Модели из 3D принтера

По всему периметру идет один разрез 0,05мм на глубину 5мм выполняющий роль лонжерона
Если Вас не затруднит, переведите пожалуйста на доступный всем технический язык.
Разрез 0.05 мм (50 мкм), это как??? Где, чем и какое тело разрезано на “глубину” - 5 мм???
“Лонжерон” в фюзеляже?
Все как написано так и сделано.
Разрез твердого тела на глубину 5мм шириной 0,05мм.(можно и 0,2мм но тогда нельзя будет масштабировать при печати)
Скачайте мою EXTRA300 и посмотрите модель.
После слайсинга эта щель печатается как разрез в 3Д теле но края слипаются и образуется двойная стенка внутри, выполняющая роль лонжерона.
Не разрушается нижняя часть капота?
капот при посадках на брюхо - расходный материал, даже тянутый из бутылки.
все—равно он разбивается со временем.
Очевидно уровень жёсткости капота ограничен технологией производства слоистого пластика в технике FDM, а также его быстрой химико-механической деградацией. Никакими печатными ребрами или шпангоутами эту проблему не решить. Работают только гибридные техники. Например усиление п/у пеной, оклейка тканью, применение анизотропного конструктива из бальсы или фанеры. То есть линейное или поверхностное связывание возможных центров расслоения или разлома. Поэтому делать самолёт только "из 3D принтера - технический нонсенс. Попробуйте заговорить на эту тему с опытным конструктором-механиком или прочнистом… Единственное философское оправдание этой “кжи”-технологии (см. И. Ефремов “Час Быка”) - возможность самопроизводства реплицированных деталей и узлов и быстрой замены вышедшего из строя обьекта. Это технология - “эмотикон”. Для не умеющих производить собственные мысли или обликать их в языковую форму. В лучшем случае - прекрасный инструмент цифрового прототипирования. Разработал в солиде, отпечатал, посмотрел, повертел, потрогал… И выбросил в корзину. И сделал другой прототип.
P.S. Компромиссный вариант в технике FDM это толстая стенка (2.0 мм) с ячеистым заполнителем (infill honeycomb). Будет чуть тяжелее оболочки в 1-2 периметра, но прочнее. Также зависит от способа крепления капота. Нужно делать его размыкающимся с фюзом при ударе. Проверено на ракетах.
края слипаются и образуется двойная стенка внутри, выполняющая роль лонжерона.
Теперь понятно. Т.е. щель в 50 мкм образуется в в трёхмерной модели, а при печати она реализуется средствами слайсера? Мне нравится Ваша техника дизайна. Есть чему поучиться. Gracias! Успехов.
Например усиление п/у пеной, оклейка тканью, применение анизотропного конструктива из бальсы или фанеры.
Предпочитаю (по результатам тестов) обклеивать скотчем. Всеравно ломается, но не распадается, скотч держит)
Теперь понятно. Т.е. щель в 50 мкм образуется в в трёхмерной модели, а при печати она реализуется средствами слайсера?
Реально работают щели размером до настройки максимального перекрытия (Allowed perimeter overlap) от ширины экструзии (по умолчанию 50%).
Не важно, 50мкм или 0.1мм. Слайсер будет располагать периметры так чтобы их перекрытие было не более заданного.
У меня по такой технологии сделаны все внутренние элементы, в том числе батарейный отсек, только модель не солид, а shell. Раньше писал в этой теме о нюансах слайсинга и необходимости соблюдать правило неразрывного периметра. Именно поэтому на самолёте присутствует характерная “расшивка”.
3Длабсы чтобы не портить экстерьер, используют другую технику - отступ от внешней стенки. Изначально хотел так же, но в FreeCAD это сделать практически невозможно. Ну и по технике 3Длабсов печатается дольше.
