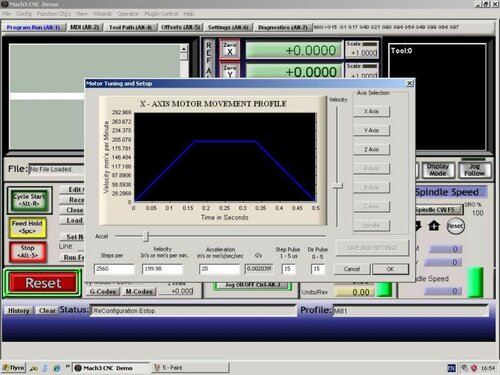
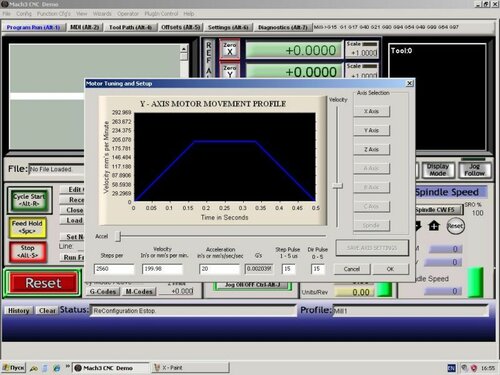
Стартуем в MACH3

Коллеги, докладаю по вчерашним изысканиям. Поставил правильные шаги. Далее начал подбирать скорость и ускорение. При дроблении 1/16, скорости 50 и ускорении 20 результат был наилучший.
скорость в 50 это как 50 мм/сек или 50 см/мин если второе то для таких моторов и размеров машины, вполне даже приемлемо, дажe неплохо, ну а если 1-е, то это просто невероятно
так сколько импульсов то задал при делении 1/16, я вчера писал про 2560 на мм , ты почемуто писал про какие то цитирую: Для 1,25 шага шпильки полный шаг-160, 1/2-320, это вообщe не верно и так не считается
а считается начиная с оборотов мотора при выставлемнном делением к примеру 1/4 значит 800 шагов оборот мотора соот. 1,25 мм смещение и делем 800 на 1,25 получаем 640 шагов на 1 мм, что потом задаём в Мач-е
50 мм/мин, кажется. Стыдно, но не помню…Какие метрические единицы в Маче стоят (того компа сейчас нет под рукой) по умолчанию?
По шагам - поставил 2560 шагов/мм. Вал Z поменял на М6. Шаг меньше, движку легче. У него 3200 шагов/мм.
Стыдно, но не помню…Какие метрические единицы в Маче стоят (того компа сейчас нет под рукой) по умолчанию?
Еще не забудьте поставить единицу перемещения в мм, по умолчанию стоит в дюймах.
Если перевели в метрическую систему, то Маче кроме мм ничего не поставите, ни сантиметры не метры.
Коллеги, посмотрите, пожалуйста, может не те настройки поставил? Уже обидно до смерти- сделать станок, пилить, лобзить, выдумывать, что бы это все стояло мертвым грузом и надо мной издевалось…
Может еще у кого идеи есть…
Фотографии в альбоме «CNC», автор orlov19061976 на Яндекс.Фотках






И еще вопрос - для ТурбоСНС нужно ставить чистый ДОС (без Виндовса), или можно как- то через винду завести? Например поставить виртуальную машину, а на ней уже ДОС?
И еще вопрос - для ТурбоСНС нужно ставить чистый ДОС (без Виндовса),
Сделайте загрузочную флешку под DOS, и от туда запускайте.
Так у вас одновременно и Мач и КоКам инсталированы???
На драйвертесте чётко видно помехи с постоянной частотой. Если у вас и Мач и Ккам одновременно установлены, то есть высокая вероятность, что драйверы конфликтуют… В общем что-то генерирует эти помехи…
Да, установлены оба. Вчера запустил отдельный комп только для Мача- результат тот же. Мне все- таки кажется, что виноват контроллер. Даже самый слабый двигатель должен сам себя крутить без нагрузки. А у меня они дергаются даже отдельно от станка. Сегодня, если получится попробую Турбо снс.
Коллеги! ЗАРАБОТАЛО!!!
