Доработка 4-х тактника Атлант-48

Оставляем профиль как есть, увеличиваем ход клапана по максимум возможного (минимум 5мм, максимум 6мм) как сказал гаражный мыслитель выходит ~5.4мм. и думаю он тут прав. Запускаем смотрим допиливаем… После тюнинг впускных каналов, равняем запускаем смотрим что происходит. Коромысло пока не трогаем (то на будущее) пока не достаёт.
Я считаю что изменения надо вносить по порядку, а то хрен поймёшь что происходит, наблюдения очень важная часть доработки и тут важен подход, а не пилить всё сразу.
Папик крутил пока не надоело, и тут Андрюша отобрал игрушку, третий месяц покоя не даёт, руки чешутся, глаза горят, крутить пускать охота.
А вот я и хочу проверить эту теорию что говорит этот гаражный мыслитель. где-то так и есть. Отчасти он прав.
Вы так и не поняли что он говорит. Про ход клапана на первых страницах этой темы уже сказано.
А про какую то хрень с тюльпанами - это полный бред , нет в природе таких клапанов ни у ваз ни у таза ни у газа.
Единственное применяют более качественный материал и утоньшают тарелку , но ни каким образом ножка клапана тут не причем.
Он срал в мозг именно этим.
Почему меня улыбнуло - так его пример вазовского клапана , такую ерись он пукнул . У спортивных, самых злых распредвалов Нуждина подъем клапана 13,7.
А как поднес что ход должен быть 18мм.
В остальном делайте ход хоть три диаметра. Эта истина во всех учебниках…
Вы вникайте в смысл того что он говорит.
А то так начнете ионизаторы пихать на двигатель, бензин размагничивать - там тоже логика высказывается и так красиво.
Вы хотите поднять ход клапан и без графического представления , так на глазок - в добрый путь.
Только вы на этом ходе клапана не можете справиться с напровляшками и у вас их разбивает.
Что же вы будете делать на большем ?
За счет кулачка - давайте только создадите вы идеальную геометрия безударного кулачка ?
Вы что думает весь свет такой глупый и что не могут допереть до элементарного.
А наверное есть препятствия для этого.
-----------------
Я никого не отговариваю , хотите пилить вал пилите, хотите пилить распредвал пилите.
А просто предупреждаю что вы споткнетесь.
Только вы на этом ходе клапана не можете справиться с напровляшками и у вас их разбивает.
Уважаемый. Направляшка изнашивается только на выпускном клапане, потому-что греется сильно, а на впуске уже 8 лет ходит латунная стандартная и с ней проблем нет.
Про ход клапана на первых страницах этой темы уже сказано.
Прям Америку открыли, я об этом лет 6 назад узнал.
Андрюша отобрал игрушку, третий месяц покоя не даёт, руки чешутся, глаза горят, крутить пускать охота.
Отбирать, нехорошо, а в остальном, не останавливаться.
Я, никого не отговариваю , хотите пилить вал пилите, хотите пилить распредвал пилите.
Уважаемый Евгений, забыл, как сам пилил в своё время.Скажешь не было?
А просто предупреждаю, что вы споткнетесь.
Без этого, не бывает.
От прежнего распредвала подъем кулачка увеличен до 2мм (теория), изменена фаза выхлопа на 5град. Детали пока зависли в термичке, после окончательной шлифовки всех поверхностей вала и изготовления новых коромысел будет точно известен ход клапана и фазы газораспред. На 60см двигателе ход клапана должен получится впуск до5мм, выхлоп 4,5мм. Хитро-заумные формы кулачка трудно выполнимы при универсальной шлифовке по координатам! По всей цепочке- кулачки, толкатели, наконечники штанг, регулировочные болты, твердость деталей 55-60ед.
Евгений, забыл, как сам пилил в своё время.Скажешь не было?
И сейчас пилю и буду пилить, все что мне не нравится.
Но не все так просто .
Направляшка изнашивается только на выпускном клапане, потому-что греется сильно, а на впуске уже 8 лет ходит латунная стандартная и с ней проблем нет.
Для начала убавим агрессию.
Я несколько не претендую ни на что.
Но вас уже поправляли - ни один разумный человек латунь не будет использовать, Браж это специальная бронза а не латунь и найти ей замену ну очень проблематично, она имеет самые высокие антифрикционные и механические свойства…
Дальше почему вы так уверенны что виной именно материал втулки ?
И разбивает её именно по вашей гипотезе. Греется да куда ей деваться и что дальше происходит ?
Бронза мгновенно забиарет тепло с стержня клапана и отдает в голову.
Только есть одно но касающееся смазки и второй момент озвученный ранее на шток клапан идет повышенное боковое давление.
Ход клапана уже предельный , так как кинематика не позволяет корректно работать.