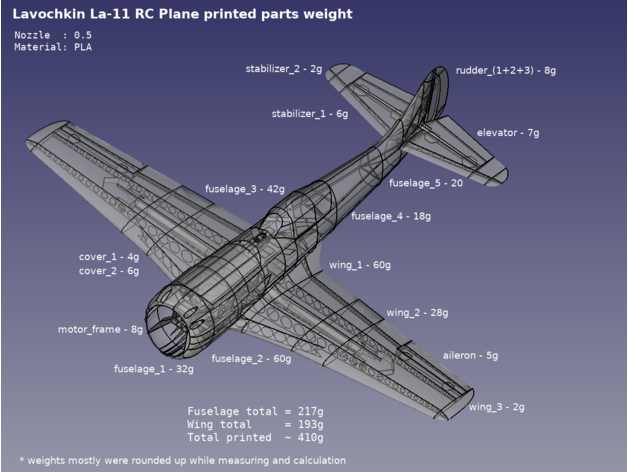
Кстати, решил напечатать ещё одну лавку чтобы замерить вес каждой детали. Эту печатаю из PLA, сопло 0.5.
Вон о чём речь. Так при этом щель только в слайсере, а в печати она превращается в стенку. Я ставлю 40% overlap и получается максимальная прочность при оптимальном весе. Вы, Андрей и научили:) Ла-5 у меня так и напечатан.
Обзор на корсар готов!
Развесовка, PLA/0.5.
Носовая часть (fuselage_1) напечатаны в 2 периметра. У fuselage_02 первые 10мм напечатаны в 2 периметра.
Цель - усилить место удара при посадке, ну и с центровкой ещё проще будет. Раньше печатал в 1 и из PETG, но как писал выше, разрушается со временем. На лётных характеристиках не сказывается потому что крепление мотора даже при повреждении 2 из 4 лучей остается достаточно прочным чтобы таскать самолёт, но экстерьер портит.
Также делаю инструкцию по нюансам сборки, позже выложу.
капот при посадках на брюхо - расходный материал, даже тянутый из бутылки.
Это конечно да, но на ЛА-5 это решается оч просто.
Было бы не плохо если вы заднюю часть фонаря поправили, а если по правите вообще всю заднюю часть фюзеляжа то будет вообще супер.
Оторвет радиатор, не?
Оторвет
Пока не оторвало )))
Я тоже опасался что оторвёт, ан нет получилось оч удачно.и трёхлопастной винт не ломается (его я тоже сам придумал и напечатал).
Сломалось в другом месте пришлось кусок фюза вырезать и вставить другой. на фото видно не крашенной кусочек.
Было бы не плохо если вы заднюю часть фонаря поправили, а если по правите вообще всю заднюю часть фюзеляжа то будет вообще супер.
что , по вашему, не так с задней частью?
что , по вашему, не так с задней частью?
У ЛА-5 не простая история.
Изначально это ЛАГГ-3 на который установили звёздообразный мотор. если посмотрите на мой вариант то это сразу заметно.
потом выяснилось что задний гаргрот напроч закрывает заднюю полусферу и проблему решили крайне просто срезали гаргрот но не передвинули и не изменили хвостовое оперение в итоге получилось что на виде сбоку та часть что ближе к фонарю немного ниже того места откуда начинается киль.
вот такой вот интересный самолёт ЛА-5 в последующих моделях ЛА уже изменили и это.
ЗЫ
Потому и сделал модель именно первого варианта ЛА-5 что у меня контур
Последующих модификаций вызывает ощущение будто этому самолёту снизу под киль пинчища отвесили.
Без рисунка непонятно 😦
Я делал по чертежам для бальзы, возможно там что-то упростили…
возможно там что-то упростили
Там не упростили а просто видимо у авторов этих чертежей такое же мнение что и у меня, но решили они по своему
и трёхлопастной винт не ломается (его я тоже сам придумал и напечатал).
Как расход и тяга по сравнению с покупными винтами?
Как-то рассчитывали его? Какой профиль используется?
Вопрос с винтами очень актуальный и интересный для меня.
Раньше экспериментировал (и писал об этом тут), делал параметрическую модель. Тогда с печатным 12х8 летала пилотажка соклубника iFly, ну и мои спитфайры на 9х6 и 9х7.
Однако соизмеримая тяга достигалась примерно при 1.5 раза большем токе.
Тоесть да, летает, прочный, но не эффективно.
Буквально сегодня вернулся к теме печатных винтов из-за необходимости в нестандартном винте, нарисовал новую параметрическую модель, но на этот раз только лопасть и хаб отдельно.