Проблема была в контроллере. На одной из ног какой- то микросхемы была сопля, коротящая соседнюю ногу. Обнаружил ее случайно, когда вчера простывший, сопливый и злой сидел в моделке. Просто случайный отблеск весеннего солнца на плате. Ради интереса глянул, что же там такое блестит. А там эта гадость. Убрал шилом и о, чудо!!! Двигателя запели мягким жужжанием свежесмазанного Терминатора, а не дизельным грохотом престарелого “Кировца”! Вброс счастья и адреналина был такой, что сразу же прошли и сопли и температура! Мои маломощные движки с легкостью таскают Дремель, на радостях отработал все тестовые программы- наделал всяких кружочков- треугольничков.
Из этого выводы:
- Как всегда, электроника- это наука о контактах. Или его нет там, где он должен быть, или он есть там, где его быть не должно.
- Теперь знаю самый действенный метод борьбы с простудой- нужно просто чтобы получилось то, над чем очень долго мучился.
Огромное спасибо Евгению (ака Udjin) и всем, кто меня поддерживал и помогал советами!
На одной из ног какой- то микросхемы была сопля, коротящая соседнюю ногу.
Наука в том что, надо чужие советы читать внимательно и вникать в смысл, тогда проблемы решаются намного быстрее, а не волею случая. Если судит по вашему случаю то действенным методом решения проблемы, является заболеть простудой и к тому же должен быть случайный отблеск солнце.
Прошу помощи клуба!
Есть станок от известного отечественного производителя. Ось X и Ось Y передача шестерня гайка. Там и там шестерни 15 зубов. Соответсвенно значения step per unit одинаковые. При ручном измерении с помощью электронной линейки шпиндель передвигается на заданное расстояние, что по одной, что по другой оси.
Режу квадрат со стороной 75 мм. В итоге получается прямоугольник с стороной по X 74.9, а по Y 74.72.
Собственно размер не имеет значения, сторона по Y всегда несколько короче.
УП генерится с помощью ArtCAM 2011 встроенным постпроцессором mach3_mm_arcs. Резал 3мм МДФ 2 мм кукурузой. Собственно с другими материалами и фрезами результат такой-же.
Где искать косяк? Почему стороны не пропорциональны?
Режу квадрат со стороной 75 мм. В итоге получается прямоугольник с стороной по X 74.9, а по Y 74.72.
Собственно размер не имеет значения, сторона по Y всегда несколько короче.
УП генерится с помощью ArtCAM 2011 встроенным постпроцессором mach3_mm_arcs. Резал 3мм МДФ 2 мм кукурузой. Собственно с другими материалами и фрезами результат такой-же.
Где искать косяк? Почему стороны не пропорциональны?
Простая проверка на “косячность” электроники и сотфа - меняете оси местами. Точнее - выводы шаговика оси Х присоединяете к драйверу Y и наоборот. Если диспропорция сохранится - ковырять механику(люфты, кривая рейка, подклинивания). Если диспропорция “повернётся” - значит косяк где-то в связке софт+электроника и это уже нужно рассматривать отдельно.
Чисто к слову, первое что приходит в голову - где-то на рейке оси Y имеется место/зуб, где происходит подклинивание и пропуск пары/тройки шагов.
Сделайте квадраты разных размеров и сравните расхождения по X и Y. Если от заданных значений будет один и тот же “недобор” - ищите люфты/отжимы, если “недобор” пропорционален размерам - вероятно программно-настроечные косяки.
Почему стороны не пропорциональны?
Предположу - жёсткость по оси Х выше, чем по оси Y…
Спасибо за ответы, всем откликнувшимся!
Доступ к станку имею только в выходные (да и то не всегда), но как доберусь обязательно еще раз проверю на люфты и отжимы. Хотя чисто методом “пальпации” ни каких люфтов не чувствуется по этим осям. Станок довольно жесткий. Станок на самом деле такой (рекламой не считать!).
Измерения линейкой электронной по оси Y проводил во “втрой половине” хода станка - там все сходилось. “Треска” пропуска шагов вроде не слышно, хотя пару-тройку шагов и не услышишь наверное.
