума.
Так же потом когда подойдете то поймете как использовать расточную головку -
От подобных флаеров

www.micromark.com/micro-fly-cutter,9738.html

И может сможите подобрать под свой станок такую более совершенную

littlemachineshop.com/products/product_view.php?Pr…
К этому сами подойдете постепенно.
Сделаете подобные оправки под дисковые фрезы -

Постепенно вы начнете в голове прорабатывать возможные варианты изготовления детали.
И найдете предпочтение инструменту на котором вам будет удобнее делать операции.
-------------------
По фрезам - очень понравились при работе с алюминием твердосплавные проксоновские фрезы
от 1мм до 3мм - на них не залипает алюминий , что не мало важно когда обработка ведется без подачи жидкости на инструмент .
Поверхность получается хорошего качества.
Но они очень хрупкие , поэтому лучше ими работать когда устраните максимально возможные причины резонанса.
Для стали неплохи наши твердосплавы .
HSS тоже неплох ( стальные ) к примеру для бронзы.
Короче фрезы нужны разные , и большие и малые .
Со временем встанет вопрос заточки фрез - я пока его не закрыл , правлю руками , но нужно приспособу делать.
Можно просто приспособу к точилу .
А вот один дядька пошел дальше и сделал такой почти фрезерный станок -

Вещь обалденная , так как он на этом станочке не только фрезы правит , но и после фрезеровки шлифует шестерни , распредвалы для модельных ДВС

Почти фрезерный станок.
Надо вам или нет так глубоко входить в тему - ???
Но процесс интересный , поэтому и агитировал если есть возможность , то лучше изночально купить хорошее , что бы больше заниматься работой а не изобретением уже готового.
Книжку скачайте с чипмейкера , в библиотеке она там лежит .
Дерзайте , удачи…
Сделал заказ к англичан!) доставка правда вышла в оочень кругл сумму… 180 фунтов!!! За три позиции. Не знаю правда сколько всё это добро вместе весит.
Мне у них покупать тоже не нравится.
Почта обычно Рояль Майл - идет без трекинга , но идет быстро.
Доставка дорогая, пакетик весом 50 грамм мне обходился в 30 фунтов …
Но иногда альтернатив нет.
У меня по ходу килограмм 10, не меньше)))
Я не вкурсе что купили - приедет может похвастаетесь .
Но так примерно на вскидку - головка килограмма 2 , тиски столько же .
Упаковка может тяжелая - фанерные ящички.
Если вдруг решились на трех осевые тисочки - те вытянут под три кило.
-------------
Короче приедет все увидите.
www.rdgtools.co.uk/acatalog/info-VMV15.html
www.rdgtools.co.uk/acatalog/info_2042.html
Вот, двое тисочков таких и головку.
Всё вместе в любом случае килограмм 6 будет)
Когда приедет обязательно похвастаюсь)))
Интересно к прецизионным тисочкам такое крепление положили или нет -
Ну если что сами сделаете - можно сделать вам будет даже без токарного станка.
Небольшие дополнения по ходу эксплуатации станочка. Сегодня работал с алюминием, но не с тисками, а прямо на столе, используя ступенчатые зажимы. Так вот, выяснилось что станок практически идеален))) то есть, если не используешь тиски, то работа идёт с минимальным поднятием головы, так вот, при минимальном поднятии практически нет резонансов, можно даже сказать что совсем нет. Работать одно удовольствие!!! То есть Евгений абсолютно правильно говорил что от трубы всё зло) в свете этого стал задумываться, как бы эту трубу усилить, может её свинцом залить???
Вы присмотритесь , может вам поможит такая вещь ( она вам иногда будет нужна , не часто но помощница )

