AP 15 и OS LA15 - просто хочу показать.

Возможность применить АР 15 для радио боя не давала мне покоя - не удержался и заказал сей девайс, на удивление доставили очень быстро!
Внутри аскетичной коробочки заветный моторчик и довольно подробная инструкция.
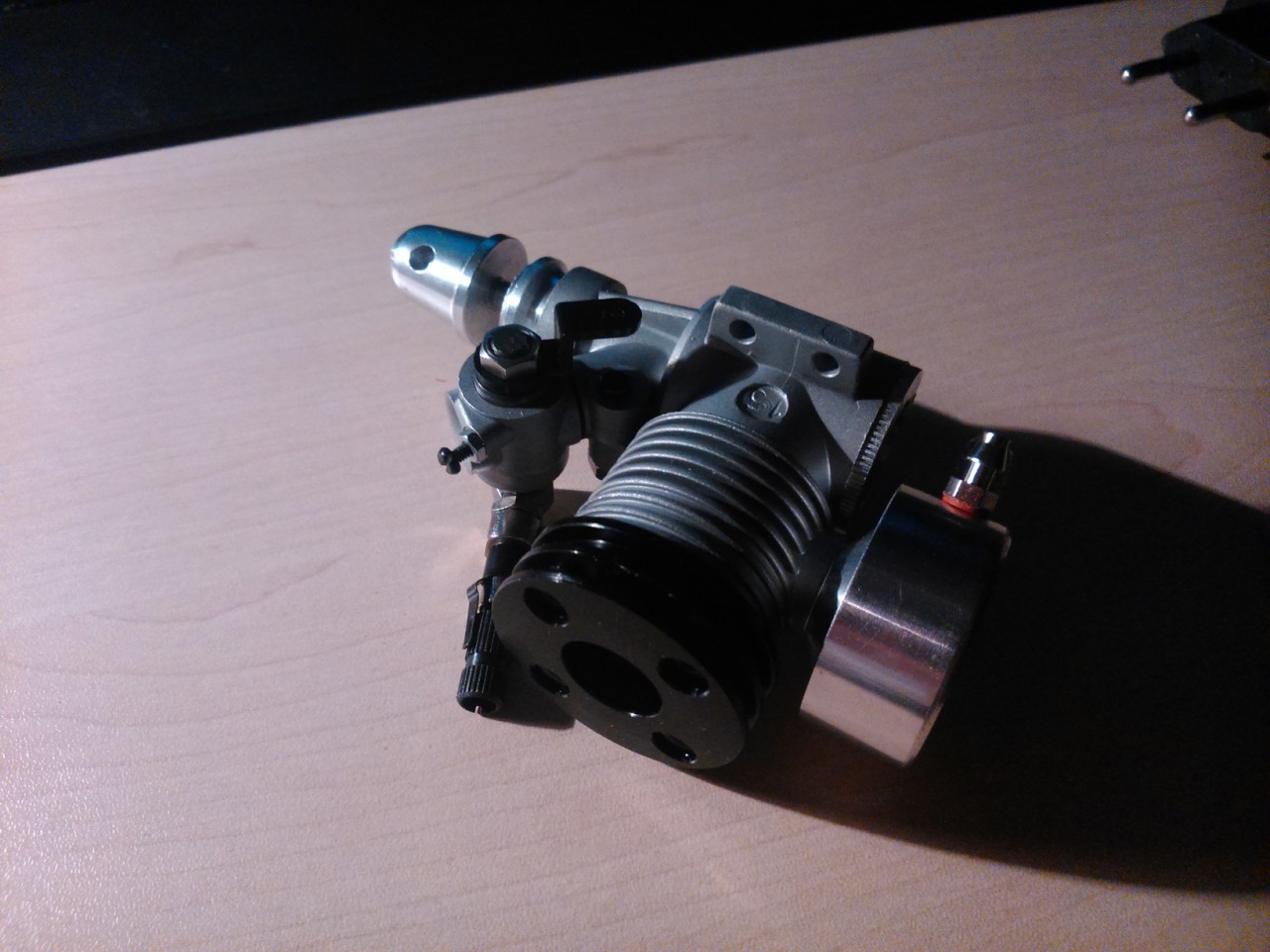

Моторчик зажат до невозможности ( выхлоп диаметром 4 мм и футорка карба аналогично), даже выхлопное окно в гильзе кажется непропорционально узким

Резервы есть!
Естественно захотелось взглянуть на это чудо изнутри, несколько манипуляций шестигранником и двигатель разобран. Что хочется отметить- крайняя технологическая незамороченность конструкции- проще значит дешевле!. Оно и понятно- цена действительно смешная.
