Снова про формовку фонарей из ПЭТГ

Спасибо Роберт джан. В выходные, буду тренироваться на кошках.😃
Очень хорошая тема.
На юниверсе читал в одной из тем, что чем лучше поверхность пуансона, тем больше будет точек.
Из-за того, что воздух запечатывается между пуансоном и стеклом.
Поэтому рекомендуют делать на пуансоне, наждачкой вертикальные, не большие риски.
Правильное замечание. Обязательно возьмите во внимание.
Качество конечного изделия в основном зависит от пуансончика. Но не полностью.
Есть и другие показатели. Пленка закрепленная на шарнирах подходит для “примитивного” формования.
Пленка закрепленная на направляющих с подъемом вверх, к нагревателю, то же для “примитивного” формования.
Для качественного формования, пленку надо закреплять на станке, у которого рамка-держатель пленки
сдвигается под нагреватель (или вместе с нагревателем) по “рельсам”.
Вернемся к пуансону, или по другому, к форме.
Форму желательно делать из дерева, а еще лучше из МДФ. Эти два материала “дышат”.
То есть, пропускают воздух. По другому - имеют естественные воздуховоды.
Если делать форму из другого материала, то надо предусмотреть воздуховоды.
Просто взять и просверлить в сложных местах отверстия величиной с тонкую иголку.
Именно с тонкую, иначе отверстия отпечатаются на изделии (отформованной детали).
Мазать форму не желательно. Действительно, потом все это отмывать, стирать пыль с формы и еще куча всяких заморочек.
Очень даже правильно писали, что форма не должна лежать на решетке, а должна отступать от нее хотя бы на 1 мм.
Этого вполне достаточно для тонких материалов толщиной до 1 мм. Чем толще материал, тем больше зазор.
Правильно, Роберт! Если есть возможность применить комплект решетка/форма, то для производственных объемов лучше сделать именно так.
Уплотнитель. Очень хорошо подходит уплотнитель для окон. Они есть профиль Е и профиль D.
Профиль Е идет на уплотнение между рамкой и поверхностью станка.
Профиль D между формуемым материалом и рамкой. Через несколько зажимов материала в рамке, профиль сомнется и станет плоским.
Это очень хорошо. Только проследите, что бы он смялся равномерно по всей своей длине. Можно ускорить сминание профиля.
Зарядите рамку материалом для формования и дайте ей побыть в зажатом положении максимально возможное время. Ориентировочно сутки.
В течении суток проверьте несколько раз, смялась/не смялась. Делают уплотнитель разные производители, технологии и материалы разные.
Может быть сомнется гораздо быстрей.
Если будете делать аппарат для мелкосерийного производства, корпус можно изладить из толстой фанеры, 16-20 мм.
Она не пропускает воздух. Если сделаете из ДСП или МДФ, будет подсасывание. Особенно ДСП. Оно хорошо пропускает воздух.
Особенно строительное ДСП. Мебельное защищено пленкой, но со временем (не долгим), пленка может отлететь и получится “дырявый” станок.
Для маленького станочка это не важно, пылесоса может хватить, а для большого станка, это плохо.
Все соединения стенок станка промажьте/проклейте герметиком.
Рессивер, рессивер, рессивер. Одна из важнейших деталей. Берите рессивер больше размерами, чем кажется нужным на первый взгляд.
К примеру, надо будет откачивать 10 литров воздуха. Берите с запасом литров на 5 больше. Учитывайте шланги.
Если возьмете на 10 литров больше, будет еще лучше. Кран между рессивером и формовочным станком штука не менее ответственная чем рессивер.
Нагревательные элементы. Не ищите экзотические. Нет смысла. Берите обыкновенные ТЭНы. Их мощность и размеры будут зависеть от размеров и толщины
формуемого материала и от электропроводки к которой будете подключаться.
Не надо стараться делать аппарат на миллион КВт. Формуемый материал должен прогреваться равномерно. Р-А-В-Н-О-М-Е-Р-Н-О.
А не быстро и до бесконечно высокой температуры. Ну, к этому Вы и сами пришли.
Чем толще материал, тем дольше нужно прогревать. Но температурой не выше паспортной.