У меня в магазинах такая магнитная стойка стоит около 1600рублей с индикатором.
Вам нужно зафиксировать индикатор и проверить саму стойку - отгибается она под давлением или нет.
Это лучше будет видно на конце трубы , когда идет давление на шпиндель.
В чем смысл - вам нужно убедиться что у вас - эфект резонанса или люфт в полозе шпинделя или сама труба отгибается.
Как народ жаловался - овальность отверстия создает люфты.
Если зажать - вроде бы шпиндель заклинился - но отверстие геометрически не круглое.
Можно еще опредилиться обильно смазав маслом и смотря на место между трубой и отверстием при нажиме на головку шпинделя увидеть масло выдавливается или нет . Если масло выдавливается = есть зазор , из-за которого будет дробленка.
Может труба в станине люфтит ?
Заливать свинцом , резонанс уберет , а вот жесткость не прибавит.
В мск. можно найти где выточат и шлифанут вам новую круглую стойку из цельной железяки.
При желании можно и каленую сделать.
-------------------------------------
Короче нужно найти где растут ноги трабла.
Да из нужностей …
В каждом городе есть магазины в которых есть вещи которые вам будут полезны.
Первое такой индикатор -

Их когда то делали в ссср и стоят они не дорого ( сейчас такие не делают) по сравнению с импортными.
Он полезен когда нужно выставить параллельность какой то детали относительно столика или осей X,Y,Z.
Конец зажимаете в цангу шпинделя и прогоняете деталь закрепленную на столе уперев поводок в плоскость детали - вы наглядно видите насколько не точна установка обрабатываемой детали.
Ну индикаторная головка , особенно с магнитной стойкой -

Жалко что только проксон алюминиевый и магнитная стойка там условный помощник.
Поможет найти проверить горизонтальные плоскости и куча всего .
Вот такой прибомбас -


