Станок с рабочим полем 2300х1100*250

нарисовал себе шкив на 13 зубов, а то производят только на 12 и 14, на 13 ни ни… суеверия млин
Я первый шкив сделал “на глаз” да ещё из алюминия - подправил натфелем фаски и нормально работает. Второй сделал практически по чертежу (на сколько позволила точность станка и УДГ) - погрешность 0,1-0,2мм и блин ничего не сходится.
А откуда чертеж брали интересно ?
Могу начертить чертеж на 74 зуба попробовать и тогда сравнишь со своим и с реальным изделием (на бумаге распечатать и приложить к изделию).
А откуда чертеж брали интересно ?
Вот тут есть черчежи и модели в разных форматах. Кстати там много интересного есть.
Могу начертить чертеж на 74 зуба попробовать и тогда сравнишь со своим и с реальным изделием (на бумаге распечатать и приложить к изделию).
Это я и сам могу 😃. Сегодня наконец-то, сделали шкив на 72 зуба (осталось только фаски доделать, правда и без них нормально ремень садиться).
Основная проблема была в инструменте, сделали с центровочного сверла 4 фрезы, 2 оказались не на 60 градусов, а на 53-56 и как следствие большая ширина выступов зуба.
Взяли другие фрезы и всё получилось.
Всем спасибо за советы, особенно Glazz и CINN.
нарисовал себе шкив на 13 зубов, а то производят только на 12 и 14, на 13 ни ни…
Для АТ профиля эта модель не подойдёт. Коректная модель должна выглядеть где-то так
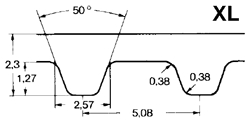
Возможно я путаю тип профиля, я беру профиль ремня “Optibelt ZR 130XL” (от рубанка)
Вот АТ профиль
“Optibelt ZR 130XL” (от рубанка)
Серия XL- дюймовая.
АТ, Т- метрические.
Серия XL- дюймовая.
АТ, Т- метрические.
Спасибо CINN, а то я запутался.
Опять трабл. 😦
Поставили шкив так в одну сторону нормально идёт, а в другую ремень набегает.
Есть одна мысль - фрезеровщик фаски снимал сверлом на УДГ, чёт пошло не так и начало снимать пол зуба с одной стороны - пока он глаза разул уже 10-15 зубьев так прошло (оставил называется без присмотра).
Кстати, какое натяжение ремня должно быть.
Зыбыл добавить, что ремень в некоторых случаях проскальзывал на малом шкиве (у меня мультипликатор).
Кстати, какое натяжение ремня должно быть.
Оно должно быть.
Однако- без фанатизма. Зубчатый ремень- не клиновый, сильную натяжку не требует.
Обычно в каталогах производителей есть таблицы со значениями прогиба натянутого ремня при приложении некоторого усилия. Т.е., грубо, давим пальцем на натянутый ремень сбоку с силой 5кг.- прогибается на 5мм. Нормально. Если больше- подтянуть, меньше- ослабить.
Также производители выпускают приборы контроля основанные на этом способе.
Однако- без фанатизма. Зубчатый ремень- не клиновый, сильную натяжку не требует.
Натяжку сделали нормальную, но ремень набегает на зубья, причём за два оборота.
Возможно что-то неправильно подрассчитали.
Диаметры шкивов как рассчитывали?
Диаметры шкивов как рассчитывали?
Первые пробы брал внешний диаметр (с каталога) - 2*1,1 (высота зуба 1,1), потом скачал вот от сюда готовый чертеж (от моего он отличался только на пару соток по диаметрах) сделали - лучше, но всё равно не то. (смущало, что по этих чертежах западина зуба – это точная копия профиля зуба ремня).
Распечатал на бумаге чертеж и приставлял к детали – есть некоторые неточности, но максимум на 0,2-0,4 мм.
Сейчас скачал вот от сюда - тут больше ширина западины буду пробовать.
Шкив на 46 зубьев сделан с некоторыми допущениями, но работает нормально без пробуксовок.
Если профиль АТ5, то высота зуба там 1,2мм. Ну и вопрос- количество зубов на Ваших шкивах и как рассчитывали диаметры заготовок под шкивы?
Если профиль АТ5, то высота зуба там 1,2мм.
Глубина впадины 1,1 - практически по всем каталогам и 1,25 по одному найденному каталогу. Я принимал 1,1мм.
Ну и вопрос- количество зубов на Ваших шкивах и как рассчитывали диаметры заготовок под шкивы?
Заготовка для фрезерования имеет наружный диаметр, который соответствует данным каталога.
У меня две передачи 70/16 и 46/16 (16 зубьев – шкивы заводские, диаметр проверенный с каталогом) ремни АТ 545 и АТ510 – соответственно.
Размеры внешних диаметров шкивов:
70- 110,2 мм
46 – 72мм
16 - 24,2 мм
Диаметр впадин меньше на 2,2мм (отклонение в минусе -0,08-0,11мм).
Заготовка точится на токарном станке – ответственные поверхности с одного установа, далее на фрезерование устанавливается на оправку и с помощью УДГ (простое деление) нарезаться зубья за два прохода (0,9мм+0,2мм).
Я принимал 1,1мм.
Может в этом дело? По каталогу-то 1,2.
И, теоретически, зуб ремня должен упираться наклонными частями в соответствующие части шкива. Но никак не в донышко упираться.
Может в этом дело? По каталогу-то 1,2.
И, теоретически, зуб ремня должен упираться наклонными частями в соответствующие части шкива. Но никак не в донышко упираться.
АТ - профиль садится на дно, Т - профиль на внешний диаметр судя по каталогам. Замерял шкив на 16 зубьев, так там вроде 1,1 мм.
Шкив cделали фрезой за три прохода, фрезерование встречное. Вот результат работы.
Почти готовый портал.
Странность с настройками. Настраивал Мач (количество шагов на мм) на ось У, микрошаг 1/1000 без учёта ременной передачи и точно так же с учётом мультипликатора - с учётом ременной передачи работает стабильней, почему так не пойму.
ременной передачи работает стабильней, почему так не пойму.
В чём конкретно выражается стабильность?
У Вас, я так понимаю, повышающая передача? Следовательно ШД вращается медленнее, соответственно крут.момент- больше.
В чём конкретно выражается стабильность?
У Вас, я так понимаю, повышающая передача? Следовательно ШД вращается медленнее, соответственно крут.момент- больше.
Например у меня передача 4,25:1, если её не учитывать, то на мигрошаг 1/1000 устанавливаю 200 импульсов на мм и скорость 700 мм/мин (реальная 2975мм/мин) - бывают пропуски шагов, а если учесть мультипликатор и установить 47,058 импульсов на мм, скорость 3000 мм/мин - пропусков шагов нету. В первом случае 140кHz при максимальной скорости, во втором 141кHz.