Отражатель очень даже желателен. Юра гадал насчет оцинковки на отражатель, ее вполне достаточно.
Есть оцинковка с мелким “рисунком”. У нее отражающие свойства выше чем у оцинковки с крупным рисунком.
Это так называемый “эффект тысячи зеркал”.
Кстати, ПЭТ, когда белеет, физические свойства не теряет.
С акрилом тоже можно работать успешно, но тут нужно не вакуум, а избыточное давление.
Избыточное давление, Вы можете создать даже большее, чем вакуум. По сему, формовка акрила успешнее делается под высоким давлением.
Есть комбинированные способы формования - вакуум+избыточное давление.
При такой комбинации слона в лепешку задавить можно. В домашних условиях. Если сумеете слона в квартиру затащить.
Ладно, Бог с ним со слоном. Пусть по Африке бегает.
Обострю Ваше внимание: время затрачиваемое на вакуумное формование бывает коротким, только на малюсеньких станках.
На больших станках и толстых материалах время резко увеличивается. Не старайтесь все сделать очень быстро. Это не правильно.
А мысль делать формованные самолеты очень хорошая. Примените листовой вспененный полистирол малой толщины.
Формуется хорошо, склеивается хорошо, легкий, механически хорошо обрабатывается. Он применяется в рекламных делах.
Цвета разные. Толщины разные. Я встречал предложение такой модели в интернет, но не помню на каком сайте.
Результат при изготовлении очень хороший.
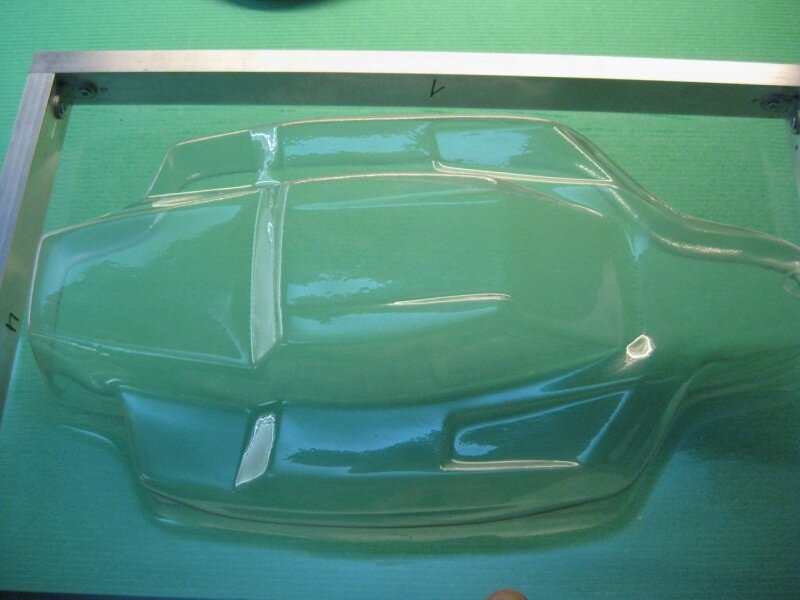
Вот моя первая попытка сформовать кузовок на багги, есть недочеты конечно, но для первого раза пойдет.
А мысль делать формованные самолеты очень хорошая
Вот моя первая попытка сформовать кузовок на багги
Неплохо 😃
Только лучше-оклеить периметр рамки чем нибудь шершаво-теплоизолирующим: хоть шкуркой на тканой основе.
Она будет плёнку от сдвига предохранять и не даст теплу с плёнки- на рамку уходить, так края лучше отформуются.
А самолёт формованный- я уже довольно давно выпускаю: лобик, половинки фюзеляжа а сейчас- и хвостовое оперение, делаю из ПЭТГ.
Дивно получается :
А самолёт формованный- я уже довольно давно выпускаю: лобик, половинки фюзеляжа а сейчас- и хвостовое оперение, делаю из ПЭТГ. Дивно получается
Очень интересо. Почему бы не показать?