Такая магнитная прибомбасина удобна когда нужно отцентроваться относительно отверстия .
Может заменить самый первый индикатор когда центруешь фрезу относительно какой то грани .
-----------------------------------------------------
Мелочи которые дают удобство, так как если их нет чаще всего приходиться выставлять на глаз или методом проб и исключений.
Евгений! Спасибо огромное! Ваши комментарии всегда действительно очень помогают))) Самая нижняя прибамбасина у меня уже есть, я купил проксоновскую когда станок покупал. Пока не пользовался, необходимости ещё не было.
А вот индикатор с магнитной стойкой похоже действительно нужная вещь, обязательно себе такой заведу.
И ещё, конкретно этот Проксон совсем не алюминиевый, а очень даже чугуниевый. В нём всё стальное, ручки только алюминиевые на столике, так что стойка магнитная очень даже пригодится. Кстати ручки подачи хотя и алюминиевые, но всё-же не пачкают руки, видимо сплав какой.
Всё еще ожидаю посылку с добром от англичан, они отправили роял мэйл, и даже с трэкингом, но попало в самое рождество, груз по трэкингу всё ещё в королевстве)))
По поводу источника резонанса, проверю всё по Вашим рекомендациям, но по моим наблюдениям это всё же труба, потому как явно видна зависимость, чем ниже тем меньше резонанса. При работе на уровне столика резонанса нет совсем. Место крепления трубы к станине не вызывает подозрений, крепится очень жёстко. Кстати еще можно придумать вариант паралельно трубе закрепить жёсткую стойку, нижнюю часть к станине, а верхнюю к верхней части трубы. Наверняка можно будет таким образом побороть резонансы.
Как то примерно так как набросал на рисунке. Соответственно желтым отмечены новые детали. нижнюю части можно из сантиметровой толщины плиты алюминиевой отфрезеровать, у меня есть кусок))) Вертикальную стойку подобрать из профиля наподобии того что в семидесятом проксоне.
Вы бы фотки повесили со всех сторон на станок .
Я только смог что кое где почитать отзывы когда стоял выбор моего мелкого фрезера.
Да и невнятные фоты с инета.
Сейчас стою перед будущим выбором , вот мне просто соорентироваться насколько все плохо или хорошо.
Смогу ли бодаться с бедами 230 машинки.
А так как в живую пощупать негде - в Красноярске все отказались от проксона.
То покупки в слепую , через интернет.
Поэтому хочется несколько раз обдумать прежде чем покупать.
---------------
Да спросил у своего одноклассника живущего в Москве как рынок называется где обитают станочники , инструментальщики и пр…
Рынок - Москворецкий …
Он сам моделист и в станках и инструменте пока учился в МАИ да и по жизни понимает толк ( В МАИ в те года моторы делали пачками).
Так вот когда я приехал к нему в гости, он меня выгонял в 6 утра скататься на тот рынок .
Но я пока был в командировке в Горьком , так сильно грипанул , что меня кошмарно штормило от температуры и не поехал.
Так он говорит там можно найти все и при определенных ситуациях найти людей которые вам помогут полечить Проксона.
-----------------------
То что станок с чугуния - это очень замечательно.
Магнитную стойку на столик и щупом в стойку и рукой положив кулаком руку на столик и большим пальцем в шпиндель упритесь .
Потом шуп в корпус головки шпинделя .
Увидите кто больше отклоняется.
Просто когда приедут хахоряшки , вы будете работать на предельно поднятой головке шпинделя.
Вот если есть проблемы , там вам они будут комом в горле.
Фотки со всех сторон, и вообще детальные фотки постараюсь вечером выложить. На самом деле, по впечатлениям от станка могу сказать что нравиццо очень) Понятно что большой и тяжёлый станок был бы лучше, но этим можно прекрасно и без особых ограничений работать дома. А из косяков для меня только резонансы, но на самом деле в том виде в котором они есть, работать не так чтобы особо сильно мешают, да, с большими диаметрами фрез лучше работать на уровне стола, и пользоваться ступенчатыми зажимами, ну а если повыше, то до 6 мм диаметра фрезы тоже нормально. Будет сильно раздражать, попробую сколхозить параллельную стойку как на схеме)))
Вам по месту виднее , но пристройки не решать проблему - это не монолит и поэтому все очень относительно.
Пробуйте саму трубу подменить . Трубы имеют эффект резонанса сами по себе приличный.
Залить свинцом ну как вариант .
А так сделать новую.
После того как своего малыша перетрес подарив ему БК мотор и ременную передачу , правильные цанги ER-8 , я работаю 5мм фрезами ( это предел для моих цанг) . Иногда долго , но нормально.
Сейчас станок работает тихо нет свинячего визга как раньше.
Буду потихоньку дальше доделывать .
Но увы не хватает мне высоты - 70мм это очень мало.
У вас 230 и размеры не сильно больше моего , ну в два раза .
Для дома это комфортно.
И я смотрю на 230 из-за высоты и поворотного шпинделя.
Стойку тут придется думать , но у меня мыслей пока нет , так как и нет станка.
Но малыша не продам - он останется , такой станок как сейчас у меня точно не купишь.
До полного совершенства еще далеко. Но потихоньку планы которые ставил еще год назад продвигаю.
Осталось поднять стойку увеличив до 100мм высоту.
Потом сделать пультик к станку с ЖКИ для отображения инфы об оборотах , поддержки шаговика на делительную головку , и так еще кое что - ардуина позволяет решать широкие задачи.
----------------------
Главное не опускайте руки видя недостатки , не сегодня так через месяц найдете решение.
А для моделиста иметь маленький станочный парк это второе счастье после иметь интересную модель.
Это своего рода гордость и отдушина .
подарив ему БК мотор и ременную передачу ,
если можно покажите фотки
Евгений! По вашей просьбе выкладываю фотографии нашего “Героя”. Если какие узлы нужно детальнее, говорите.
Тем временем тренируюсь фрезеровать детальки посложнее. На самом деле, чем дальше, тем больше убеждаюсь что модернизация станка возможно и не понадобится. Постепенно приходит понимание как правильно работать, и резонансы и вибрации сами по себе не возникают))) то есть когда для операции более осознанно подбираешь диаметр фрезы, и правильно делаешь подачу, настолько насколько нужно, работа идет практически как по маслу.
Постепенно приходит понимание как правильно работать
У любого механизма есть предел прочности.
У станков тем более.
Т.е. под материал подбираются обороты , подачи , под различные операции.
Некоторые операции приходится исходя из мех. прочности делать не за один проход, а за несколько.
---------------------
Со временем как и писал расширится арсенал приемов.
Когда приедут ваши доп опции с англии у вас расширятся возможности .
К примеру такая деталька легко выполняется с куска без токарного оборудования , на одной делительной головке, без ручной обработки.