Двигатель лучше промыть перед первым запуском- внутри были остатки металлической стружки, а некоторые места…вроде окон в гильзе -зачистиить… на острых кромках- заусенцы и наплывы хромового покрытия ( наверное хромового:))
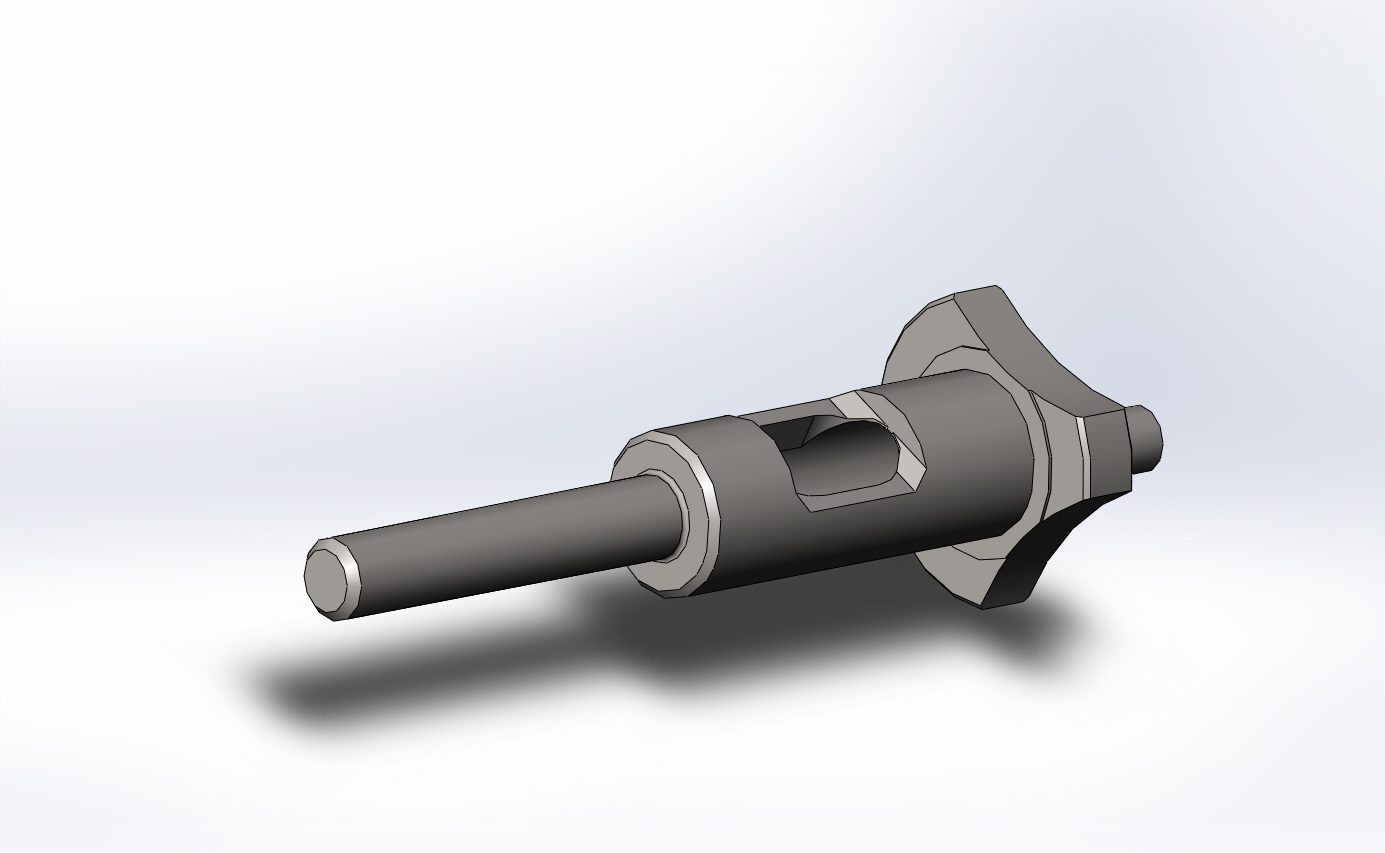
Я двигатель снова собирать и обкатывать не стал, а открыл книгу В.Е. Мерзликина “микро-двигатели серии цсткам”, и помозговал над возможным улучшением характеристик моторчика. Начал я с изнанки, а именно- попытки балансировки мотора.
