Модели из 3D принтера

Какой фирмы плату OSD + Автопилот можно посмотреть, прицениться?
Я столкнулся с этим вопросом конкретно.Тут подход особенный нужен.Как жену себе выбирать.Не каждая подойдёт.Одна слишком пилит мозг,другая изменяет,третья ещё что то… Есть вариант что все как бы довольны.Но цена не адекватная.Называется ПитЛаб.Польская разработка.Частично меню на русском.Поддержка производителя моментальная по любому техническому вопросу.Есть так же “Фишка 41”.Сам не летал,но была мысль тогда ещё прикупить.Отзывы ничего.Есть “Аркбирд” всё в одном. Много хвалят.Но есть и не довольные.Кому ещё как повезёт.
Закончил печатать крыло Цессны!
остался гор стабилизатор, управляющие плоскости и стойки шасси.
Ну и колёса…
Мотор есть, регуль есть.
Нету серв, приёмника под FrSky и аккумулятора.
о…! Ещё забыл про подпорки крыла!
Уселся вчера собирать крыло…
Крутил, вертел… не стыкуется! 😃
Посмотрел инструкцию! Блин! Забыл напечатать ещё четыре секции крыла! 😃 😃 😃
Поставил на ночь. (время печати 9 часов)
Начал печать в 12:00 ночи, в 6:00 встал, посмотрел…
Отпечатано только 40%!? Врёт слейсер по поводу времени печати!
То есть, если 6 часов печати это 40%, то остаётся ещё 9 часов! В итоге четыре части крыла печатаются 15 часов!
Нашёл фотку, которую делал во время обсуждения расходования ресурсов компа при печати.
Вот она!
Охххх, совсем заработался, что в голове каша:(
обманул я вас с названием лака, не “Нелли”, а “ПРЕЛЕСТЬ” причем в сиренево-серебристой упаковке, а не в темной, степень фиксации 5 или 6.
Ну воооот…
А я вчерась заехал специально:

Вожделенной Nelly там нет и никогда о нём не слышали. 😎
Прелести была целая полка, но кто ж знал?.. Зеркало помыл и побрызгал нифига не бюджетным Finesse, одолженным у прекрасной половины. Вроде не отлипает.
Доколхозил директ до рабочего состояния.
Запустил готовый уже gcode с подставкой под батарейку из деталей на QTrainer. Напечаталось просто отлично!
Воодушевленный, взял готовый gcode с центропланом. Оставил печататься на ночь. В час отправил на печать, в 7 утра закончило печатать 2 секции. Результат печальный - всё напечаталось, но с зверскими пропусками начавшимися после примерно 1/3 высоты. Подозреваю, что надо самому всё-же посласить, настроить откат и компенсацию. Может скорость чуть меньше поставить. Вечером буду пробовать. Фото нет - улетал из дома и не успел…
Я после слейсинга всегда теперь проверяю отображение слоёв.
Это ведь G-код, только показан в виде нибора слоёв.
Иногда слейсит с пропуском слоёв, с бырками и просто зеркалит.
Лечится поворотом детали на столе (например на 90 градусов) или небольшим смешением в сторону.
Если в G-коде ошибок нет, то основная причина пропусков это подача пластика!
Либо плохо подаётся пруток, либо забито сопло.
Сопло промываю каждый месяц.
Снимаю и кидаю в пробирку с дихлорметиленом, плотно закрываю. Изредка встряхиваю.
Print bite. Для любого пластика стол на 110 градусов и любой пластик к ней просто так липнет.
Крайний вопрос по этой поверхности: действительно качественная? Как у неё живучесть? Не убивается, например, опущенным “в стол” разогретым соплом?
Либо плохо подаётся пруток, либо забито сопло.
Сопло промываю каждый месяц.
Снимаю и кидаю в пробирку с дихлорметиленом, плотно закрываю. Изредка встряхиваю.
Да вроде нормально всё с соплом. Но на всякий случай, переберу вечером. Но на холостую давит правильное количество и без заторов. Причин много может быть…
Крайний вопрос по этой поверхности: действительно качественная? Как у неё живучесть?