Для лопасти выбрал профили mh112-il - mh117-il.
Хочу печатать лопасть вертикально из PETG, вопреки тиражируемому мнению что так меньше прочность.
Недавно делал печатные стойки для спитфайра, получились монолитные. Одну сломал из-за того что подвернулось колесо (погнулась ось колеса). На изломе следов слоев не обнаружил, сама линия излома также без намека на слои, выглядит как монолит. Поэтому есть идея печатать отдельно лопасти вертикально, отдельно хаб.
Без рисунка непонятно
Как расход и тяга по сравнению с покупными винтами?
По разному )))
я не стал делать фиксированный шаг сделал приспособу для подборки нужного шага, когда подберёшь то не хуже покупных.
Какой профиль используется?
Вот не знаю. Взял сканы чертежа ЛА-5 из какого то журнала обстукал и контур и профили на их основе нарисовал 3D модель лопасти.
сделал с ней несколько винтов разных размеров и с разным (подобранным шагом), в итоге 11" трёхлопастный винт в статике дал тягу больше 2кг, но моторчик ск 3530 оказался слабоват задымил вместе с регом помер.
на более мощном моторе выдал тягу около 3кг.
вопреки тиражируемому мнению что так меньше прочность.
Не рекомендую.
Был эксперимент честно говоря хорошо что рядом никого не было.
Сперва посчитайте скорость конца лопасти и прикиньте нагрузку усугубите всё это вибрацией и думаю это сильно охладит ваш пыл.
Ещё один момент, это вес тот самый господин вес который вечно все наши задумки портит ))))
если печатать из пети то разница в весе по сравнению с АБС будет 10-15% и поверьте это существенно влияет на характеристики всей СУ.
В общем вот такое моё субъективное мнение. )))))))))))
У ЛА-5 не простая история.
Изначально это ЛАГГ-3 на который установили звёздообразный мотор. если посмотрите на мой вариант то это сразу заметно.
потом выяснилось что задний гаргрот напроч закрывает заднюю полусферу и проблему решили крайне просто срезали гаргрот но не передвинули и не изменили хвостовое оперение в итоге получилось что на виде сбоку та часть что ближе к фонарю немного ниже того места откуда начинается киль.
вот такой вот интересный самолёт ЛА-5 в последующих моделях ЛА уже изменили и это.
ЗЫ
Потому и сделал модель именно первого варианта ЛА-5 что у меня контур
Последующих модификаций вызывает ощущение будто этому самолёту снизу под киль пинчища отвесили.
бред
ОтЛаГГ-3 до Ла-7

ЛаГГ-3 - Ла-5

Ла-5 - Ла-5Ф

Ла-5Ф - Ла-5ФН

Ла-5ФН -Ла-7

нет “на виде сбоку та часть что ближе к фонарю немного ниже того места откуда начинается киль.”
нет изменений в задней части фюза от Ла-5Ф до Ла-7
ЗЫ
что там с шасси и ТБ-3\АНТ-5\ТБ-4😒😛
…бред…
Вы не могли бы представлять свою точку зрения без подобных грубых реплик? Здесь собрались единомышленники, которые независимо обмениваются техническим опытом. А так, приходится перешагивать через Ваш пост (несомненно информативный), как через плевок на чистом полу.
Провел некоторые изыскания на тему винтов.
При печати вертикально, лопасть от 9" пропеллера толщиной 2.6мм держит нагрузку на излом около 2.5кг (сила приложена к концам). К сожаления в таком размере я не могу обеспечить 100% заполнение, похоже придётся увеличивать толщину профиля.
Высота слоя 0.25.
Оптимальный вариант получается именно из PETG.
PLA жидковат при печати, долго остывает.
C ABS у меня какие-то непонятки, то ли он испортился, то ли я его сильно не догреваю, хотя деталь при печати “жидкая”. Крошится… Давно им не печатал (года 1.5-2). Раньше нормально было, при изгибе белел и тянулся, а теперь крошится, даже просто пруток в катушках, попробовал две.
Только что подошла лопасть толщиной 3.3мм (профиль тот же, увеличил хорду лопасти).