И так же из-за температуры и того что он выпускной обгарает масло на штоке.
Я рад что вы про подем клапана это узнали 6 лет назад - но везде есть предел и того же подъема .
----------------------------------------
Я глумлюсь над чудиком с гаража - имею право .
Если сделать клапан как он говорит - сколько он отходит ?
А самое печальное что геометрия диктуется писал же двумя моментами
- механическими требованиями - вы видели как на ура отрывает тарелки клапанов или как их деформирует , даже впускные? .
- клапан его конструкции моментально засрет коксом и зализ препятсвет нарощению кокса.
Повторюсь а если взять и нарисовать клапан в увеличенном масштабе , и пересчитать все сечения , даже используя его метод, вы не найдете такого двигателя с таким утолщением стержня про которое он втирал.
И еще раз повторюсь используя спец сплавы , делают край тарелки тоньше , вот этим добиваются улучшением наполнения.

Уловили разницу ?
Имею права сказать лопушило срал в уши.
---------------------
Раньше давал ссылку на книгу почитайте , там рассказан опыт лидеров моторостроения .
В гараже еще ни один выдающийся двигатель не был создан с нуля.
--------------------------------
Ладно теперь о плюсах и минусах увеличения поднятия клапана .
Поэкспериментировать стоит , а вдруг Александр сделав столько моторов оказался настолько не компетентен ( я так не думаю).
Что мы получим если за счет плеча увеличим подъем клапанов ?
Первое мы увеличим отрицательный момент - есть такое явление как увеличим время перекрытия фаз.
У вас не впрыск у вас карб. Как с этим вы будете бороться?
Нужно рапредвал дорабатывать.
-----------------
У вас есть стенд для замера крутящегося момента - нет.
Все свои операции вы делаете на глазок не понимая куда смещаете характеристику мотора.
По принцыпу вот поперло.
Не спорю учиться на чем то надо.
Но увеличивая время сечение , нужна коррекция фаз, так как у вас плывет характеристика крутящегося момента.
---------------------------------
Так что не нужно пафоса , я на ваши моторы и действия не претендую и возможные ошибки тоже.
И главное ни кого здесь из вас не критиковал , чтоб читать лично ваш пафос.
От прежнего распредвала подъем кулачка увеличен до 2мм (теория)
Александр, я правильно понял, что ход толкателей увеличился на 2мм, то есть теперь составит около 4мм? В этом случае можно не делать новых коромысел, а перенести кронштейны их крепления, сделав плюс к этому возможность их движения вдоль оси вала (примерно как я сделал, у Вас должно красивее получиться - сделать единую деталь, а не из кусков и к тому же из алюминия). Это позволит менять отношение плеч коромысел и, как следствие, позволит настроить нужный ход клапана (в диапазоне примерно ± 1мм, т.е. от 3 до 5 мм) и подобрать оптимальный.
По всей цепочке- кулачки, толкатели, наконечники штанг, регулировочные болты, твердость деталей 55-60ед.
Это наконец-то правильно.
На впускном толкателе 4,4мм ход, на выхлопе 3,8мм для 60см. Впускное коромысло на 5мм больше по длине от выхлопного и имеет почти равные плечи. На коромыслах места под регулировочные болты м-6-0,75мм. Коромысло мах. облегчено. Регулировочный болт высотой 10мм. Двигать кронштейны коромысел и эту зону переделывать не вижу смысла.
На впускном толкателе 4,4мм ход, на выхлопе 3,8мм для 60см. Впускное коромысло на 5мм больше по длине от выхлопного и имеет почти равные плечи. На коромыслах места под регулировочные болты м-6-0,75мм. Коромысло мах. облегчено. Регулировочный болт высотой 10мм. Двигать кронштейны коромысел и эту зону переделывать не вижу смысла.
Александр, не могли бы Вы фото этих деталей выложить?
На коромыслах места под регулировочные болты м-6-0,75мм.
А зачем такие “толстые”? Достаточно М4 со сферической канавкой под окончание штанги - иначе все ближе к автомобилю приближаемся…
На коромыслах места под регулировочные болты м-6-0,75мм.
Мой вариант отлично работает как показали полевые испытания (без стаканов) просто забыл как и зачем регулировать, супер!
Надо просто окультурить и всё!
Не прошло и трёх часов!
Не 14, но и не 9, страшновато было пропилить лишнюю дырку, так всё близко (колодец свечи и шпилька), но всё обошлось и это к лучшему!
Чуть подправить и будет огонь!😃
Чуть подправить и будет огонь!
Не думаю, размер клапана маловат для такой кубатуры. Будет несколько лучше, но похоже диаметр клапана такой же как на 48-м?
