Станок с рабочим полем 2300х1100*250

Я тут чертежи нашел, правда там для скачивания чертежа регистрироваться надо:
чертеь шкива посмотреть можно здесь www.catalogds.com/db/service?domain=gates.pt&comma… , выбрав PowerGrip, по чертежам делал на 30 и 72 зуба HTD 5 мм.
Один шкив уже заново нужно делать - слишком усердно сняты фаски 😃, да наверно “дно” впадины было слишком широкое.
Впадины нужно делать по ширине чуть больше зуба ремня- на 0,1…0,2мм, в зависимости от размера зуба.
Есть данные для АТ профиля? Скачал чертёж шкива от сюда , так там впадина один в один профиль зуба.
Есть данные для АТ профиля?
Конкретно на АТ нет.
Но принцип один.
Смотри тут какие должны быть размеры зубьев шкивов под импортные ремни:
www.chipmaker.ru/index.php?app=core&module=attach&…
ISO 2594, расчеты ведутся от линии корда в ремне(он не подвергается деформации)
А у нас привыкли считать по старинке - по средней линии зуба, опираясь на модуль зуба увеличивая или уменьшая модуль зуба в зависимости от типа передачи (силовая или кинематика) в пределах 2 градусов, относительно ремня. Этот расчет ориентирован на старые ремни без корда которые подвергались значительной деформации.
ЗЫ:
«— Скажите государю, что у англичан ружья кирпичом не чистят: пусть чтобы и у нас не чистили, а то, храни Бог войны, они стрелять не годятся».
нарисовал себе шкив на 13 зубов, а то производят только на 12 и 14, на 13 ни ни… суеверия млин 😁

Файл закинул сюда:
www.fayloobmennik.net/1217883
PS: Через плечо три раза сплюнул!!!
нарисовал себе шкив на 13 зубов, а то производят только на 12 и 14, на 13 ни ни… суеверия млин
Я первый шкив сделал “на глаз” да ещё из алюминия - подправил натфелем фаски и нормально работает. Второй сделал практически по чертежу (на сколько позволила точность станка и УДГ) - погрешность 0,1-0,2мм и блин ничего не сходится.
А откуда чертеж брали интересно ?
Могу начертить чертеж на 74 зуба попробовать и тогда сравнишь со своим и с реальным изделием (на бумаге распечатать и приложить к изделию).
А откуда чертеж брали интересно ?
Вот тут есть черчежи и модели в разных форматах. Кстати там много интересного есть.
Могу начертить чертеж на 74 зуба попробовать и тогда сравнишь со своим и с реальным изделием (на бумаге распечатать и приложить к изделию).
Это я и сам могу 😃. Сегодня наконец-то, сделали шкив на 72 зуба (осталось только фаски доделать, правда и без них нормально ремень садиться).
Основная проблема была в инструменте, сделали с центровочного сверла 4 фрезы, 2 оказались не на 60 градусов, а на 53-56 и как следствие большая ширина выступов зуба.
Взяли другие фрезы и всё получилось.
Всем спасибо за советы, особенно Glazz и CINN.
нарисовал себе шкив на 13 зубов, а то производят только на 12 и 14, на 13 ни ни…
Для АТ профиля эта модель не подойдёт. Коректная модель должна выглядеть где-то так
Возможно я путаю тип профиля, я беру профиль ремня “Optibelt ZR 130XL” (от рубанка)
Вот АТ профиль
“Optibelt ZR 130XL” (от рубанка)
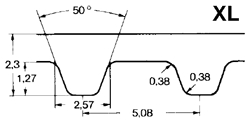
Серия XL- дюймовая.
АТ, Т- метрические.
Серия XL- дюймовая.
АТ, Т- метрические.
Спасибо CINN, а то я запутался.
Опять трабл. 😦
Поставили шкив так в одну сторону нормально идёт, а в другую ремень набегает.
Есть одна мысль - фрезеровщик фаски снимал сверлом на УДГ, чёт пошло не так и начало снимать пол зуба с одной стороны - пока он глаза разул уже 10-15 зубьев так прошло (оставил называется без присмотра).
Кстати, какое натяжение ремня должно быть.
Зыбыл добавить, что ремень в некоторых случаях проскальзывал на малом шкиве (у меня мультипликатор).
Кстати, какое натяжение ремня должно быть.
Оно должно быть.
Однако- без фанатизма. Зубчатый ремень- не клиновый, сильную натяжку не требует.
Обычно в каталогах производителей есть таблицы со значениями прогиба натянутого ремня при приложении некоторого усилия. Т.е., грубо, давим пальцем на натянутый ремень сбоку с силой 5кг.- прогибается на 5мм. Нормально. Если больше- подтянуть, меньше- ослабить.
Также производители выпускают приборы контроля основанные на этом способе.
Однако- без фанатизма. Зубчатый ремень- не клиновый, сильную натяжку не требует.
Натяжку сделали нормальную, но ремень набегает на зубья, причём за два оборота.
Возможно что-то неправильно подрассчитали.
Диаметры шкивов как рассчитывали?
Диаметры шкивов как рассчитывали?
Первые пробы брал внешний диаметр (с каталога) - 2*1,1 (высота зуба 1,1), потом скачал вот от сюда готовый чертеж (от моего он отличался только на пару соток по диаметрах) сделали - лучше, но всё равно не то. (смущало, что по этих чертежах западина зуба – это точная копия профиля зуба ремня).
Распечатал на бумаге чертеж и приставлял к детали – есть некоторые неточности, но максимум на 0,2-0,4 мм.
Сейчас скачал вот от сюда - тут больше ширина западины буду пробовать.
Шкив на 46 зубьев сделан с некоторыми допущениями, но работает нормально без пробуксовок.
Если профиль АТ5, то высота зуба там 1,2мм. Ну и вопрос- количество зубов на Ваших шкивах и как рассчитывали диаметры заготовок под шкивы?
Если профиль АТ5, то высота зуба там 1,2мм.
Глубина впадины 1,1 - практически по всем каталогам и 1,25 по одному найденному каталогу. Я принимал 1,1мм.
Ну и вопрос- количество зубов на Ваших шкивах и как рассчитывали диаметры заготовок под шкивы?
Заготовка для фрезерования имеет наружный диаметр, который соответствует данным каталога.
У меня две передачи 70/16 и 46/16 (16 зубьев – шкивы заводские, диаметр проверенный с каталогом) ремни АТ 545 и АТ510 – соответственно.
Размеры внешних диаметров шкивов:
70- 110,2 мм
46 – 72мм
16 - 24,2 мм
Диаметр впадин меньше на 2,2мм (отклонение в минусе -0,08-0,11мм).
Заготовка точится на токарном станке – ответственные поверхности с одного установа, далее на фрезерование устанавливается на оправку и с помощью УДГ (простое деление) нарезаться зубья за два прохода (0,9мм+0,2мм).