Пробую запускать принтер. Есть вопросы.

сделано больше десятка Prusa i3,
раскажи мне ещё что нибудь про то что через то сделано, самые первые модели которые были сделаны в очень большом количестве , порядка 20 наверное
та фраза была больше риторической и ответной на тему кашпировского, а не вызов мериться опытом, его всегда мало. Много опыта не бывает)
P.S. Хм, все равно почему у Вас БП не тянет стол, запас по току есть, с проводами думаю там все хорошо. Самодельный стол или заводское изготовление? Может режим управления сменить?
я не решаю пока эту проблемму, мне ABS не нужен, суть в том что любой стол при повышении температуры, требует больше на времeни на каждый градус, и чем выше температура тем больше времени надо для дальнейшего поднятия температуры. мой стол нагревается до 80 градусов в премлимое время, затем подьём температуры идёт очень медленно, теплоотдача то увеличивается и доходя до 98 (предел) температура стоит и подогреваеся ну скажем нормально, больше можно достичь изменив значение в тех строках которые следят за температурой, но стол тогда будет греться нуи скажен 1 час, оно мне не надо, надо будет, рядом поставлю ещё один блок на 12В и запитаю стол от 24в хотя он расчитан на 12в, будет влёт на 100° уходить
Самодельный стол или заводское изготовление?

у Вас все что нужно прописано и отлажено. И ошибки или проблемы другого рода.
Максим, я же написал, стандартные настройки в Марлин и всё, больше там делать нечего для начала, остальное всё в Slicer-e, соот. совет был дан, как поступать, решает сам ТС
Батон, вы знаете, дело наверное все-таки в ремнях - шаг волн совпадает с шагом зубьев ремней. Проверил на очень длинной детали 150 мм, это 75 зубьев - приложил ремень - зуб-в-зуб.
Ремни у меня натянуты при крепеже и еще после этого на них нацеплена пружинка специальная.
Кстати, вот вам, спецы, загадка. Именно загадка, а не не просьба помочь, так как ответ я знаю.
Взгляните на картинку. Ваш диагноз?
Для информации - когда я застал принтер за этим мерзким занятием, он продолжал уверенно без дефектов печатать правую часть.
Проверил на очень длинной детали 150 мм, это 75 зубьев - приложил ремень - зуб-в-зуб.
Ну при большинстве видимых “дефектов на коже” модели стоит смотреть ремни или валы. Кстати шестерни и ремень имеют один и тот же профиль “зуба” , а то это порой играет злую шутку с владельцами.
С пружинкой все верно, первоначальное натяжение за счет винтов и прочего, а пружина уже выбирает остаточное провисание.
Хм,как вариант на картинке экструдер вредничает, пластик ему не по душе может быть?)))
стандартные настройки в Марлин и всё, больше там делать нечего для начала
Да нашел данную строчку в марлине, в репетире на таком не заостряется внимание, либо по другому прописано это.
В общем на марлине такого у меня не было. Да и стол греется без проблем за 3 минут до 60, до 95 за 14-15 минут именно до 95 по термометру инфракрасному, а не по значениям дисплея(стол хорошо откалиброван). Блок питания комплектный китай на 16,5А столик крублый блин 200мм. алюминий (вроде)
Ясно, стол по стандартам МК если не ошибаюсь.
Хм, шубу надо чтоб стол лучше держал тепло, и были меньше потерь)
Хм,как вариант на картинке экструдер вредничает, пластик ему не по душе может быть?)))
Тепло…
Смотрите внимательнее.
Тепло…
Смотрите внимательнее.
Видимо в левую сторону филамент не дотягивается… 😃
Скажите пожалуйста, как бороться с налипанием пластика на стенках?
Типа тех, что видны на видео:
Видимо в левую сторону филамент не дотягивается…
Ну днище то напечаталось нормально.
Да и потом, при ваших условиях были бы излишки пластика в правой части.
Скажите пожалуйста, как бороться с налипанием пластика на стенках?
Тут проблема ретрака вроде бы, плюс сами стенки “пьяные” надо механику смотреть
Тепло…
Смотрите внимательнее.
Хм, начало он положил ровно, дальше произошло нечто) Просто на то что слева не прилипало не похоже, были бы сопли справа. Но справа все окей с наличием пластика, хм, как вариант заедала подача пластика, может трубка не того размера была, от чего пластик не разматывался и при левом положении “закусывало” на экструдере пластик. Правее же видно что голова начинает печать с тонкой линии возвращаясь на нужный объем экструзии)
Вопрос про хотэнды с охлаждением для PLA.
Я правильно понимаю, что эти радиаторы и вентиляторы (не те которые дуют на напечатанный пластик, а те которое дуют на радиатор), нужны для того, чтобы филамент не плавился раньше времени и не вставал колом?
А зачем такая система, если есть термобарьеры с тефлоновыми трубками?
У меня например такой, и после того, как я установил его правильным концом, я ни разу не испытал проблем. Да и, к слову, обдув детали мне оказался не нужен - после того как я стал печатать BRIM вокруг детали - ни PLA ни ABS не дают задирания углов.