размер клапана маловат для такой кубатуры
Хе, так это и есть 48й, только номер 2, до меня заводили но настроить не получилось, проблему нашёл, устранил, жду погоды.
Вы подумали 60?
Да, ведь Александр писал про 60-й.
А там распредвал один в один как 48ом, если я заметил что мне не хватает хода, то там тем более будет мало.
Распредвал на обоих моторах надо переделывать. Может Александр возьмет за образец Саитовский, зачем опять велосипед изобретать.
Распредвал на обоих моторах надо переделывать
Да это так. надо найти человека который нарисует в 3D чтоб засунуть его в чпу. есть не мало кантор каторые занимаются фрезеровкой/шлифовкой по 3D чертежам, я нашел в Киеве кантору но вопрос цена? …com.ua/изготовление-деталей-по-вашему-заказу/#!pr…[gallery2]/0/
Если это 100$ то я буду летать стем что есть.
Что-то мне резьба не нравится, или мне показалось?
Что-то мне резьба не нравится, или мне показалось?
Резьбу в топку, только фланец нормально работает. На впуске резьба была, по ней передавалось тепло от головы на впускной патрубок, плюс подсасывало воздух, раскручивалось, была всё время в масле, фланец убрал все недостатки в комплексе и стало компактно, удобно, герметично.
Каналы подровнял теперь всё красиво и дышать будет по легче, теперь самое узкое место на впуске 12.6мм это уже не 9мм как было ранее. В общем оборотов 200_300 должно прибавить если нечего больше не менять.
В общем оборотов 200_300 должно прибавить если нечего больше не менять.
Еще полезно было бы патрубок впускной из Г-образного более гладким - по радиусу - сделать.
Долго искал кто в Москве может косяк в шатуне исправить, не нашел… Плюнул, решил сам попробовать с использованием подручных средств. Станок Проксон, фреза VHM от Stock из Берлина, обороты 5.000 1/мин. Ну и очень медленно, с подачей по 5 соток - десятке, расточил. Потом пастой для притирке клапанов дотер - получилось вот так…
Теперь думаю что лучше - бронзовую втулку ставить или таки иголки поставить. Для иголок мотыль слишком короткий - 10мм, короче ширины нижнего уха шатуна. Если иголки ставить, мотыль надо удлинить, возможно за счет толщины щеки.
Плюнул, решил сам попробовать с использованием подручных средств.
Как там говорится в фильме про астерикса - среди великих должен быть кто то плохой.
Видать им то я и буду.
Только по причине что в отличии от зевак я не буду кричать БРАВО и ТАК держать.
Тут видать клуб по интересам на тему как поломать мотор Калашникова.
Почему такое мнение, только потому на каком оборудовании и как вы это сделали.
Я понимаю что все пипец грамотной россии и читать книжки никого не заставишь даже под дулом автомата.
Как вы сделали контроль соосности расточки втулок шатуна .
Эта операция (расточка) делается даже на спец оборудовании с одной двух установок и не на глазок.
Дальше делительная головка проксон - она не имеет ни одного элемента в своей конструкции что бы обеспечитьточность выше 0,2мм .
Вы попробуйте на этой головке сделать 5 гранную гайку - у вас все грани разбегутся по своему размеру ( именно 5 граней) .
Только потому что патрон головки сам по себе играет на люфтах вверх 0,5мм и по оси столь ко же.
Дальше при установке шатуна как в патрон вы каким образом контролировали соосность.
После этого вы хотите сказать что сделали качественнее чем Калашников на спец оборудовании.
Так детали моторов никто не делает.
Вы вконец спортили шатун.
Для того что бы сделать шатун в кустарных условиях отталкиваются от базовой поверхности , только что бы получить соосность верхней и нижней головки шатуна .
Повторно можно расточить с долгим выставлением только на том на чем вы его растачивали при определенных условиях.