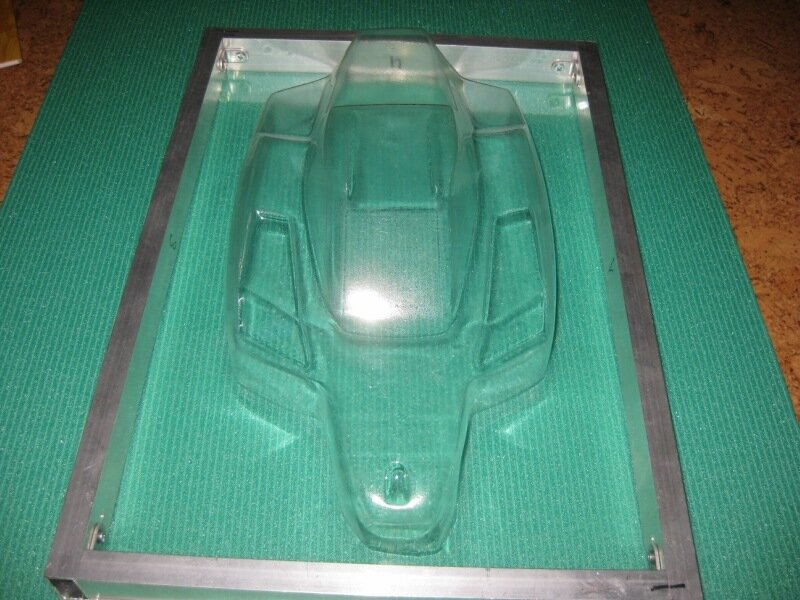
Прошу совета знающих людей. Сегодня пробовал формовать, первый блин оказался лучше второго 😃. Опишу по порядку.
Материал у меня Vivak 1 мм. Первый кузов грел при 130, при провисании см на 7-8 быстро помещал на платформу. Но протяжка была не очень, радиусы больше получились чем у оригинала. Гипсовую форму предварительно тоже нагрел до 100гр. Форму ничем не смазывал. Все на сухую.
Вторую форму формовал при 150 гр, болванку тоже грел предварительно. Пластик предварительно смазал вазелином, тоненьким слоем. При 150 материал явно сильнее провисал. При этом материал настолько сильно облег форму, что без разрушения болванки кузов не смог снять. При этом форма повторилась просто идеально, но материал получился уже на таким прозрачным, а при близком рассмотрении, что он весь в мутных точках, такое впечатление, что материал вплавился в гипсовую форму.
Подскажите где ошибся?
- Сильно перегрел, либо зря намазал вазелином?
- Надо ли греть предварительно гипсовую болванку?
- Из чего можно сделать долговечнее форму? Из двухкомпонентного пластика, эпоксидки?
- Как будет формоваться форма если болванка будет идеально гладкой?
- Есть идея, а что если, в качестве болванки использовать такой же пластик отформованный ранее или оригинальный кузов, предварительно усиленный чем-нибудь, для образования прочного каркаса. Не прилипнет ли пластик к пластику, что думаете?
либо зря намазал вазелином?
силиконовой смазкой мажут на производствах
Из чего можно сделать долговечнее форму? Из двухкомпонентного пластика, эпоксидки
чем тверже, тем лучше, в идеале ляминь, из эпоксидки тоже делали, из мдф делали, но чтобы она долго ходила, пропитывали и покрывали эпоксидкой, потом шлифовали
Как будет формоваться форма если болванка будет идеально гладкой
на производствах они у всех блестят
вообще что касается пластиковых матриц, то надо смотреть характеристики этого пластика.
для подобных вещей существуют специальные акриловые композиции типа алломолда и др. (не реклама), но это опять же промышленного применения, для себя пару десятков можно по деревяшке отформовать, отшкурить, пропитать эпоксидкой, покрасить, полирнуть, не хуже пластика будет, на 20-30раз хватит
Прошу совета знающих людей.
Александр, а у вас нет фена на 300градусов случаем? он мог бы помочь когда радиусы не до конца получаются такими какими надо, я уже насобачился как то исправлять ошибки нагревов феном сразу не отключая вакуум, не всегда можно выйти в домашних условиях на ту же температуру поэтому первый блин и был лучше чем второй.