Поначалу, когда режимы не до конца понял, я прямо на неё ацетоновый лак лил для лучшей адгезии. Многократно. И ацетоном оттирал. Никаких признаков деградации материала!
Теперь вообще никак не обслуживаю, даже не протираю. Выглядит как поверхность стеклотекстолита без фольги - такая пластмасска, чем-то изнутри армированая.
Не убивается, например, опущенным “в стол” разогретым соплом?
У меня нулевые координаты сопла за пределами стола. В поверхность сопло ни разу не втыкалось.
В поверхность сопло ни разу не втыкалось.
Бывало пару раз, что концевик подводил (или датчик индукционный) и сопло упиралось в стол. Поэтому и интересно, как отреагирует поверхность. У Malin, который у меня в Melzi прошит точка первого замера в центре стола… Надо посмотреть в ееprom, может можно перенастроить.
А для PLA вы стол до какой температуры греете? Не 110 же?
Я пла почти не печатаю, но вроде бы также грел. 110 - это температура на датчике, а сама поверхность холоднее, насколько я понимаю.
Спасибо за ответ! А с PEI поверхностями не сталкивались?
Это что такое?
также, у меня только один принтер и только одна поверхность… Я пока еще не дорос до людей, у которых целые комнаты разными принтерами заставлены 😃
Это что такое?
Ща я ругаться начну словами страшными, смысл которых сам не понимаю.
Полиэфиримид (PEI)Суть - пластиковые пластины, которые народ так же как и PrintBite использует в качестве покрытия столика. Ещё инфа. Китайцы и иже с ними продают уже порезанный на квадраты под размеры стола. На забугорных форумах беспонечные споры о том, что лучше: PrintBite или PEI. Например, вот.
Как оно и зачем оно - даже не спрашивайте. Наткнулся на это всё, после того как от вас о PrintBite услышал…
Коврик PrintBite уже лежит в корзине. Осталось Checkout сделать. Ломает… А вдруг надо было PEI брать? 😃 Перфорированный текстолит уже и так валяется без дела. Оказалось, что всё что мне надо печатать должно иметь ровную поверхность, а перфоборд этому никак не способствует. Да и чистить его тысячу чертей отверстий - целая мука.
ИМХО тут только брать и пробовать… У самого опыта нет.
Но, также, вполне вероятно, что материал принтбайт - это не что-то супер-секретное и супер-оригинальное. Взяли какой-то давно существующий пластик или композицию полимеров да и всё…
А я сегодня опробовал то, что ещё не делал никогда!
Вчера вечером поставил на печать забытые четыре части крыла Цессны.
Пришёл на работу и по TeamViewer наблюдал за процессом.
Как только печать закончилась, хотел удалённым управлением, с помощью остывшего экструдера (как манипулятором) снять готовые детали со стола.
Но дома оказался старший сын. Попросил его снять…
Очистив стол я опять же сидя на работе запустил в печать горизонтальный стабилизатор.
За всем процессом наблюдаю по вебке.
Класс! Будущее уже наступило!!! 😃
Таким образом я могу купаясь в море Турции печатать дома нужные мне вещи! 😃
Класс! Будущее уже наступило!!!
Сергей, вам сюда. Всё уже придумали до нас…
За всем процессом наблюдаю по вебке.
Класс! Будущее уже наступило!!! 😃
Да я вам больше скажу - можно сидеть у компа и по ютубу смотреть, как другие запускают модели! И самому ничего даже строить не надо! 😒
Шутка с долей шутки, материал для того, чтобы подумать на досуге 😇
Эх вы…
Я пытаюсь всеми силами загрузить оборудование, а вы…
Я хочу как можно быстрей напечатать и летать!
для меня каждая минута простоя принтера уже соль на рану (борщ на спину)!
Печатаю ведь я, только удалённо. Всё ведь сделано моими руками. И принтер делал сам и настраивал всё сам.