Все собрано на резьбах м3 …
Некоторые вещи выполнять можно используя направляющие. Просто центруете на направляющей и прямо руками водите вокруг фрезы.
Т.е. начнете чувствовать метал и пр.
Да для снс подобное не проблема так как для ПК не проблема делать одновременные подачи в различных осях.
Но а как же рученьками дать поработать ?
Тем более качественный снс это довольно приличное фин вложение .
И в мех обработке все работает на уровне вложенных средств.
Вы сейчас вполне понимаете насколько мех обработка металлов, требовательна к жесткости оборудования.
И к примеру китайские варианты за 1500баков, это станки с условными возможностями.
-------
Т.е. когда подойдете в решению что вам нужен снс , навыки работы на этом станке вам пригодятся.
В будущем вам прийдется научиться вычислять поправки на размер фрез и пр.
Так что вполне нормально , процесс идет.
----------------
За фотки спасибо.
Пока мнение в слух не буду высказывать, но проксон накуролесил .
В конструкцию вложили имхо заведомо слабые места которые вам и дают по маленьку резонансные явления.
Труба это не единственная проблема.
--------------------------
если можно покажите фотки
Можно , но пока вариант очень сырой и смысла тему про этот станок не вижу открывать.
Появились некоторые нюансы которые придется попробовать порешать для конечного варианта.
Шпиндель я оставил еще от варианта с ременной передачью но на коллекторном моторе ( родном).
Когда он последний раз у меня пыхнул то и сжег дугой и плату регулятора.
Это и сподвинуло на замену коллекторника ( так бы долго еще решался на конверсию).
Станок пока никазист и выглядит так

Торчат провода и пр.
Регулятор пока в корпусе с мотором , но потом он уедит в другое место.
Так как уложить все проблемно в корпусе , то пришлость сделать вырез по шестерню.

Плата с ардуино живет в стойке.
Я не стал сильно напрягаться на тему создания ПО под станок , а использовав библиотеку серво применил пример использования при помощи переменника . Просто подогнал константы под уверенный запуск регулятора и для оптимальной регулировки оборотов ( ширину импульса управляющего сигнала для регулятора) .
То что модельный регуль просит время для старта , по началу напрягало . Сейчас уже привык.
Когда нужно выключить обороты просто переменник ставлю в ноль . Станок может так стоять хоть сутки , регуль в режиме покоя не греется.

Внутри все собрано так .