Гипсовую форму зимой (дома 18-19 град) подогреваю феном чуть чуть так чтоб руку не жгло, главное чтоб он не сильно отнимал температуру - приходит это чувство с опытом
Сильно перегрел, либо зря намазал вазелином?
Да и зря
Надо ли греть предварительно гипсовую болванку?
нет
из мдф делали, но чтобы она долго ходила, пропитывали и покрывали эпоксидкой, потом шлифовали
+100500! Можно эпоксидкой с ацетоном, можно-лаком двухкомпонентным для паркета.
Не прилипнет ли пластик к пластику, что думаете?
Может -да, может- нет: от температуры и загрязнений зависит.
Вообще, для формовки лучше применять не Вивак (дорогой и ПЭТ) а ПЭТГ (Copol, к примеру)да и вообще, любой из этой серии, но с буквой Г (G) на конце, что означает “модифицированный гликолем”.
Они не мутнеют при перегреве и- более пластичны.www.helvetica-t.ru/catalog-46.php
При этом материал настолько сильно облег форму
Перегрел.
В таких случаях надо применять поддув (но при этом болванка- должна быть привинчена к столу): не разбирая систему в ту же дырку, где был вакуумный шланг- подаем потихоньку небольшое давление (можно- от ручного или ножного автонасоса).
Поскольку усилие распределяется равномерно по всей поверхности, то отформованный кузов-сам слезает с болванки 😃
Фена к сожалению, нет. Куплю обязательно, раньше хотел спросить про подогрев для дотягивания не севшего пластика и забыл. Значит фен обязательно нужен. Александр, Vivak это и есть ПЕТ-Г, был еще другой материал ПЕТ-А, но когда покупал именно про этиленглюколь в виваке мне и говорили продавцы, да и на сайте написано, что вивак идеален для термоформовки.
Забыл добавить. Силикон не подходит для смазывания кузова в нашем случае, потому, что кузов краситься потом изнутри. Силикон же редкостная гадость, плохо чем потом отмывается, или может кто знает чем его лучше смыть, чтобы краска потом держалась хорошо?
да и на сайте написано
Вы же писали, что он побелел?
Значит- ПЭТ 😦
Насколько я помню- вивак сильно дороже и более хрупкий.
что вивак идеален для
Ну так, продавцы на то и поставлены, чтобы продавать 😃
лохо чем потом отмывается, или может кто знает чем его лучше смыть
обезжиривателем, типа Мипы и т.д.
Здравствуйте уважаемые моделисты. Возможно кому-то будет интересно. Вчера провел эксперимент по выдавливанию мелкой детали. Почти как на видео несколькими постами выше. Исходные: ПЭТ 0,4мм - лист покупал у рекламщиков полтора года назад за 500р для позитивного формования крыльев планеров, использовал мелкие остатки. Объект - дюралевый кок диаметром и высотой около 50мм, установленый на рейке зажатой в тиски. Две рамки из рейки сечением 8*25мм, размером 140*120мм. Кусочек листа зажал между рамками с помощью черных, металлических канцелярских зажимов. Грел над пламенем газовой горелки кухонной плиты, в руках в перчатках, так как эл.гриль очень мощный - им не воспользовался. Грел секунд 4-6. Больше греешь - сильнее провисает - тоньше изделие. Лучше получилось (толще), когда провис около 5мм. Ничего не белело. Когда слегка остывает снимается само, никакой смазки, кок не грел. Две попытки - два изделия с хорошей геометрией, разница в толщине стенок.
никакой смазки, кок не грел
А что тут необычного?
Кок- деталь с абсолютно “положительной” кривизной, к тому, же- параболический в разрезе. Чего ж ему не соскочить то?
Пластик при остывании даёт усадку, вектор силы от которой- направлен к вершине кока.
Вытяжка- небольшая.
То, что “не побелело”- либо повезло, угадали точную температуру, либо- материал ПЭТГ, который в принципе не белеет.
А, можно спросить? Делаю ящик для вакумной формовки. Размер верхней плоскости 250 х 170мм. Имеющийся вакумный насос, наверно не справится по производительности, скорее всего лучше подойдет пылесос. Как определиться с количеством и диаметром отверстий?
Как определиться с количеством и диаметром отверстий?