Подскажите, может у кого-то есть скрипт, для установки Z при смене инструмента. Чтоб можно было использовать такое приспособление www.aliexpress.com/snapshot/7069973023.html. Еще интересно, чтоб когда нажимаешь “Авто тулл зеро” станок отъезжал не в О,О,О, а например в X= -25, Y=-25 и далее чтоб шпиндель начал опускаться до контакта.
Есть кое что, но поправить придётся:
Code “G90” ’ switch to absolute coords
CurrentFeed = GetOemDRO(818) 'save feed
If GetOEMLed (164) Then
Message (“Spindle On”)
DoSpinStop
Sleep(10000)
Message (“Spindle Off”)
End If
StoreAbsX = GetOEMDRO (83)
StoreAbsY = GetOEMDRO (84)
StoreAbsZ = GetOEMDRO (85)
Code “G53 G0 Z15”
While IsMoving()
Sleep(100)
Wend
Code “G53 G0 X-28.57 Y21.23” 'replace with real probe location at machine coordinates
While IsMoving()
Sleep(100)
Wend
Code “G53 G0 Z-50” 'replace with max tool height
While IsMoving()
Sleep(100)
Wend
Code “G91”
Code “G31 Z-100 F500” 'fast first touch
While IsMoving()
Sleep(100)
Wend
Code “G90”
Code “G1 Z” & GetVar(2002)-0.6 'lower probe 0.6mm from touch point for better cylinder return
While IsMoving()
Sleep(100)
Wend
Code “G91”
Code “G0 Z1.6” 'rise 1mm above probe
While IsMoving()
Sleep(100)
Wend
Code “G31 Z-100 F100” 'slow second touch
While IsMoving()
Sleep(100)
Wend
Code “G90”
Code “G0 Z” & GetVar(2002) 'rise to touch point
While IsMoving()
Sleep(100)
Wend
SetOEMDRO(802,27.46 - GetOEMDRO(80)) 'change to probe height - Zinhibit screen window for Z zero correction
Sleep(500) 'pause for DRO update
Code “G53 G0 Z15” 'rise spindle
While IsMoving()
Sleep(100)
Wend
Code “G53 G0 X” & StoreAbsX & " Y" & StoreAbsY ’ go to starting position
While IsMoving()
Sleep(100)
Wend
Code “G53 G0 Z” & StoreAbsZ
While IsMoving()
Sleep(100)
Wend
Code “F”&CurrentFeed 'restore feed rate
Exit Sub
[QUOTE=Tomas;6052985]Есть кое что, но поправить придётся
Можете пояснить этот скрипт. А то вдруг я что-то не то поменяю. Не умею программировать данные скрипты. Я в них все равно что свинья в посудной лавке…
Лазил по настройкам и влез. Теперь шпиндель от мача не работает. Вот в этом окне включил калибровку. Включился шпиндель и пошагово повышал обороты до максимальных. На максимальных оборотах шпиндель сильно вибрировал такое ощущение что были обороты намного больше . После этой процедуры шпиндель работает только автономно. Шим идет на регулятор в режиме калибровки но с обратным (от больших до минимальных). В режиме регулировки оборотов из панели мача не регулируется. Подскажите куда рыть. Или как вернуть то что было.
Сначала в папке Мача найдите папку macros, откройте её и в папке с вашим профилем найдите фаил Linearity.dat. В этот файл МАч записывает данные калибровки шпинделя. Его надо удалить. При следующем запуске Мача, он его создаст заново с данными по умолчанию.
Проверить, какие максимальные и минимальные значения установлены в окнах вкладки, где устанавливаются передаточные отношения шпинделя.
Если шпиндель из мача не регулируется, это значит, что в файле Linearity записаны неправильные данные (при условии, что вы никакие другие установки не меняли),
Вернуть то что было, можно если вы сохранили данные своего профиля до сбоя.
И кстати, если используется SmoothStepper, то производить калибровку шпинделя вообще не рекомендуется…
Вернуть то что было, можно если вы сохранили данные своего профиля до сбоя.
Cпасибо Марат. Не получилось. Я даже новый профиль сделал ( у меня были бумажки со всеми установками ). Результат тот же. Может порт спалил, хотя шим идет и индикатор регулятора показывает обороты когда включаю режим калибровки. буду смотреть железо. Шпиндель у меня колекторный с регулятором который может работать автономно и от мач3. Шим через 14 ногу порта на управления. И какого я полез в эту калибровку.