Как видите сложного ничего нет.
Все пока без каких то замудренностей.
---------------
Недостатки - мотор 1500KV серии 3536, 350Вт .
Обороты пока получились высокими для оптимального крутящегося момента.
Наблюдается просадка оборотов . Может частично помогут вертолетные регули с режимом гувернера .
Сейчас заказываю другой мотор с 850 KV серии 3840 мощностью 500Вт.
Ожидаю приезд нормальной делительной головки что бы сделать шестерню с меньшим количеством зубьев - что бы увеличить передаточное отношение.
------------------------
Размер мотора больше и регуль прийдется перенести в пульт который надо делать.
Пульт хочу крепить сбоку по типу DRO дисплея.
В нем будет регуль , ардуино , и кнопки управления согласно вложенным в ПО функциям.
Скорее всего буду ставить датчик оборотов , для индикации оборотов и главное для того что бы организовать поддержку стабильности оборотов.
Как видите сложного ничего нет.
Спасибо.
В свое время то же делал из модельного, отработало по сей день, недавно мои товарищ нуждающийся в шпинделе забрал.
Да единственное что дало о себе знать - у регулятора вышибло один фет …
Не знаю может регуль с браком попался, но стоял 40амперный регуль.
При этом ничего не грелось как с коллекторным вариантом - работая иногда без перерыва по 2 часа станок был абсолютно холодным.
Блок питания 60амперный включал вентиляторы только на больших оборотах.
Но на регуле и просадка по оборотам была более чувствительная и в один из моментов потерялась фаза , пищать мотор при запуске регуля стал очень тихо и пр.
Вскрыл - один фет разорвало.
Сейчас поставил 80амперный ( что было под рукой) …
Но станок стал так тихо работать - как вспомню визг который издовал станок на бешенных оборотах.
-------------
Но стремлюсь в отличии от варианта по вашей ссылке к хорошим оборотам ( без глубокой просадки) от 50 …
Мне нужно научить станок расстачивать отверстия .
Расстачивать мелкие картера моторов , различные корпуса редукторов и пр.
------------
На ХК набил уже подходящие варианты , просто жду вдруг китайцы сделают скидку в честь праздников , что бы оформить покупку.
Сейчас кронштейн мотора - стальной уголок 2мм . По приезду новых моторов сделаю фрезерованный, чтобы уменьшить вибрацию мотора.
Все передается на фрезу и страдают поверхности.
Но даже сейчас , чистота поверхности на порядок лучше чем в стоке у проксона.
И главное я отучил станок от пагубной привычки работать только на фрезах Проксона.
До этого он категорично отказывался работать на инородных фрезах.
Стальные на столь диких оборотах сгорали ( особенно на стали).
Китайские твердосплавные ломались как стеклянные , проксоновские работали, но не долго , потихоньку накапливали напряжения и в один из моментов легкое касание к обрабатываемой детали и ломались.
------------------------
Сейчас ляпота , любая концевая фреза работает на комфортном уровне .
Иногда если нет под рукой нужной , затачиваю сверло под фрезу .
Раньше невозможно было работать трех, четырех заходными фрезами .
Сейчас проблем нет.
----------------
Короче станок стал лучше.
Модельные безколлекторники не греются вообще .
Единственное моторы разбираются , нужно пересобирать моторы , так как раскручиваются фиксаторы.
Магниты пока не отлетали.
Подши - пока не сменил еще ни одного подша - главное что бы в них мусор не сыпался ( хоть они и закрытые).
---------------
Не доберусь до фрезеровщика .
Хочу проставку заказать под стойку 35мм , что бы увеличить высоту работы шпинделя.
Короче табуреточный станок очень удачный получился.
Мелочь делать очень удобно , комфортно.
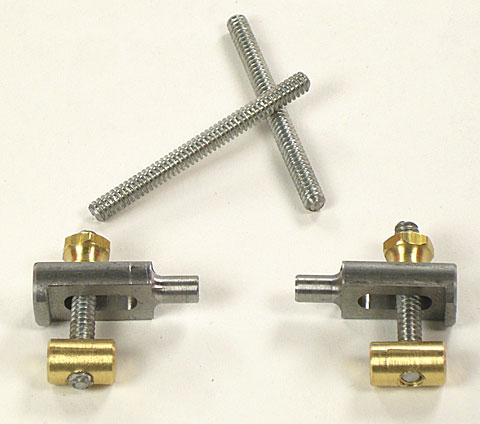
Отдельное маньяческое удовольствие заменять тяжёлые и не очень удобные детальки из пластика или ещё чего, на лёгкие и удобные самовыточенные на фрезере))) Такие получились замочки для съёмных посадочных опор пепелаца. Смысл их не только в том, чтобы стойки держать, но и в том, что при нештатном откручивании например в полёте гайки фиксирующей, опора по прежнему крепко стоит на своём месте. Ну и вообще, от изначального коптера уже мало чего осталось, и легче стал грамм на 300))) Собираюсь мотормаунты выточить, как только придёт головка англицкая, ещё полегчает грамм на 200 точно.
ещё полегчает грамм на 200 точно.
Ищите электрон , он же магний .
Точится он прекрасно , единственное окисляется, но на жизнь модели хватит.