Печатаю тоже сам. И летать буду тоже сам! 😉
эх вы… 😉
Сергей, вам сюда. Всё уже придумали до нас…
Люто поддерживаю. Гораздо удобнее чем тимвтювер и прочие “костыли” для управления печатью удаленно. Сам пользуюсь и очень доволен. Цена вопроса 1000 деревянных в китайском магазине. Гораздо удобнее чем печать с сд карты, а уж тем более с полноценного ПК
Тогда можно подробней про это?
Где слейсер? Как управлять настройками слейсера?
Я что-то вообще не в теме!
Купил перед постройкой Цессны спрей активатор для клея.
Не закончил собирать самик, как спрей закончился!
Неужели так быстро кончается? Блин! И цена 800 руб. Кусается.
Пробовал раствор соды, но немного не то конечно…
Напихал с утра остатков. (закрылки, руль направления и элероны)
Вечером запущу в печать шасси и готово!
И позже попробую напечатать резиновые шины.
Докладываю.
Вчера целую кучу печатей остановил на высоте 1см, примерно. Симптомы - явный недолив в начале слоя. Подбирал-подбирал… Греб@ный Калигатор второй день не переключает вкладки, так что сгенерить тесты не могу и делаю всё эмпирически, так как с директом дела не имел уже почти год и не помнится уже, а записи вести, как порядочные люди, так и не нацучился. 😦
Вроде подобрал парметры, но время печати одной детали 6 часов. Удивился, но запустил. Время, как всегда за полночь. Как результат - усталость и невнимательность. Гляжу, через часик, а хорошо ведь печатает. Но какой-то червячок точит мозг (может остатки разума?). Присмотрелся, а модель в 2 периметра печатается уже гораздо выше положенного 1 мм! Остановил. посмотрел - сам же как-то умудрился в процессе выставить 2 периметра. Очередная отпечатка фтопку…
Ещё м чудак Marlin в той сборке, которая у меня с завода ещё стоит, не хочет начинать печатать с карточки, если до этого печать была остановлена или карточка доставалась и вставлялась, без перезагрузки. Файл показывает, показывает, что печать файла. Но никаких телодвижений не делает, ничего не греет и т.п. Перезагрузка решает проблему.
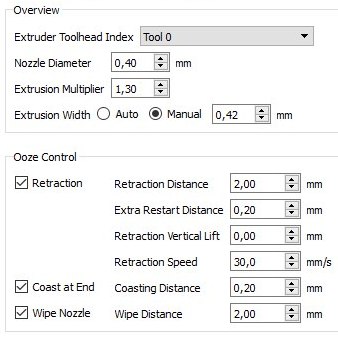
Уменьшил экструзию, температуру печати поставил 210 градусов, ретракт 2 мм, рестарт поставил небольшой. Вайп стоит только для внешних слоёв, как у 3длабсов в видео.
Ладно, запустил новый код. Пошло хорошо. Рассчётное время печати 3+ часа. Оставил печатать и ушёл спать.
С утра смотрю деталь - опять пропуски.