Общая площадь отверстий- не нужна больше, чем площадь сечения шланга, которым подаётся вакуум 😃
Смысла нет.
А для того, чтобы не было “мёртвых” мест на плите- либо на неё наклеиваются реечки тонкие (1-2 мм) , либо- она на циркулярке канавками нарезается- в общем, что фантазия подскажет.
Вакуум -он в любую дырочку пролезет , лишь бы она- была.
В самом пуансоне (если он сложной конфигурации)- тоже в всех впадинах небольшие (1-1,5 мм) отверстия сверлятся с выходом на дно.
Делаю ящик для вакумной формовки
Вот насчёт “ящика”- неясно 😦
Он- зачем?
Я во всех своих машинах стараюсь даже шланги покороче делать, чтобы лишних пустот не было- их же насосу придётся откачивать?
А зачем?
Спасибо за разьяснение насчет отверстий. По поводу ящика: а как по другому? Как на видео в посте №55. Куда - то же надо шланг от пылесоса вставлять? Вобщем коробочка размером 250х170мм и высотой хотел 170мм. Или сделать высотой поменьше - 80мм? Вообще нужен ли обьем в качестве ресивера? Вопрос: повыше или пониже?
Вообще нужен ли обьем в качестве ресивера
Ресивер- только вредит, даже если он сделан по правилам: т.е. при недостаточной производительности насоса в нем накапливается вакуум, а в момент формования- клапан сбрасывает его в машину.
Но фокус в том, что материал, хлопком притянутый к пуансону, имеет свойство создавать складки и даже- рваться.
Поэтому я -никогда ресиверы не ставлю- применяю достаточно мощные насосы (185-195 л/мин) но материал осаживается плавно, есть возможность его руками разгладить, поджать углы и т.д.
В Вашем случае- я бы сделал паразитный объём- как можно меньше.
скорее всего лучше подойдет пылесос. Как определиться с количеством и диаметром отверстий?
Пылесос самое то, диаметр отверстий какой вам удобно 3-7мм, общая площадь отверстий не менее чем в 2-3 раза больше сечения отсасывающей трубы, можно и больше, с ящиком получается формовка намного лучше за счет более равномерного распределения вакуума, пылесос подсоединяйте ко дну ящика по центру, если будет не по центру или сбоку, то ближе к отсасывающей трубе стенки формуемой детали будут тоньше.
Я во всех своих машинах стараюсь даже шланги покороче делать, чтобы лишних пустот не было- их же насосу придётся откачивать?
Производительности бытового пылесоса хватает выше крыши (у меня 1500 Вт, производительность, правда, не знаю), можно даже одновременно к двум ящикам подсоединить, отформует без проблем, а ящик как ресивер еще и создаст “запас” вакуума. При плавном осаживании материал успеет остыть и не успеет принять нужную форму, потому нужно подогревать феном и подправлять руками, я осаживаю “хлопком” чтобы не было складок болванку приподнимаю на 1,5-2 см. над поверхностью, т.к. складки образуются только в нижней части. Формую таким образом фонари для самолетов, кузова для машин не пробовал у них конечно форма посложнее.
общая площадь отверстий не менее чем в 2-3 раза больше
Вот этот постулат как то с законами физики- кореллируется?
Если в одну трубу- выливается (вакуум же!) столько то воздуха, зачем другую трубу, в которую вливается- больше делать?
То есть, если насос качает 100л/мин, зачем в плите- отверстия делать- на 300?
А насчёт ресивера и прочего- мне неинтересно с “теоретиком” этого дела спорить: у меня уже 20 лет (двадцать) работают две сделанные мной вакуумформовки: одна с полем 350х350, другая- 800х400 😃
Кроме того, работал на венгерских, немецких, питерских и харьковских машинах, попутно изучая их устройство 😃
Производительности бытового пылесоса хватает выше крыши
Кроме “производительности” измеряемой в л/мин, существует еще и “максимальное разряжение”- в мБар.
Именно этот показатель у пылесоса- никакой по сравнению с вакуум насосом.
А от него зависит скорость, с которой материал садится на пуансон 😦
А также- степень проработки мелких деталей (которых в фонаре- просто нет).