Так зачем же такой хитрый охладитель, как в последнем видео?
Хм, начало он положил ровно, дальше произошло нечто)
Ладно, открою секрет.
Бракованый кабель мотора экструдера. Попечатав неделю один из проводов переломился. Но при определенном положении кареток контакт сохранялся. И лишь когда головка уезжала в правый дальний угол, контакт пропадал и пластик переставал подаваться. Как видно из фото, чем дальше, тем большей (из-за повторяющихся перегибов) становилась нерабочая зона.
А зачем такая система, если есть термобарьеры с тефлоновыми трубками?
Все таки хоть сам блок отделен от рубашки, он соединен втулкой, через которую есть переход тепла, так что через пару минут печали все встанет колом, картинку вроде где то уже прикреплял.
Да и плавиться филамент должен только перед самым выходом из сопла.
Обдув нужен PLA так как он не любит тепло,и при печати маленьких форм может все смешаться, а вот ABS наоборот любит тепло для плавного остывания.
И лишь когда головка уезжала в правый дальний угол, контакт пропадал и пластик переставал подаваться.
Почти близок был, рядом вертелся)
Кстати - скажите, годная ли у меня задумка?
Видите гребенку слева? Справа вообще гребенка из 5-ти пластин по 1 мм толщиной. Я хочу соединять детали торцами. То есть заполняю щели в гребенке растворенным в ацетоне пластиком, вставляю другую деталь с такой же гребенкой а излишки удаляю. Скажите, будет ли герметично и прочно?
Все таки хоть сам блок отделен от рубашки, он соединен втулкой, через которую есть переход тепла, так что через пару минут печали все встанет колом, картинку вроде где то уже прикреплял.
Ну у меня 2 часа печатало и ничего. Причем я печатал при повышенной температуре - 200-205 гр.
Хоть ты тресни, не найду у китайцев такие навороты для MK10. Точнее есть подобные штуки, для которых написано, что они для MK10, да вот беда, у них резьба М6, а у MK10 термобарьер 7 мм диаметром и без резьбы.
Кстати, я заказал себе MK10 и буду менять головку. Сейчас у меня термобарьеры с резьбой. Выставить 2 хотэнда по уровню, манипулируя вращением термобарьера и нагревательного блока - это ад. Я уже молчу про то, что у меня провода от него без разъемов уходят в кабель канал и их придется вытаскивать.
В MK10 же все делается просто - хотэнды поднимаются повыше, столик поднимается до срабатывания концевика, затем ослабляются винты, фиксирующие термобарьеры, хотэнды “падают” на столик и винты затягиваются. Никаких бумажек между столом и соплом не нужно, мы знаем, что сопло в нулевой точке и просто подбираем экспериментально Z-offset.
Ну у меня 2 часа печатало и ничего. Причем я печатал при повышенной температуре - 200-205 гр.
Ну тогда не скажу что и как
Сейчас у меня термобарьеры с резьбой. Выставить 2 хотэнда по уровню, манипулируя вращением термобарьера и нагревательного блока - это ад.
Вообще тут удобней всего применить крепление для двух одинаковых hotend ов, это удобнее с точки ремонтопригодности и универсальности, плюс можно отсоединять сломанный и не придется долго ждать новый так как про запас можно купить кучу, сейчас тот же e3d можно хоть в развес брать)
Ну и обязательно надо разъем на все это дело, так точно проще.
Примеры двухголов:
www.thingiverse.com/thing:1829292
www.thingiverse.com/thing:2172765
да… хуже всего конечно получается крыша… имеет смысл печатать две половинки и склеивать их, потому как качество стенок (ну за исключением малозаметных волн) на 0.1 мм слое отличное, а днище у меня получается глянцевое (печатаю на стекле).
Еще вопросец. Вот предположим, меня не устраивает жесткость детали. Ну к примеру упомянутая выше дуга - я сгибаю ее в еще большую дугу и она легко гнется. Что лучше сделать - увеличить количество периметров или увеличить процент заполнения (какая из мер при том же количестве затраченного пластика даст бОльшую жесткость) ?
То есть заполняю щели в гребенке растворенным в ацетоне пластиком, вставляю другую деталь с такой же гребенкой а излишки удаляю. Скажите, будет ли герметично и прочно?
Прочно будет так как ацетон ABS сплавляет
хуже всего конечно получается крыша
в плане верх детали? Он часто шероховатый чуточку, но все можно исправить ацетоном. И будет полный глянец везде.
Ну к примеру упомянутая выше дуга - я сгибаю ее в еще большую дугу и она легко гнется.
Попробовать сменить заполнение на Hex
Периметров 2 ?
Думаю если сделать стенку в 3 периметра уже будет жестче, так как станет 1.2 мм. , заполнение после определенного процента вообще не прибавляет жесткости, вроде после 80~85. Сейчас сколько?
У меня 3 периметра, а заполнение - по моему 60.
Хм… думал, что классическая решетка создающая как бы ферменную конструкцию, самая жесткая. ПОпробую хекс.
ПОпробую хекс.