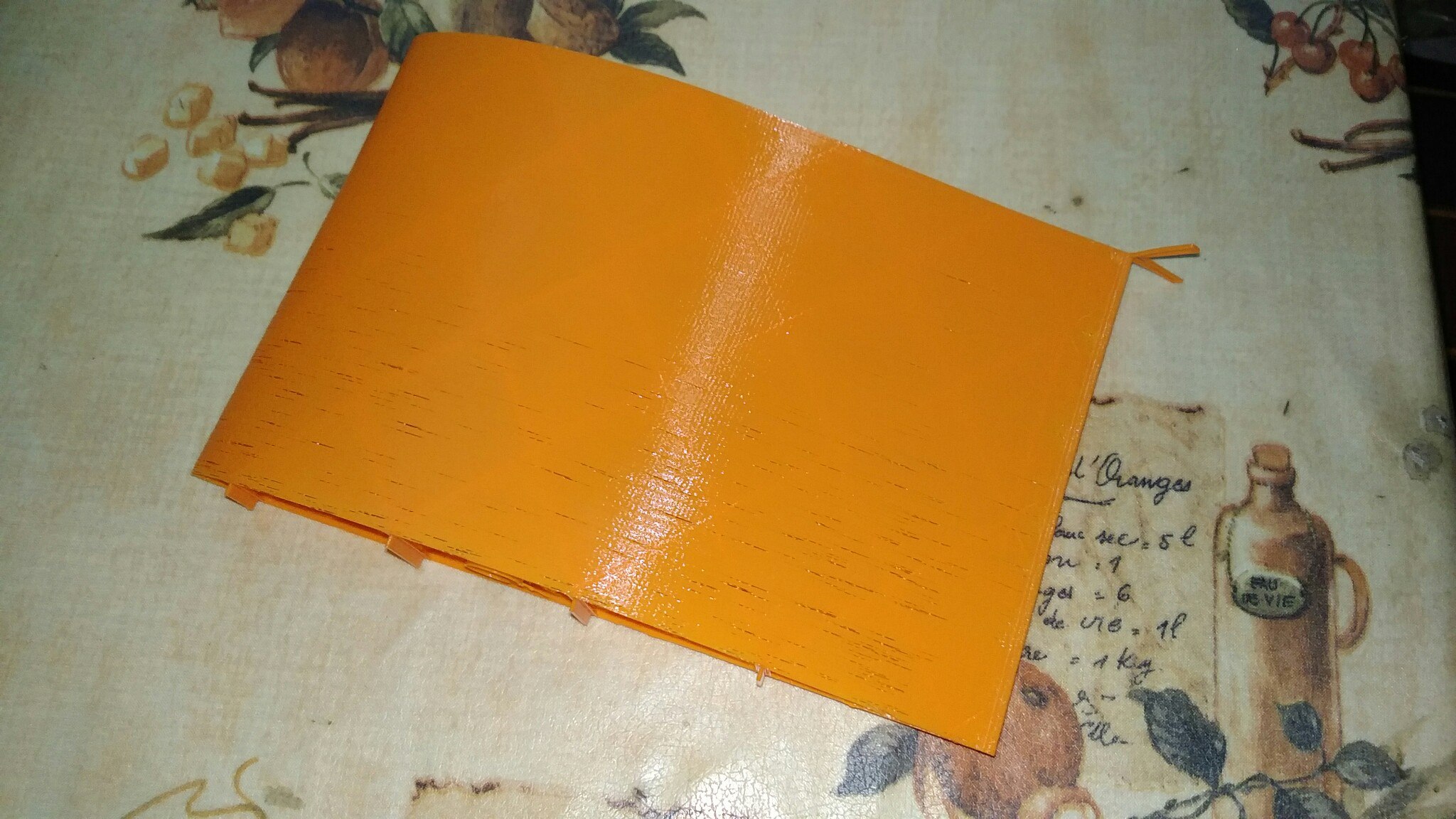


Обратная сторона печатается отлично.

Внутри вообще ахтунг. Явно температура великовата и ретракта не хватает.
Да, если кликнуть на картинке и нажать “Открыть в новой вкладке”, то можно будет посмотреть в большом размере.
Пропуски идут со стороны начала слоя. Но если на боуден-экструдере шли с самого начала слоя, то тут они появляются через несколько сантиметров и не постоянны. Начинаются явно через часа полтора печати (выше середины детали).
Имхо, возможные причины:
Внутренняя сопливость:
- Недостаточный ретракт;
1.1. Скорость ретракта? - Высокая температура;
- Вайп и ретракт только для внешнего периметра.
Пропуски периметра:
- Недостаточная компенсация ретракта.
- Мотор экструдера или драйвер перегревается через N-ное время и начинает сборить.
- Некачественный или отсыревший филамент. Периодически забивает экструдер или температура плавления не стабильна.
Буду рад услышать советы и ремомендации. Добавлю, что на готовом gcode от 3dlabprint внутрянка была чистая и аккуратная, но внешний слой со стороны начала слоя был совсем “ажурной паутинкой”.
Повторюсь - в caligator отправлять не надо. Он у меня уже 2 дня и на работе и дома ни в одном броузере не работает.