5 кг весов не хватает 😎
Так и не сломал. Тест такой - один конец фиксируется, второй кладётся на весы, давление в центр пальцем.
Руками, ну килограмм 6,5 потребовалось. Заполнение также не 100%, есть достаточно ощутимая пустота по задней кромке
Китайский оранжевый винт толщиной 2.5мм из ABS на той же нагрузке белеет, но ещё не ломается.
К сожаления в таком размере я не могу обеспечить 100% заполнение, похоже придётся увеличивать толщину профиля.
А по играться с шириной колбаски? (лучше уменьшать)
Высота слоя 0.25.
Многовато будет.
PLA жидковат при печати, долго остывает.
Вообщето обычно на оборот или у вас ПЛА такой попался.
даже просто пруток в катушках, попробовал две.
Обычно такое от долгого лежания без пакета или на солнышке, а возможно и то и другое.
Так и не сломал.
Не сомневайтесь её величество вибрация вам поможет.
Оранжевый китайский её выдержит поскольку литой и пластичный ещё такие винты рассчитаны в основном на коллекторные моторчики.
Сравните свои винты с винтами АПС и почувствуете разницу.
Дело ваше но не рекомендую делать лопасть стоя по нескольким причинам.
1 прочностные характеристики
2 время печати.
Ещё лёжа лопасть прекрасно печатается практически из любого пластика.
А по играться с шириной колбаски? (лучше уменьшать)
Нужно уменьшать диаметр сопла, что-то около 0.2-0.3 было бы хорошо, но у меня нет таких, перешел на 0.5.
Сейчас подача настроена очень точно. Если заливать больше то будут дефекты экстерьера, впрочем попробую.
Многовато будет.
Да, это для прототипирования чтобы быстро было. Кстати, на 0.125 может и с заполнением лучше будет, пока не пробовал.
Дело ваше но не рекомендую делать лопасть стоя по нескольким причинам.
1 прочностные характеристики
2 время печати.
Ещё лёжа лопасть прекрасно печатается практически из любого пластика.
Идти дорогой экспериментов всегда сложнее чем по накатанной, зато интереснее 😃
Печать одной лопасти в пределах 15 минут.
Мне лёжа не нравится что сильно портится поверхность. Тут вот какой момент. На этих размерах толщина профиля должна быть минимальной чтобы уменьшить сопротивление. Посмотрите на те же АПС, они как лезвие бритвы. Тонкий профиль лежа напечатать невозможно из-за нависания больше чем ширина экструзии. Особо это заметно на концах лопасти. Приходится увеличивать толщину лопасти, но при этом винт начинает тратить энергию на перемешивание воздуха вместо создания тяги. Собственно таким выводом и закончились прошлые испытания.
Провел тестовый запуск винта.
Пока точных измерений не делал, но абсолютно точно тяга сильно выше, а ток сильно ниже чем был на “старых” винтах, даже звук другой, нет “турбулентности”.
Кстати, лопасти не обрабатывал и даже не балансировал, биение есть, но оно минимальное, в руке вибрация слабо ощущается.
Лопасти надежно вщелкиваются в хаб. Крепление типа “ёлка” действительно надежное. Достаточно прикрутить только сам винт в центре, раскрыть его не получится.
Первый вариант “ёлки” был с большим числом зацепов, но это ухудшало качество печати, уменьшил до минимума.
На 11.6А от 3S тяга винта примерно 700г.
Мотор C4038-15 700Kv.
Винт 230х193мм (примерно 9х7.6).
Взлётный вес лавки с батареей 3S 1000mAh в такой конфигурации 745г (это с автопилотом, GPS, но без камеры и обклейки скотчем), будет в пределах 760.
На максимальных оборотах практически висит когда из рук отпускаешь.
Нужно теперь увеличивать шаг чтобы загрузить мотор.
Лавка с мотором 1130кв и оранжевым 2 лопастным винтом 10х6 жрет 20А и тянет примерно 760г при весе 728г.
Сделал параметрическую модель лопасти и хаб отдельно.
Набор профилей лопасти - специальный пропеллерный для СЛА, подумал что наиболее подходит для моделей.