Модели из 3D принтера

А обдув включен?
Также, против отрыва углов я обычно подрисовываю кругляшки диаметром 8-12мм и толщиной до миллиметра.
А обдув включен?
Нет, выключен.
Я бы для начала прогнал максимально возможное количество тестов на
Ок, сделаю.
Вообще, у меня остальное всё вполне нормально печатается. Вот именно с самолётами проблема возникла.
я обычно подрисовываю кругляшки диаметром 8-12мм
Ну так тут их роль играл крест. При настройках для печати крыльев, от кругляков останутся только стенки-контуры… 😦
Можно, конечно, для них отдельный процесс забабахать. Надо попробовать…
В ответ на вопрос, который я задал на 3dtoday, обратили внимание, что дефект проявляется на уровне пересечения силовых элементов (нервюрами их как то не назвать, хотя, может я не прав). Как бороться - пока не знаю. Попробую просушить пластик и снизить скорость.
недоэкструзия это, точнее мало “extra restart distance” Если обратить внимание то в этих местах максимальное расстояние прохода сопла без печати. Либо же наоборот великоват параметр “coast как то там” т.е. прекращение экструзии до ретракта, если конечно он включен
Всем привет!
Я собрал крыло полностью.
Напомню, из-за небольшого несовпадения оси вращения элерона и отверстий крыла у меня отломились штырьки (на элероне).
Я откусил оставшиеся штырьки, проплавил паяльником отверстия и проткнул элерон насквозь углепластиковым прутком.
Соединив всё вместе (крыло и элерон) я воткнул пруток и приклеил законцовку крыла.
Герман, попробуй скирт или брим сделать побольше, не один виток вокруг днтали, а 5-10. И расстояние от модели до витков убери в ноль.
и ещё можно ширину экструзии для первого слоя сделать 120-130%.
Только потом удали это всё после печати!!!
Ну так тут их роль играл крест. При настройках для печати крыльев, от кругляков останутся только стенки-контуры… 😦
Ох не верю! Особенно раз симплифай используется.
Привет всем!
Спасибо большое, что сопереживаете и не оставляете попыток помочь мне, горемычному! 😃
Докладываю. По совету одного хорошего человека с форума 3д печатников, сделал то, о чём напрочь забыл, при смене экструдера - калибровку. Сразу уберу интригу - проблему полностью это не решило.
Оказалось, что экструдер мой сильно недоливал пластика. По умолчанию в прошивке стояли 85 шагов на мм. По итогам замеров шаги выставил в 97,2. Так же промерил пару метров филамента. FDplast показал разнотолщинность от 1,67 до 1,72 мм. Заявленные 1,75 на измеряемом отрезке вообще не попался ни разу. Соответственно, выставил диаметр филамента в 1,70 мм. В целом, на качестве поверхности это сказалось очень положительно. Но почти не повлияло на эти злополучные пропуски на уровне перекрещивания силовых элементов.