Стоит поиграться, просто на разных деталях разная подходит.
Я часто использую fast Hex, он формирует шестигранник послойно, а не за один проход полностью.
Слайсер использую simplify3d

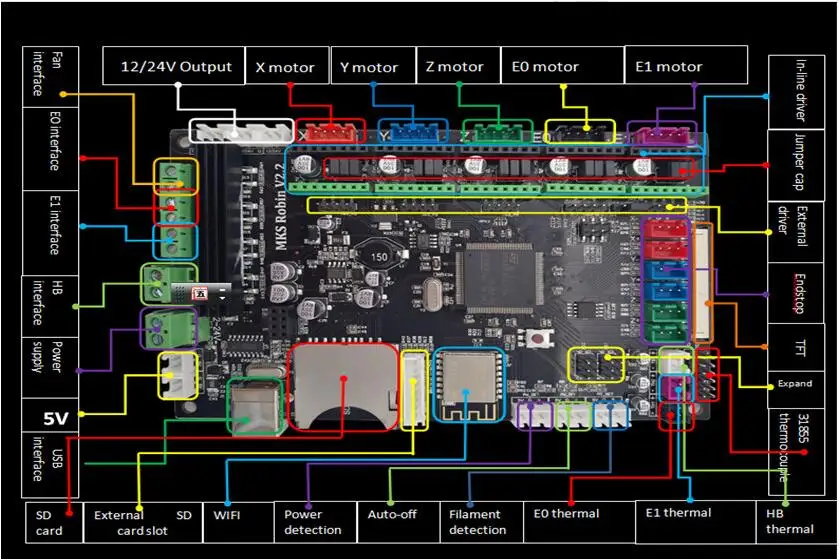
Еще вопрос - большинство плат управляют вентилятором (каким - хз). У меня лежит Rumba - в ней 3 экструдера, выхода для вентиляторов 2. Есть еще MKS Robin, на который я скорее всего перейду - в нем 2 экструдера, а вентилятор один. Включается вручную…
Какими вентиляторами они управляют?
Те, что охлаждают радиаторы головки, как я понял, предназначены для отбора тепла не от хотэнда, а от мотора экструдера? Их нужно подключать к управлению с платы или можно сразу цеплять на питание, пусть работают постоянно?
И как управлять вентилятором, который у меня на дне камеры, предназначенный для перемешивания воздуха? Тоже на питание сразу сажать?
Еще вопрос - большинство плат управляют вентилятором (каким - хз)
все платы по стандарту управляют только вентилятором обдува детали. На Hotende поток не нужно менять
Какими вентиляторами они управляют?
Те, что охлаждают радиаторы головки, как я понял, предназначены для отбора тепла не от хотэнда, а от мотора экструдера? Их нужно подключать к управлению с платы или можно сразу цеплять на питание, пусть работают постоянно?
И как управлять вентилятором, который у меня на дне камеры, для перемешивания воздуха? Тоже на питание сразу сажать?
Глянул распиновку Robin. Вентиляторы на Hotend вешать на простой выход 12v, так как рубашка должна быть в обдуве. Если моторы экструдера так сильно греются стоит их перенастроить или поставить редуктор,не должны так там моторы греться.На Fan выход подключается кулер для охлаждения детали, то есть управляемый программно.
Вентилятор между камерами:
- либо вешать тоже на прямую к выходу 12v;
- либо прописывать его режим работы в систему и выводить управление через свободные пины;
- либо отдельным модулем все сделать на своей мини плате (может nano) подключив кулер и термистр.
Верная картинка?
Батон, я все понял, кроме “вентилятор между камерами”. Что значит между? Камера одна и вентилятор в ней.
я все понял, кроме “вентилятор между камерами”
Я прочитал фразу
который у меня на дне камеры
как на дВе камеры, в общем затупил)))
Но смысл идеи тот же
В общем, пока эксперименты прекратил. Распотрошил кабель, идущий к экструдеру, нужно во-первых переделать разъемы, так как буду ставить плату Robin, во-вторых жду новый экструдер (должен приехать 11-15 февраля).
Порисую пока держаки для катушек (хочу закрепить их внутри принтера) - а вот их-то я как раз напечатаю).
А есть какие-нибудь данные о рекомендуемом градиенте температур для ABS пластика? Я имею в виду меры во избежание расслоения и деформации больших деталей. Вот, положим, стол у меня нагрелся до 120 градусов. Вверху - ну пусть 25 градусов. Если я включу перемешивание воздуха, ну предположим будет 40 градусов. Это сильно спасет ситуацию?
Еще вопрос - у меня нагревательная плата стола кривая. А вот зеркало, напротив, ровное. невооруженным глазом видно, что в центре оно не соприкасается с платой. Температура на зеркале на 7 градусов ниже той, что показывает термистор, закрепленный на нагревательной плате. Не так уж и плохо, но хотелось бы идеала.
Смазывать термопастой? Многовато ее надо, а и зеркало потом не помоешь лишний раз, а если часто мыть, то разоришься на пасту.
Кто как решает этот вопрос?