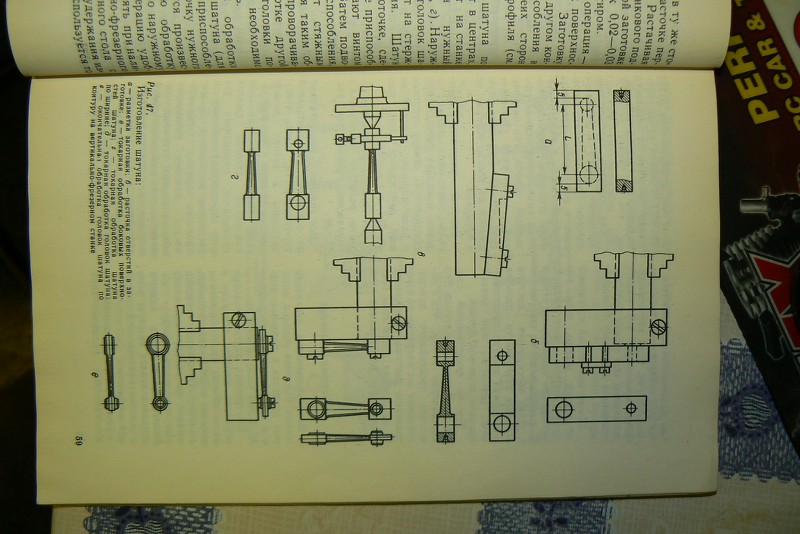
Приспособы разные вот пример двух -
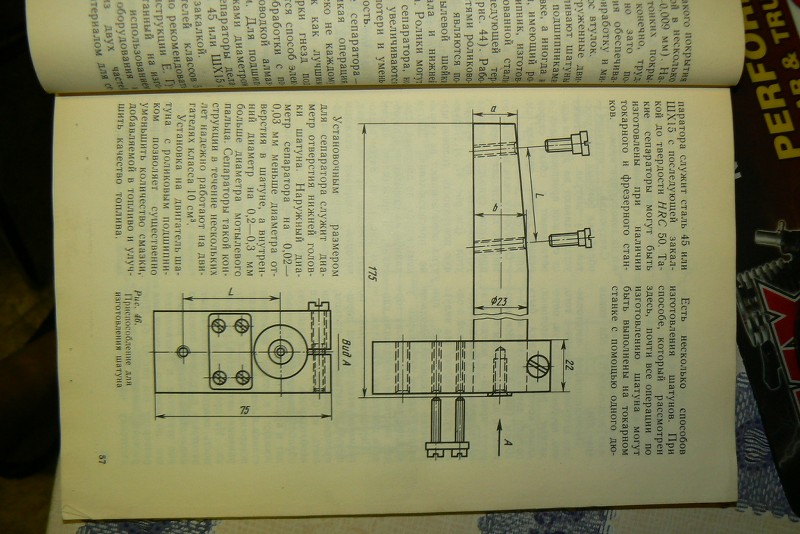
И более менее хорошо если нижняя и верхняя головка одинаковой ширины и не имеет смещения.
А если подобный
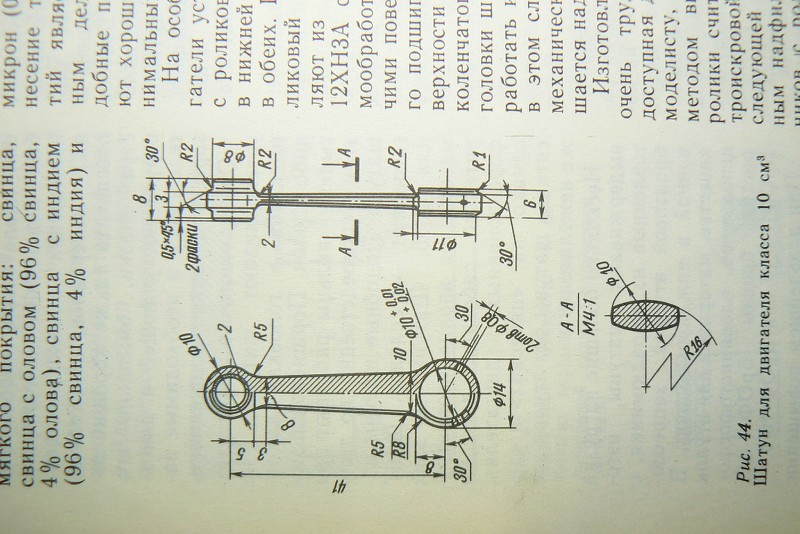
Где верхняя головка 8мм , а нижняя 6мм и не дай бог сделанно специально смещение втулок относительно продольной оси .
Даже в тех приспособах повторно выставить для расточки шатун будет более чем не реально.
Если коленвал при определенных условиях можно было спасти .
Шатун спасти уже не удастся.
Есть в механнике такие вещи которые растачиваются один раз с одной установки, либо под строгим точным контролем и которые не подлежат ремонту, так как не возможно выполнить точность операции.
Здесь примерно то же самое.
И контроль именно соосности шатуна и тем более который уже работал трудоемок по причине что даже напровляющие выточенные с очень высокой чистотой поверхности , сядут для контроля точно - вероятность всего 30 -40% .
будет очень большой разбег.
Более менее точно можно сделать контроль на современном дорогущем лазерном оборудовании , который гарантированно может поймать 0.0005мм.
Но я сомневаюсь что какое то предприятие в раше раскошелилось на покупку такого оборудования.
----------------------------------------
Можете помидорами, арбузами кидаться - что угодно в мой адрес говорить.
Кто то должен сказать правду …
Шатун вы не вылечили и лучше он не стал .