Смотрим:
Старый вариант:

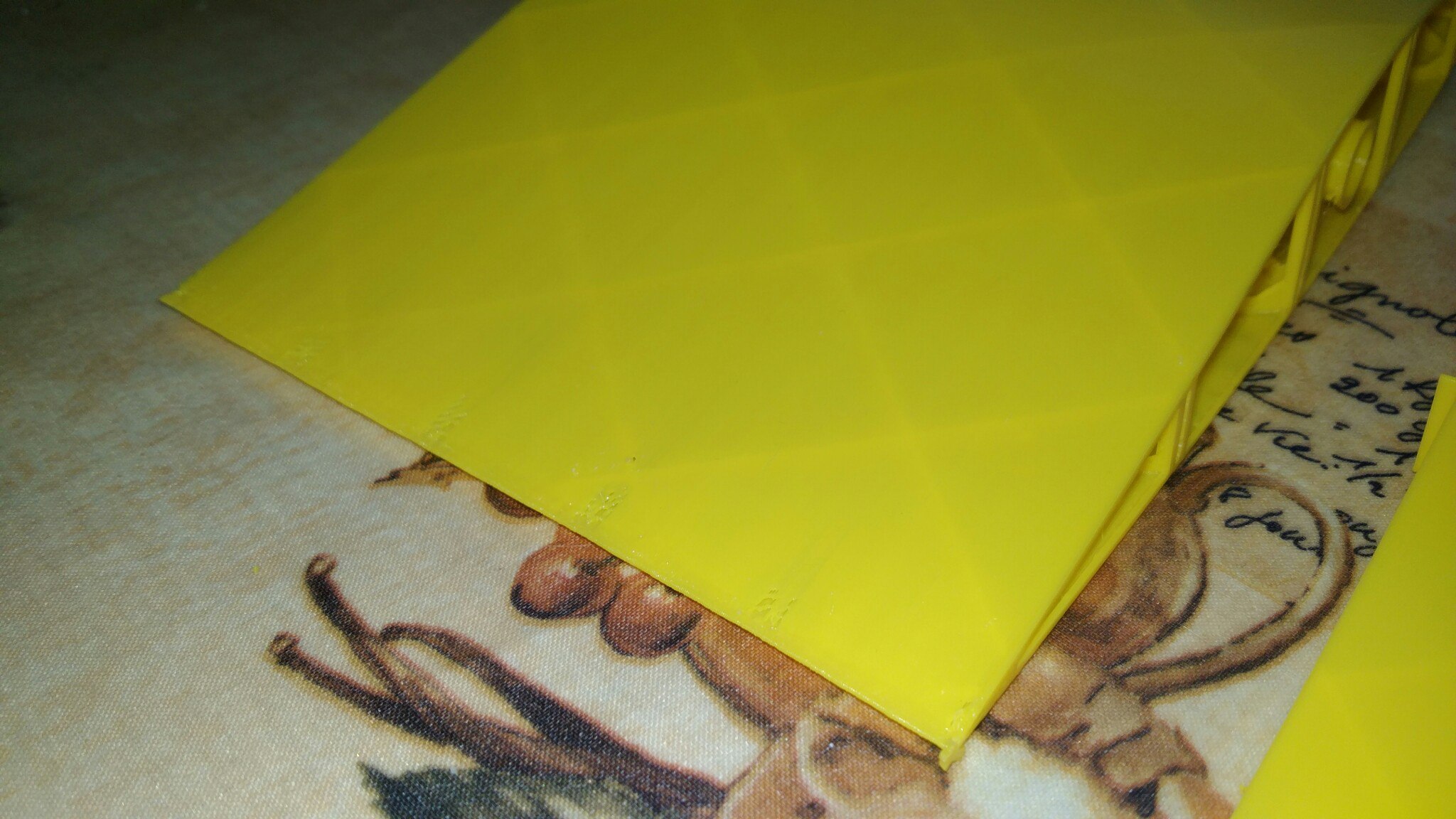
Новый:

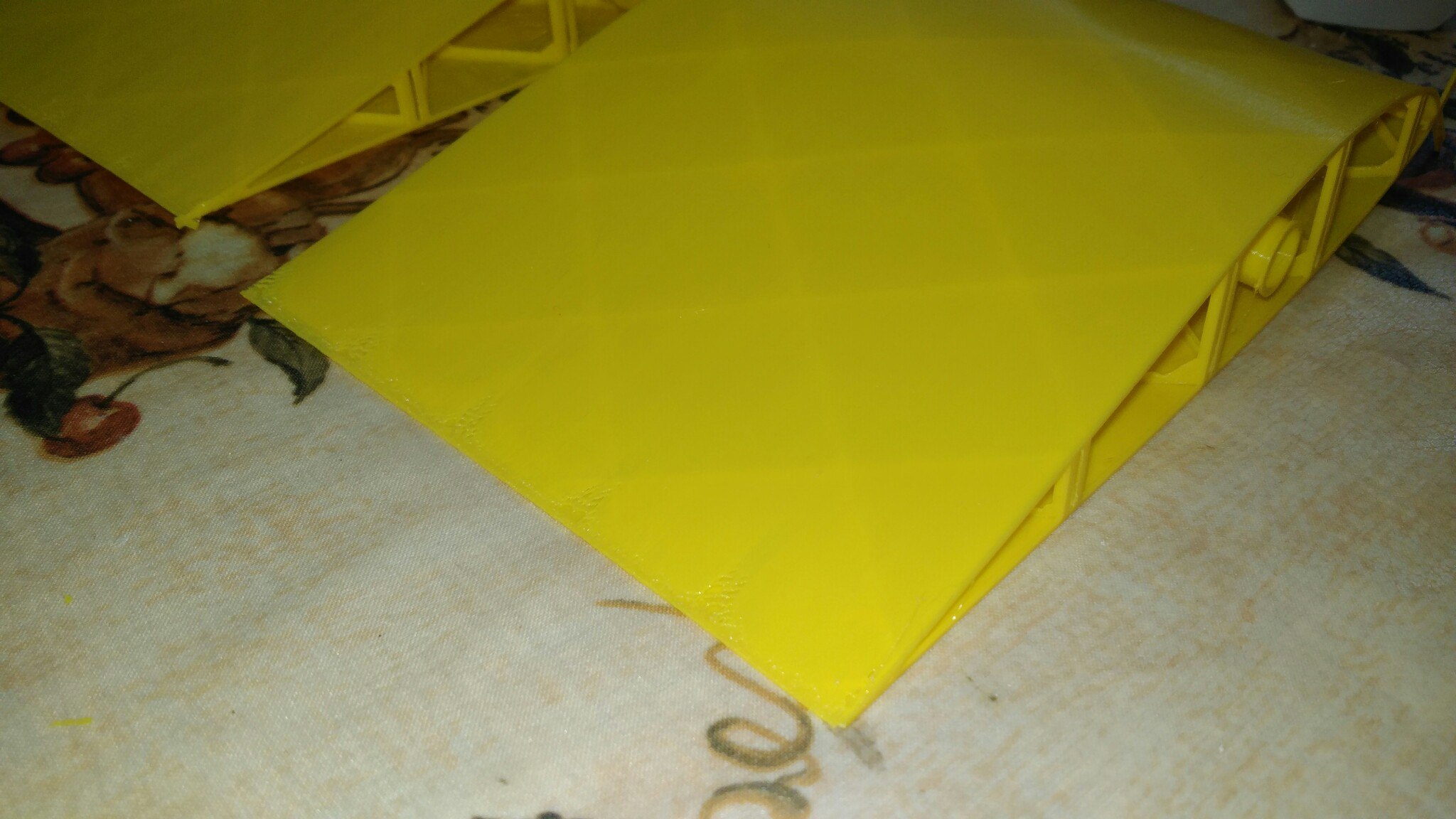
Большая просьба к тем, кому не лень и есть время и некоторое количество пластика ради эксперимента:
Возьмите прикреплённую деталь крыла Qtrainer, попробуйте напечатать, хотя-бы небольшую часть в месте, где пересечение силовых элементов (нервюр). Покажите, что у вас получается. У меня ощущение, что не только у меня проблемы будут. Конструктор изменил структуру крыла, видимо, для усиления и, возможно это и порождает артефакты при печати.
Заранее спасибо!
недоэкструзия это, точнее мало “extra restart distance” Если обратить внимание то в этих местах максимальное расстояние прохода сопла без печати. Либо же наоборот великоват параметр “coast как то там” т.е. прекращение экструзии до ретракта, если конечно он включен
Экстра рестарт буду потихоньку поднимать. Надо тесты прогнать. Всё не соберусь - пытаюсь подбирать эмпирически и с нахрапу.
Coasting и Wipe отключены совсем. Буду убирать Retraction Vertical lift совсем и увеличу Extra restart distance.
После моего обращения CaliGator починили. Надо ещё и оттуда тесты прогнать.
Всё во время упирается. 😦 Будь оно не ладно…
Ох не верю! Особенно раз симплифай используется.
Сделал отдельный Process только под крестики - со 100% заполнением. Тогда печатаются не только контуры.