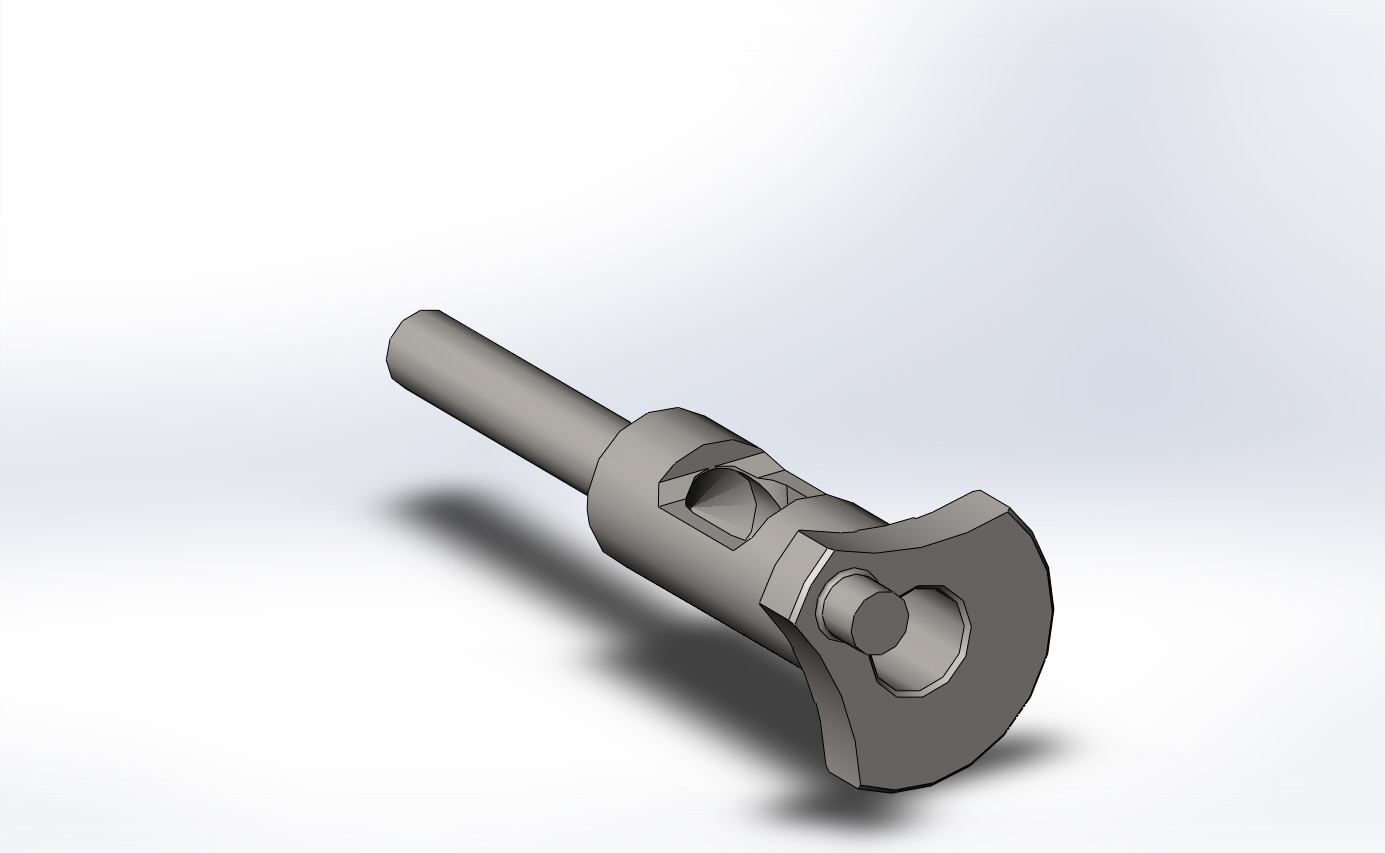
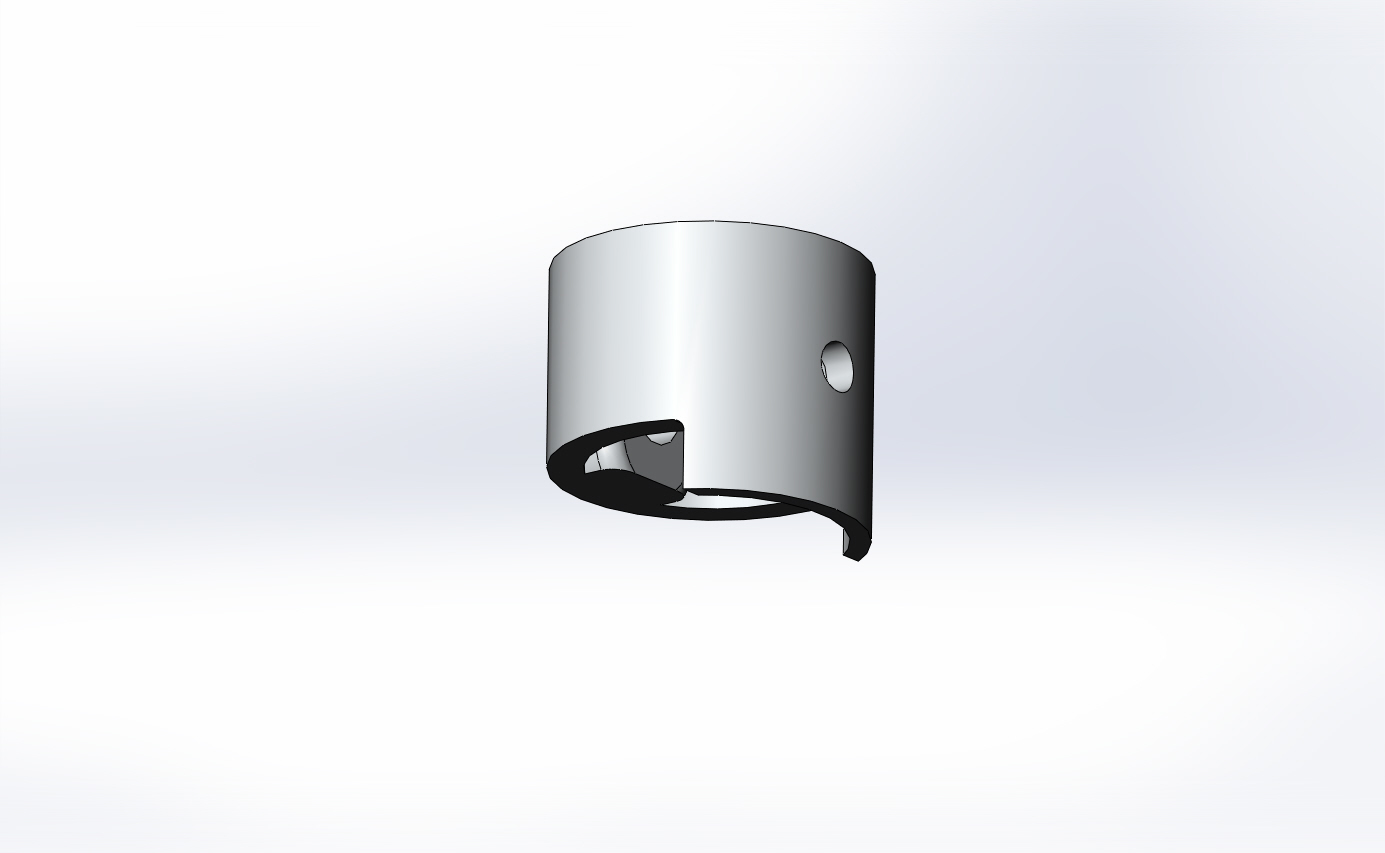
- Вооружившись солидворксом создал модель составляющих частей шатунно порневой группы и коленвала- точных весов у меня нет, поэтому расчет массы и положения цт деталей вел в солиде, при