Вечером запущу в печать шасси и готово!
И позже попробую напечатать резиновые шины.
Прямо завидно… 😃
А что за пластик?
Блин… Нифига себе!
По виду проблемы с подачей. Нопостоянство и неравномерность. У меня такое наблюдается только в начале слоя и то не всегда.
Внутри вообще кошмар.
Даже не знаю, что посоветовать…
Я бы не печатал сразу детали.
Откиньте всё, возьмите кубик в один слой 20х20 мм.
Печатайте без верха и низа.
- Подача пластика поставьте 1.0 а не 1.3!
- Печать начните с температуры 215 и через каждые 5 мм поднимайте руками. Смотрите, что получается со стенками.
- Печатайте два кубика одновременно (расположите рядом) Смотрите на начало слоя.
- Печатайте два кубика одновременно (расположите далеко) Смотрите на начало слоя. Результат будет разный!
При большом удалении двух деталей друг от друга, экструдер всё таки упускает каплю, начало слоя получается с соплёи и пропуском. Компенсация ретракта рулит (температура может быть большая и текучесть высокая)
Короче, это целое исследование! И конечно записи хорошо бы вести. Можно даже с фотками.
Я тоже надеюсь на свою память и неповторимый ум! 😃 😃 😃 А в итоге не помню, что менял вчера! 😃
Докладываю.
Вчера целую кучу …
Пропуски идут со стороны начала слоя. Но если на боуден-экструдере шли с самого начала слоя, то тут они появляются через несколько сантиметров и не…
Экструдер не стучит? Настройки слэйсера не менялись? И что за слэйсер? если вдруг обычные кура или слик - так они могут стенки жиденько рисовать, не 100% давом, когда им кажется, что стенка имеет толщину меньше диаметра сопла.
Также, попробовать ретракт вообще убрать (сопли не так страшны, как недолив) и еще добавить в настройках дополнительную экструзию при возобновлении подачи.
Перечислил то, что делал сам в похожих ситуациях (бывало парурас).
(добавлено)
Ещё проверить, подающая шестерня на валу мотора не прокручивается?
Экструдер не стучит? Настройки слэйсера не менялись? И что за слэйсер? если вдруг обычные кура или слик - так они могут стенки жиденько рисовать, не 100% давом, когда им кажется, что стенка имеет толщину меньше диаметра сопла.
Стучит только если сбилась настройка нуля по Z. Тогда могут быть затыки и стучит при подаче на первом слое. Стараюсь такого не допускать - останавливаю и регулирую.
Также, попробовать ретракт вообще убрать (сопли не так страшны, как недолив) и еще добавить в настройках дополнительную экструзию при возобновлении подачи.
Об этом думал. Но пока не сделал.
Ещё проверить, подающая шестерня на валу мотора не прокручивается?
Нет, нормально застопорена, там лыска и стопорный винт.
К слову, ретракт 2мм. для экструдера прямой подачи (он же такой?) это много. 0,5-1мм надо, не более, только чтобы упругую деформацию прутка от податчика до сопла снять.
Ну и, температуру можно ещё уменьшить. Вплоть до величин в 180-190 градусов, при этой температуре даже АБС все еще экструдируется, про ПЛА вообще без вопросов. Попробовать стоит.
Если стучит, значит не хватает сил пропихнуть пруток.
Тут несколько причин:
- Низкая температура для данной скорости.
- Высокая всорость подачи.
При печати первого слоя подача обычно выше делается.
К слову, ретракт 2мм. для экструдера прямой подачи (он же такой?) это много. 0,5-1мм надо, не более, только чтобы упругую деформацию прутка от податчика до сопла снять.
Ну и, температуру можно ещё уменьшить. Вплоть до величин в 180-190 градусов, при этой температуре даже АБС все еще экструдируется, про ПЛА вообще без вопросов. Попробовать стоит.
Да, с температурой поиграться надо…
Прямо завидно… 😃
А что за пластик?
Пластик я уже не помню какой.
Покупаю постоянно разный. Настройки тоже разные под каждую фирму.