скирт или брим сделать побольше, не один виток вокруг днтали, а 5-10. И расстояние от модели до витков убери в ноль.
и ещё можно ширину экструзии для первого слоя сделать 120-130%.
Только потом удали это всё после печати!!!
Попробую брим и пятак присобачить круглый, сантиметра 2-3 в диаметре, высотой в 2-3 слоя, потом обрежу. Брим по всему периметру убирать потом муторно. Но придётся, видимо. Я одного не понимаю, как может быть, что только у меня такие проблемы? Если пластик почти у всех Fdplast, температуры примерно одинаковые, шаговики и ардуины тоже более-менее у всех одинаковые, режут все в Simplify3d. Чем я такой особенный? 😦
Адгезию ещё посмотри. Первый слой должен нормально держаться.
Я даже узкие детали (элероны) с небольшим усилием отрываю!
Температура стола 60-65
Пластик 225
Высота первого слоя 70-80%
Ширина экструзии первого слоя 120-130%
И даже если край отрывается от стола, детали нормпльно стыкуются.
Зазоры в 1мм нормально заполняются циакрином с активатором. Можно в несколько заходов.
Температура стола 60-65
Пластик 225
Это индивидуально и зависит от того, как откалиброван термистор. У меня при 225 уже совсем сопли пойдут. Стол обычно 60 делал, но сейчас экспериментирую из-за проблем с адгезией со стороны законцовок.
Сейчас всё подсоединил к плате принтера.Строго по назначению и подписям на шнурах.Раз двадцать сверился со схемой.Включил в розетку.Экран засветился синим,появилась надпись 3Д принтер и вышло в штатное меню.Установил с флешки драйвера и программное.Из видео что нашёл в ютубе по правильности подключения и первым настройкам,как бы всё выполнил.По листку бумаги А4,что взял из обычного лазерного принтера,примерно выставил стол.Пока нет стекла,пока нет ни разведённого БФ-2 ни клеющего карандаша ни лака для волос.Есть малярный скотч.Всё.В программе Репетиер-Хост нажал “Подключить” принтер.Сменило с красного на зелёный.Есть контакт.Из того же видео стал двигать ползунки регулировки температуры стола и экструдера.Волнуюсь,весь в драйве нехорошем…)) Дует вентилятор.Подвигал ползунок напротив него.Слушается.Распаковал и заправил пластик в сам механизм экструдера.Вопрос.Для ПЛА пластика и для пробы печати самого первого тестового обьекта,какие температуры для стола с малярным скотчем установить именно сейчас и какую температуру задать экструдеру?
Да! Из того же видео,нажал на символ “Домик” В той же программе Репетиер-Хост.Пока что как и положено,плавно уехала влево.Стол тоже отьехал назад.Головка чуть поёрзала и встала.Вопрос.Как верно выставляется уровень самого стола,что бы не сточила или не обломила сам кончик экструдера?
Стол 60 градусов, экструдер 200 градусов. Это отправная точка. Обычно, кстати, продавцы кладут в комплекте флешку с тестовыми файлами (уже готовый gcode), который можно запустить просто и проверить, что всё работает.
Могу поделиться “кубиком” который когда-то с моим принтером прислали. А, нет, вру, на рабочий комп забыл скинуть. Из дома вечером могу прислать. Для прушеподобных должно подойти.
готовый gcode
Вроде что то такое там было.
Пока не понятно,как принтер определяет точность выставления уровня стола.Болтики по углам,которыми сам стол выравнивается,можно ж завернуть почти до упора,или наполовину всей длинны болтиков.Боюсь давать отмашку на печать.)Вдруг подерёт стол кочником экструдера или ещё что…))
Дал на печать.Головка поелозила в пространстве,приподнялась и по косой пошла на сближение со столом.Пошла по контуру фигуры.(Выбрал какую то пирамиду.)Стала цеплять малярный скотч и вконец его задрала.(Как я ровно ни выставлял стол до этого).Быстренько нажал в программе кнопку Аварийный стоп. Отключил всё.Стал анализировать.Первое.Контуры фигуры верны.Это говорит о том,что я всё точно подключил,все разьёмы к плате.Уже хорошо.Далее.Температуру набирает.Ну более менее относительно точно.После отключения шнура из розетки,вручную протолкнул ПЛА немного,из экструдера полезла нитка тонкая.Значит плавит.Теперь как выставить стол вровень.Это надо порешать.Наверное заверну все болтики ещё сильнее и ещё раз выставлю стол по листку бумаги.