этом материалы заложил из имеющихся в справочнике, вес получлся следующий:
Коленвал - 18,77 гр,
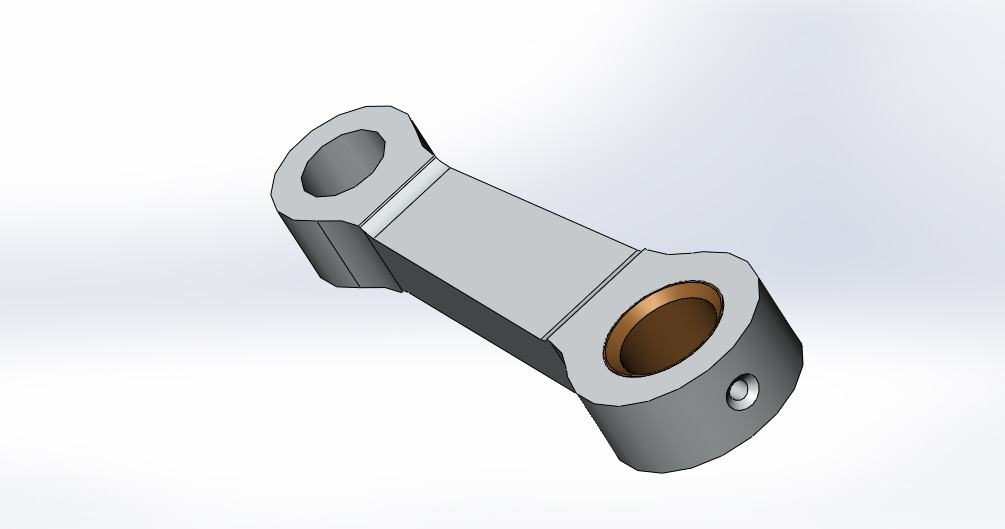
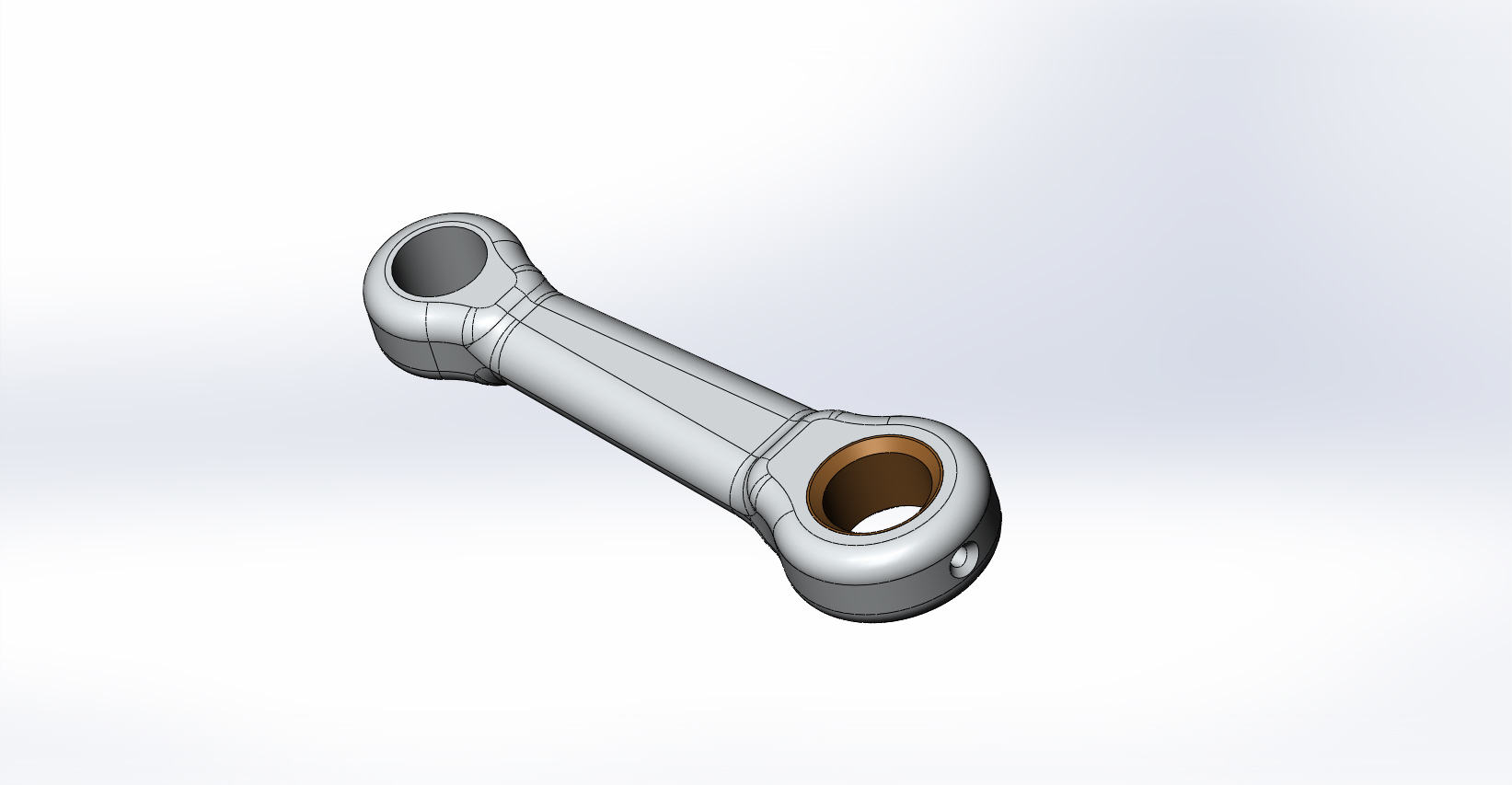
Шатун - 1,23 гр,
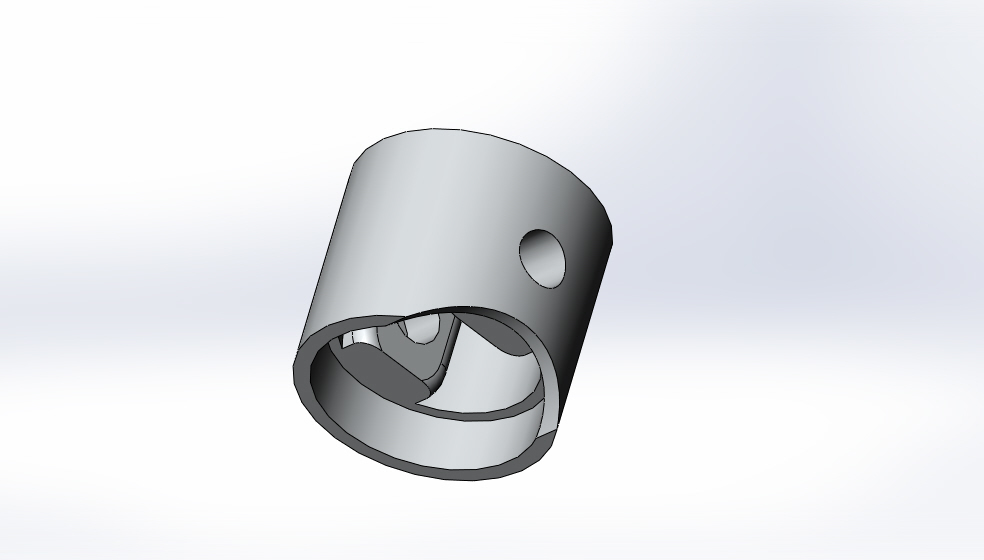
Поршень - 3,44 гр,
Поршневой палец - 0,87 гр.
Если, у кого есть возможность взвешать - буду признателен за фактические значения.
По методике предложенной в книге Мерзликина коэффициент сбалансированности 5,6 %, а если в расчет включить весь коленвал, а не только кривошипный узел ( как в книге), то 16,4%- не густо…
Творческий азарт простимулировал меня доработать детали, и вот что получилось:
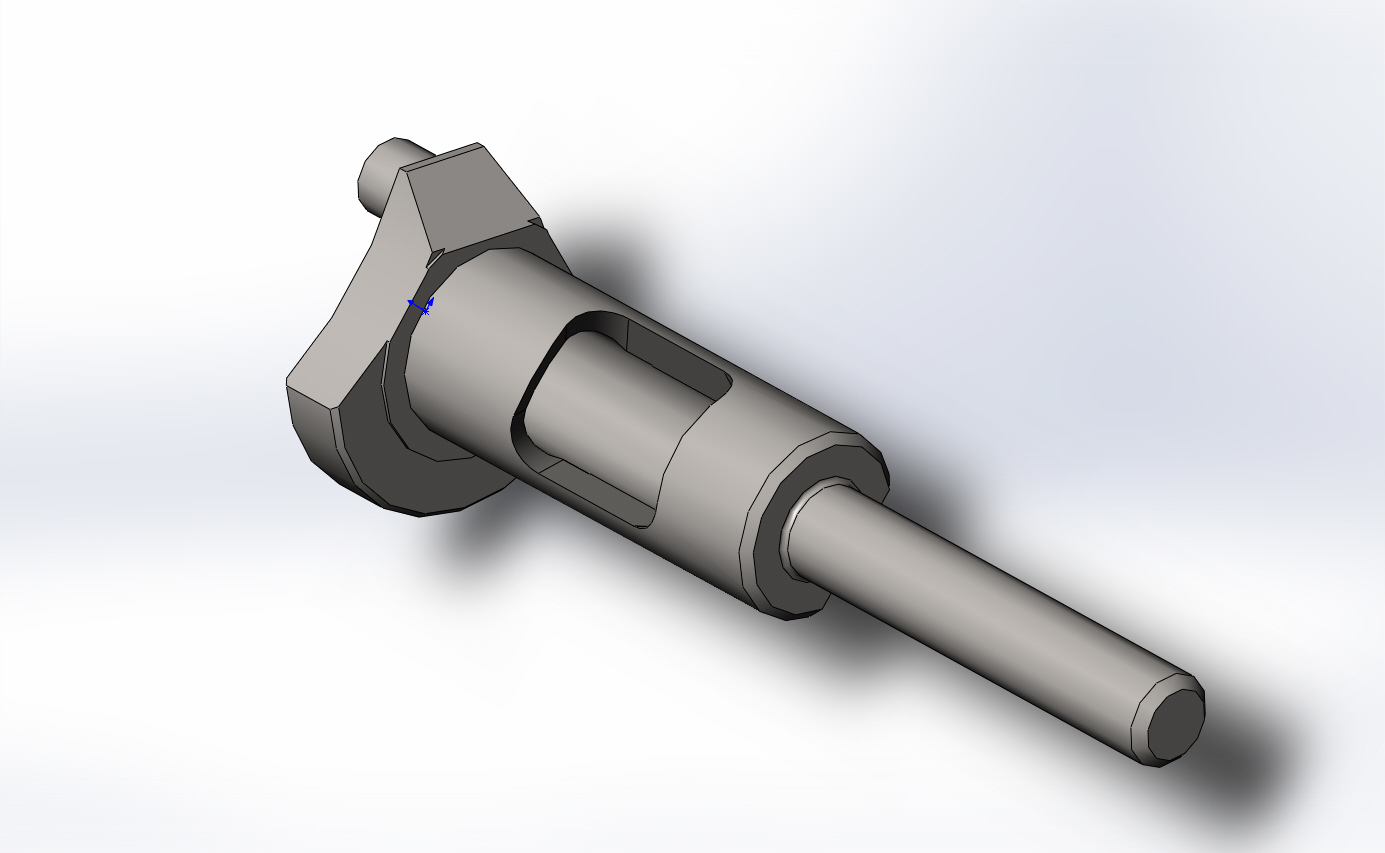
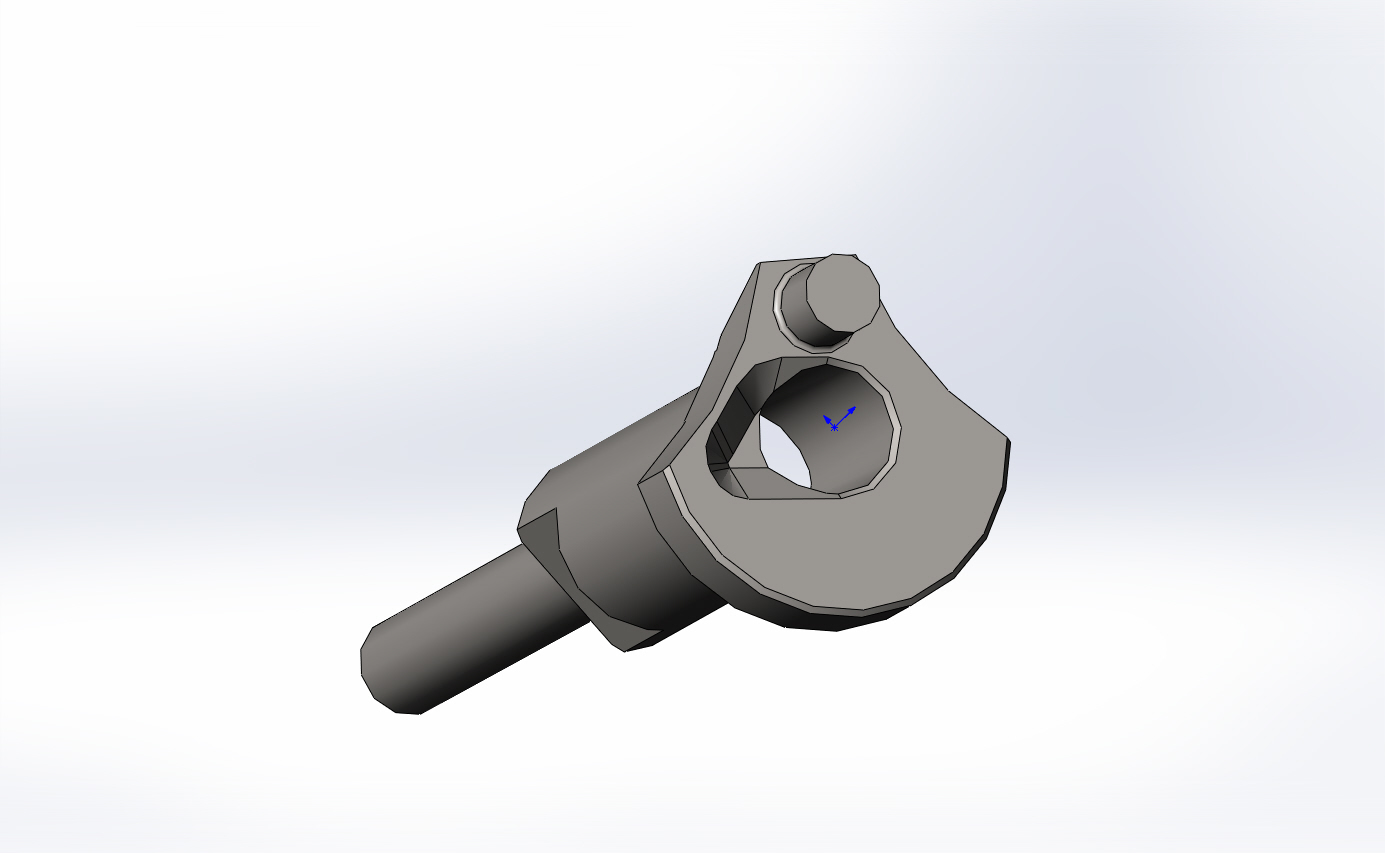
Коленвал - 17,38 гр,
Шатун - 1,11 гр,
Поршень - 3,2 гр,
Поршневой палец 0,87 гр.
Коэффициент сбалансированности по методике - 13,5%, с учетом всего коленвала - 23,1 %- всеравно меньше чем нужно.
Для полноты картины совместил все и покрутил
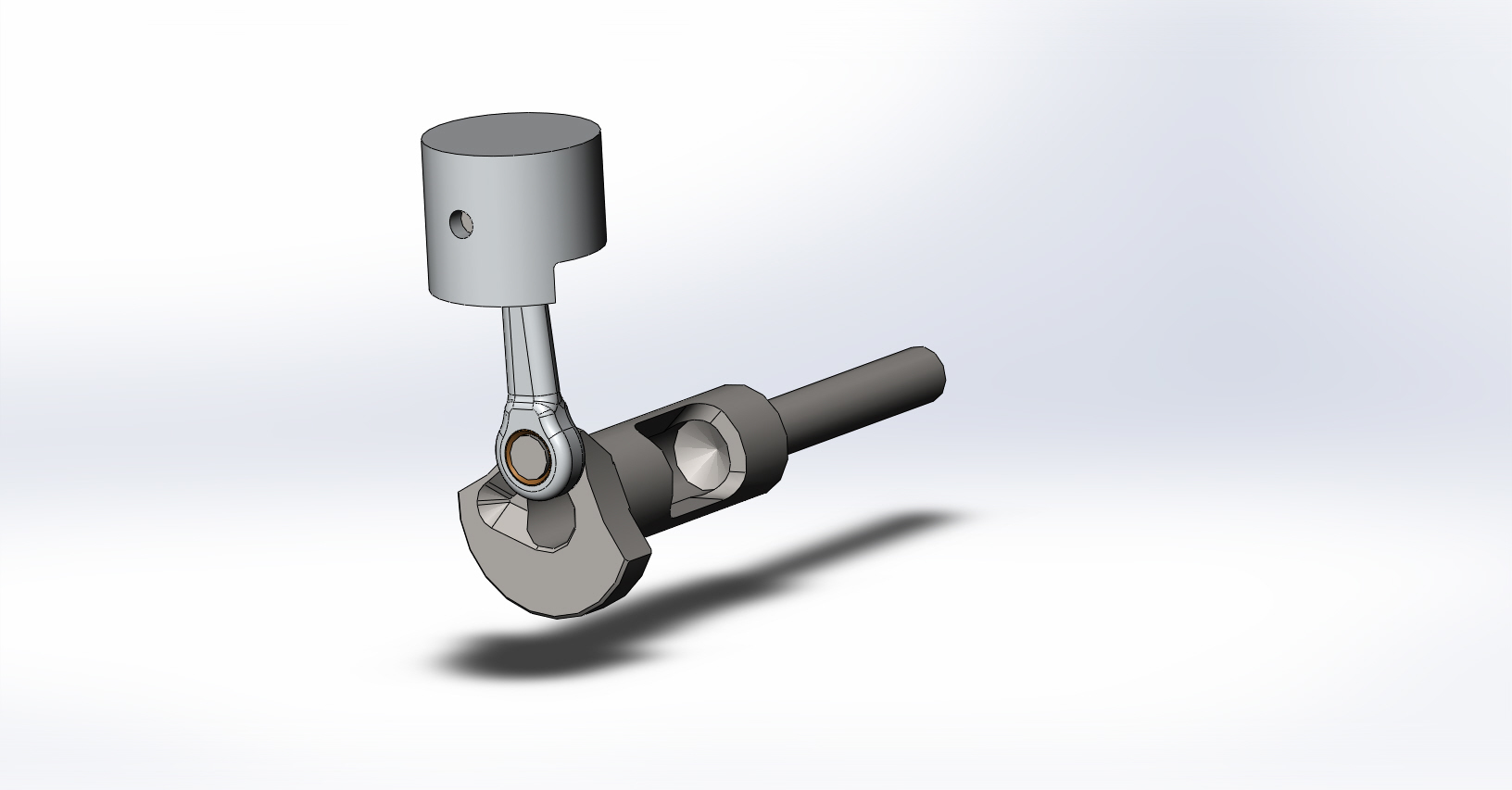
Вживую доработал пока только коленвал- удалось почти полностью уравновесить его в поперечном направлении.


Следующим пунктом задумывается проверка фаз газораспределения
Набрел на ветку форума с похожей темой rcuniverse.com/…/2662146-problems-tuning-ap-15-yel…
На фото из поста #21 виден AP-15 Hornet c трубой от ЦСТКАМ-а (по утверждению автора)
По крайней мере очень похоже…
Следующим пунктом задумывается проверка фаз газораспределения
-продолжай.
я на своем тогда новом моторе “доработал” следующее:
-Вал: внутри отполировал, подпилил также в районе кривошипа,и отполировал щеку маховика.
-шатун: скруглил фаски, но не так сильно как у коллеги на чертеже.
-гильза: убрал заусенцы (было желание расширить каналы), но посоветовали не торопится.
Поршень так дорабатывать очень рискованно, так как поясок после обкатки и приработки значительно шире чем на обычных в моем понимании моторах.
Доработал поршень и шатун, но с шатуном похоже переборщил… в любом случае,что сделано - то сделано.


А шатун до этого был с рёбрами жёсткости или нет?
А шатун до этого был с рёбрами жёсткости или нет?
Без них, на фото выше (пост #10) можно частично разглядеть.
З.Ы. Поршень- “дубовый”, как бы его еще облегчить?
Без них, на фото выше (пост #10) можно частично разглядеть.
с рёбрами.без них может при повышенной нагрузке “гавкнуться”.
с рёбрами.без них может при повышенной нагрузке “гавкнуться”.
А что это в вашем понимании “ребра жесткости”?
А что это в вашем понимании “ребра жесткости”?
а это то что он сточил(закруглил).
[QUOTE=Samodelkin 88;6166362]Доработал поршень и шатун, но с шатуном похоже переборщил…
Да с шатуном вероятно вы переборшили, так как поперечное сечение шатуна вы уменьшили процентов на 15.
И вероятность что шатун оборвет высока.
На истину не претендую, так мысли в слух.
а это то что он сточил(закруглил).
Ну это назвать ребрами жесткости нельзя.
Просто для упрощения производственного процесса, сделать проще прямоугольник в сечении шатуна чем обтачивать его фигурной фрезой.
Ну это назвать ребрами жесткости нельзя.
обточенные(эллипс в сечении)-держат нагрузку меньше.после этого решили оставить технологические рёбра.а ещё выфрезеровывают вдоль шатуна,но глубина колеблется от 0,3 до 0,5 мм и по ширине ограничено.жёсткость повысится,но и стоимость.после этого балансировкой пары занимаются и т.д.
Поперечное сечение шатуна-это величина расчетная, меньше никак нельзя, а то моторчику очень больно будет.
И форма шатуна особой роли не играет.
Поперечное сечение шатуна-это величина расчетная,
согласен.просто сечение трансформируют немного для увеличения жёсткости и уменьшения веса(мизер,но делают).ещё куча алюминиевых сплавов из которых шатуны делают.металловеды хорошо владеют этим вопросом.
Как небольшой пример.
Было просверлено насквозь отверстие 0,7 или 0.8 не помню точно, для улучшения смазки нижней головки шатуна и поршневого пальца.Итог убитая пара.(мотор 1.5см3)
Было просверлено насквозь отверстие 0,7 или 0.8 не помню точно, для улучшения смазки нижней головки шатуна и поршневого пальца
в чём и вопрос-надо знать где,под каким углом и какого диаметра и надо ли вообще сверлить…в каких только местах шатуны “не рвались”.
Итог убитая пара.(мотор 1.5см3)
Александр - а ты прикинь, что дало такое отверстие?? У тебя через него, при рабочем ходе, масло находящееся в зазоре между мотылём и шатуном просто выдавливается… вот шатун и поплыл без смазки. Посмотри на шатун Форы, как там реализовано отверстие. Это правильный вариант.
Я купил себе АСП-15 “голубая голова”. Мотор с подшипниками, трёхканальный, выхлоп сбоку, есть глушитель. Поставил на радиобойцовку полукопию 1/12 Ф/В-190А-размах 900 мм. Винт Мастер 8Х4 S2 (саблевидный), на земле 16800 об/мин (5% нитры), по правилам можно не более 17000. Модель весит 850 грамм без топлива (по правилам минимальный вес 700 грамм). Очень понравилось! ОС мах -15 не идёт ни в какое сравнение!
Сквозное сверление вдоль шатуна, смазку не обеспечивает, разве, что “облегчает” шатун. Надежно работают щелевые каналы на 1/4 диаметра отверстия. Фрезой толщ=0,5 мм минимального диаметра (я перешлифовывал модульные фрезы М0,5…0,75) они диаметром не более 25мм. Делая каналы по концам шатуна, гарантируется смазка мотыля и порш. пальца, т.к. шатун всегда работает на СЖАТИЕ, а в концах всегда разгружено и образуется масленный клин в зазоре на допуск сопрягаемых трущихся деталей.
Было просверлено насквозь отверстие
Они и без отверстий так колются.
Сквозное сверление вдоль шатуна, смазку не обеспечивает
Одно время считалось, что такое сверление позволяет подавать смазку под давлением непосредственно в нагруженную зону подшипника, в отличии от отверстий и насечек.