Пока не понятно,как принтер определяет точность выставления уровня стола
У тебя должны быть концевики на крайние положения стола и экструдера. Поэтому ниже, чем щелчок концевика он экструдер не опустит.
Высоту стола и силу прижима регулируешь сам: если вкрутить болтики сильнее и выставить концевик на этот уровень, то прижим будет сильнее (стол на пружинах болтов будет более упругим) и .т.п.
Листок бумаги должен почти свободно проходить между столом и соплом.а не так, что ты его пропихиваешь и он проходит за счет пружин болтов.
Да,у меня лист свободно двигается,без усилий.
Вкрутил болты стола сильнее.По листку выставил зазор.Попытка номер два.
Такая же фигня. Вплотную к столу прижимает кончик экструдера и рвёт им скотч.Благо снова Аварийный стоп нажал.Как правильно выставить концевик на уровень стола к экструдеру?
И ведь если я положу на стол стекло,ну оконное например,то учитывать его толщину ж ещё нужно.При регулировке уровня датчика концевика.
Такая же фигня. Вплотную к столу прижимает кончик экструдера
Винты по углам - это тонкая настройка. Отпустите их до максимума для начала. Отведите рукой (в меню Disable steppers, чтобы снять шаговики с удержания) головку в левый край к краю стола по центру оси Y. Потом вращая руками шаговики оси Z (вертикальное перемещение) опустите головку к столу. Сначла слева по центру, потом подвиньте вправо и вращая рукой правый шаговик выставьте зазор. Потом обратно влево и подстройте левым шаговиком. Потом продвиньте стол от себя и винтами подрегулируйте углы, чтобы зазор был равномерный (по листу бумаги, например), потом стол от себя и дальние углы выставляем. Пока по всем углам и центрам рёбер стола не будет одинаковый зазор. Следующий шаг - аккуратно подрегулируйте винт у концевика оси Z чтобы концевик только-только сработал. После этого можно выбрать в меню Home Z и убедиться, что высота выставлена правильно. После этого можно пробовать печатать.
Я так выставляю, не претендую на 100% правильность.
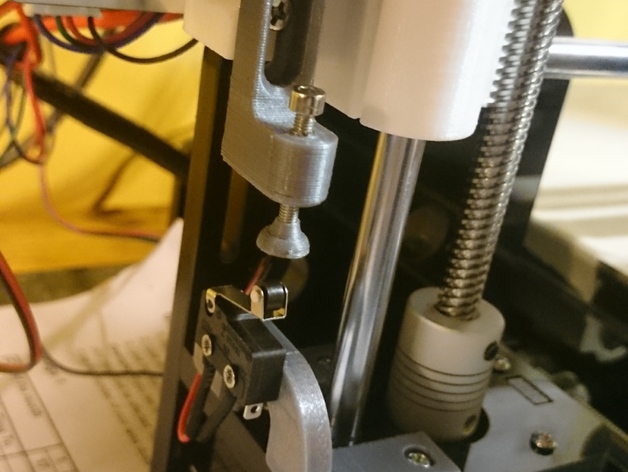
винт у концевика оси Z
Глянул сейчас.Что то нет там регулировочного винта вроде бы.Сам концевик,с язычком и роликом,две шляпки заморезов,что я закручивал сквозь него.Всё.
Пока что ради пробы приклеил кусок токого картона на двухсторонний скотч,снизу полочки,что сверху нажимает на концевик.
Фотографию каретки которая над концевиком можно?
С удовольствием бы снял фото.Но “мыльница” без батареек.А сотовым близко и хорошо не снять.
Должно примерно так выглядеть: