Модели из 3D принтера

Я сначала распечатал на пробу переднюю часть.(Нос).
Вообще, там автор даёт довольно подробное описание что и как печатать. Нос он вообще из чего-то пластичного типа FLEX советует печатать…
Как то давно, приобрёл не так и дорого, ситаловое стекло.
Много обсуждалось. В результате, кроме термостойкости, других полезных свойств у него не обнаружили. Это как была легенда, что перепелиные яйца полезнее куриных. При научном подходе разницы учёные не обнаружили… 😃
Нашёл ещё две бесплатные модели на Thingverse:


Нашёл ещё две бесплатные модели на Thingverse:
По автору “wersy” там поищите.
Michael Christou их там штук 6-7 опубликовал.
Начал он с мотопланера, потом огромное ЛК под 2 метра, “Swan” или “Лебедь” по-русски.
Потом Mini делал, потом Midi, со стреловидностью 2 штуки и эллипсное.
Сейчас он перешёл на моделирование в Fusion 360. И меня заодно сманил туда же.
Fusion 360
Интересно.Если например сравнивать с тем же Солидворксом, по степени комфортности и интуитивности понимания в начале работы,что лучше? И как этот Фузион для древнего “железа” по степени “тяжести”? )) Я посмотрел немного видео,как кто то показывал как надо работать в Фузионе. Кажется что просто.
Жаль что такие программы на не русском.
По Протеусу есть видео,где на 0.44 секунде в углу экрана показан взлётный вес.Вместе с 2200 аккумулятором.Если у меня пустой борт весит 500,плюс 180гр. аккумулятор,то я не так уж и пролетел с весом.Единственное что,так это придётся плюсануть вес моторчика с винтом,регуль и приёмник.Это конечно да.
Вот что ещё думаю.Если у меня нет угольных трубок и по ссылке,что в описании к Протеусу на Али они явно дороговаты,то если просто склеить всё намертво на циакрин наплевав на разборность,это исключит возможность замены повреждённых сегментов.Придётся сызнова печатать всё. И не ухудшит ведь прочность Протеуса отсутствие карбона внутри?
Планирую у “Грега” заказать ПЛА снова.Пока на распутье с выбором цвета.) Два мотка по 400 метров.Хочется конечно что бы цветовая насыщенность их ПЛА была бы более отчётливее.А не как с оранжевым.)
Печатал к Протеусу крышку батарейного отсека старым чёрным китайским ПЛА,что шёл к принтеру в комплекте.Всё напечаталось.Уже позже,я увидел,что пруток сам отломался от печатной головки и свернулся в кольцо.Попробовав его на излом,удивился.От прежней эластичности не осталось и следа.Ломался как стеклянный.)Наверное всё таки впитал воду из атмосферы за это время.
Но на качестве печати это не сказалось.
На счёт ударопрочности передней части Протеуса.У меня есть прозрачный SBS с Сопутки.Да,он когда тонкостенный,довольно эластичный.Вполне думаю годен для печати как передней,так и задней части фюзеляжа.И думаю,что в варианте комплекта с карбоновыми трубками и фиксации плоскостей на скотч,всё очень даже ничего должно получится. (Сами плоскости из ПЛА конечно.)
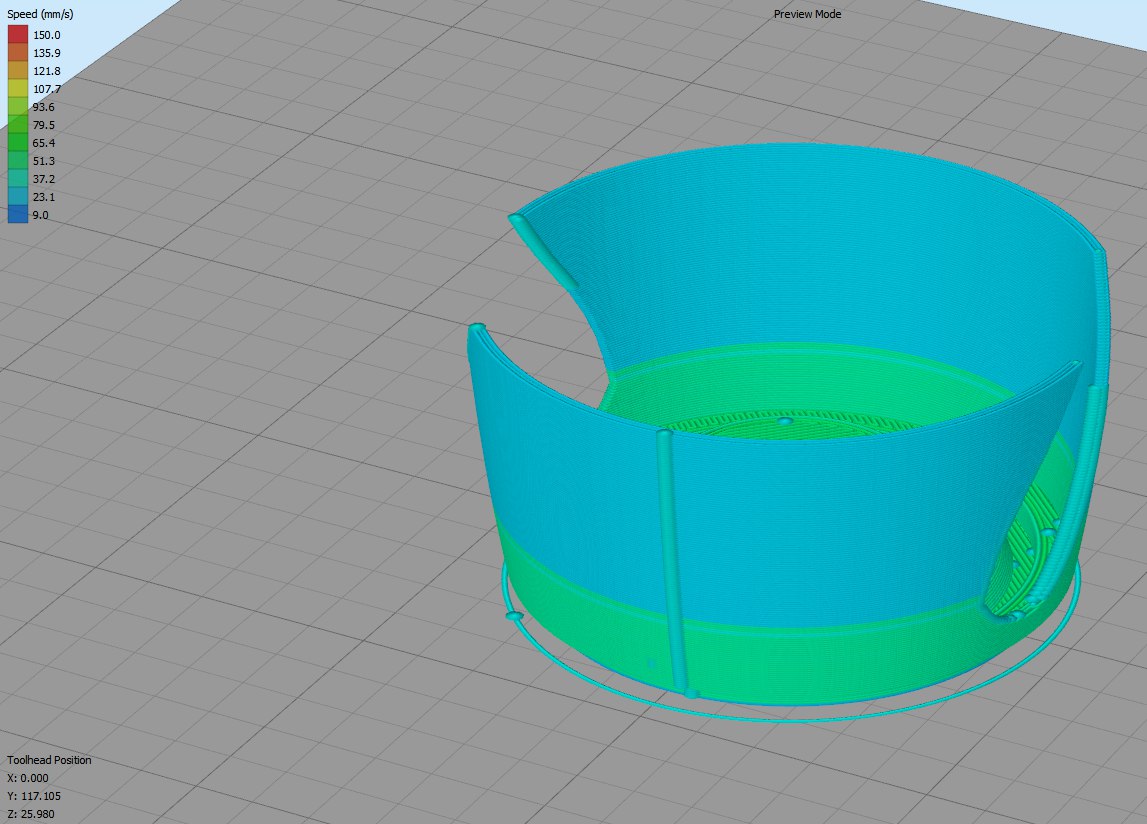
Вот мои G-коды на Протеус. Безусловно,они не идеальны и достойны критики.Но,возможно,кому то интересны.drive.google.com/file/d/…/view?usp=sharing
drive.google.com/file/d/…/view?usp=sharing
drive.google.com/file/d/…/view?usp=sharing
drive.google.com/file/d/…/view?usp=sharing
drive.google.com/file/d/…/view?usp=sharing
drive.google.com/file/d/…/view?usp=sharing
drive.google.com/file/d/…/view?usp=sharing
drive.google.com/file/d/…/view?usp=sharing
drive.google.com/file/d/…/view?usp=sharing
drive.google.com/file/d/…/view?usp=sharing
drive.google.com/file/d/…/view?usp=sharing
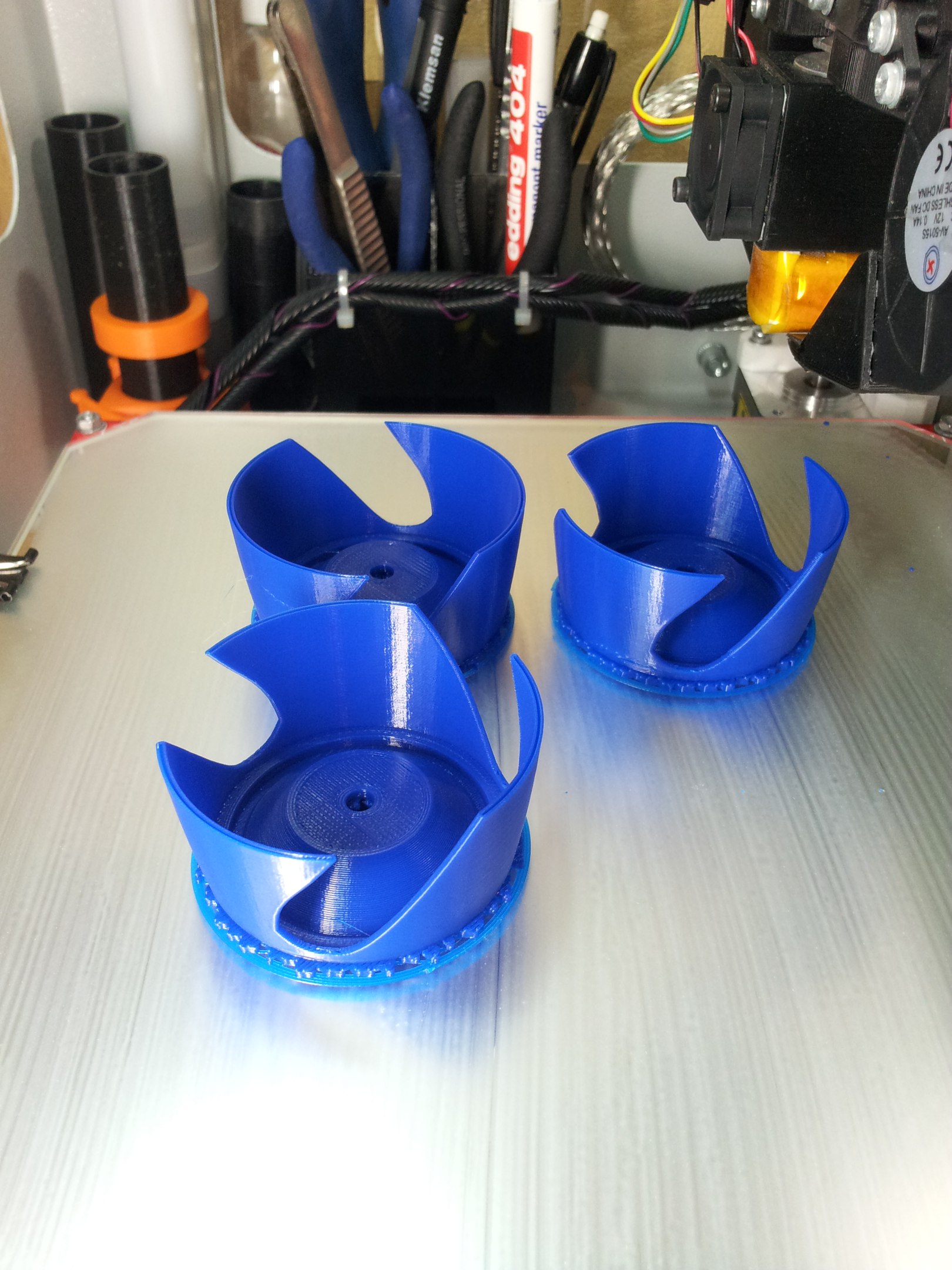
Я сделал упор на прочность внешней “скорлупы”.Исключив заполнение полностью.
Видео самих частей сделаю чуть позже.
Температура стола везде 60,головки 205.
Интересно.Если например сравнивать с тем же Солидворксом, по степени комфортности и интуитивности понимания в начале работы,что лучше? И как этот Фузион для древнего “железа” по степени “тяжести”? )) Я посмотрел немного видео,как кто то показывал как надо работать в Фузионе. Кажется что просто.
Жаль что такие программы на не русском.
Я, к сожалению, не могу сравнить с SolidWorks, т.к. в нём никогда не работал. Использовал 3ds max, Gmax (бесплатный клон 3ds max для игр), OpenSCAD. Если в 3ds max “просверлить отверстие” в готовой 3D модели довольно проблематично, OpenSCAD это делает “на ура”, причём с любой точностью. Там всё программируешь и можно использовать параметры (переменные), чего нет в Максе. И наоборот, что-то типа фюзеляжа по сечениям сделать в OpenSCAD просто нереально. Так вот, Fusion 360 собрал в себе всё самое удобное. Да, пока есть баги, которые надо обходить. Дальнейшая судьба бесплатных лицензий туманна. Но попробовать стоит. Относительно интуитивно, если работали с другими программами 3D моделирования.
Совсем на древнем “железе” не скажу. Я и на новом могу его в ступор ввести, но это я делал сетку рёбер жёсткости для крыла толщиной 0.05 мм с шагом 25х25 мм, да ещё и ограниченная по объёму крыла параболической формы. Треугольников там…
К сожалению или к счастью большинство программного обеспечения пишется на английском. Это, напомню, язык международного общения. Т.е. мне, как программисту, достаточно сделать “морду” приложения только на английском и её смогут использовать по всему миру.
Чтобы тут больше не флудить не по теме, все вопросы по Fusion 360 пожалуйста в эту тему. Там и “полезняшка” для моделистов от меня.
rcopen.com/forum/f112/topic513211/7
И не ухудшит ведь прочность Протеуса отсутствие карбона внутри?
Уже позже,я увидел,что пруток сам отломался от печатной головки и свернулся в кольцо.Попробовав его на излом,удивился.От прежней эластичности не осталось и следа.Ломался как стеклянный.)Наверное всё таки впитал воду из атмосферы за это время.
Но на качестве печати это не сказалось.
Ухудшит. По слоям расползётся при сильных динамических нагрузках.
Бобину с PLA нужно посушить в духовке, но нужно следить за температурой.
Я изобрёл свой метод - микроволновка. Заметил, что она хорошо вытягивает влагу из продуктов.
Выбираю мощность около 300 Ватт и включаю с бобиной на 2 минуты, не больше.
За это время влага (частично) выходит, но сам пластик не успевает нагреться до температуры плавления.
Проверяю на излом, если хрупкий, то снова на 2 минуты при тех же 300 Ватт. И так пока пластик не будет мягким.
Всем привет.
Обзавелся моделями от 3dlabprint:
- ME109_H_F
- Lockheed_P38_Lightning
- Stearman_PT17-1
Сейчас тренируюсь в сборке на ME109F как на самой маленькой 😃
Может кто хочет поменятся моделями чтоб не покупать ?
Может есть у кого PIPER PAWNEE или CESSNA 152 или SUPERMARINE SPITFIRE MKIX на поменяться ?
Нашел в открытом доступе EDGE_v3_HA_replica: ulozto.net/!MFlZCKzNWTuK/edge-v3-ha-replica-zip
Забирайте у кого нет пока не прикрыли
ИМХО стоит проявлять хоть чуточку уважения к разработчикам этих моделей (учитывая, что в мире буквально единицы рисуют летающие аэропланы под печать сами!), и во всеобщий доступ таких ссылок не выкладывать…
Добрый день,начал печатать Эйдж,вылезли вот такие косяки-печатает слой,останавливает подачу пластика,проезжает,опять начинает печатать,у всех так? На других файлах не замечено,только на файлах этой модели,что может быть?
Вы из готовых gcode печатаете? Или сами нарезали? То что останавливается, похоже, что стоит пауза для охлаждения при печати слоя, менее чем N секунд. Проще говоря, принтер получает инструкцию ждать какое-то время после окончания печати слоя, чтобы дать остыть только что напечатанному пластику.
Рыхлость печати, скорее всего, не от этого. Причин может быть много: настройки мультипликатора, ретракта, Coast, Wipe; недоэкструзия из-за засорившегося сопла; подклинивание прутка на катушке из-за перехлёста, некачественный, неоднородный или сырой пруток.
нет,печатаю из файла stl,которые в папке с моделью(модель от 3dlabprint),настройки никакие не менял,для пробы напечатал одну деталь,тут же запускаю на печать свою модель(ничего не меняя в настройках принтера)-практически идеально все печатает,такое ощущение,что в самом файле какие-то огрехи((
На мелкие детали не годятся те-же настройки, что на крупные. Попробуйте для печати этой детали сделать, например 2 копии, расставив их по столу на некотором расстоянии, чтобы была пауза, пока переходит головка.
Просто, вариантов причин проблемы может быть много и каждая из них решается по своему.
я печатал переходник на мотор размером 6*10мм с внутренним диаметром 3мм-проблем не было,на этом принтере печатаю уже три года,иногда проблемы с отслаивание и все,а тут конкретно какая-то пауза в печати,уже и пластик заменил-все равно так же,мне кажется проблема в файле stl,как будто он пористый,а не цельный и начинается это примерно после 5мм печати
Какой это файл (название), чтобы не перебирать все в архиве?.. Это спиннер?
не должно там быть никаких проблем.
мне кажется проблема в файле stl
Я печатал эти файлы, проблема точно не в STL!
да,этот файл,но что-то не идет у меня печать с ним нормальная(,завтра попробую уменьшить скорость,посмотрю что получится
да,этот файл,но что-то не идет у меня печать с ним нормальная(,завтра попробую уменьшить скорость,посмотрю что получится
Попробуйте взять их файл .factory, изменив на свои значения только дистанцию ретракта , размер печатного поля и если нужно температуру для сопла и стола
я таким образом весь самолет распечатал и никаких проблем
в .factory файлах уже подставлены все рекомендованные настройки
Была такая же проблемам при печати через Репитер
вылезли вот такие косяки-печатает слой,останавливает подачу пластика,проезжает,опять начинает печатать
Но выяснилось ,как сказал Геман
То что останавливается, похоже, что стоит пауза для охлаждения при печати слоя
сам не знаю , но как то я случайно установил этот параметр. После того как убрал задержку все стало печататся нормально.
У меня Макербот(на фото видно название),там нет подогрева стола,печатаю через родную программу,вроде нету там задержки в настройках,но завтра посмотрю ещё точнее.
Я на этом принтере испечатал килограмм 30 пластика,разные модели и готовые с интернета и свои,как один раз выставил настройки и забыл,менял только заполнение и поддержку,никогда не было проблем,а тут решил первый самолёт на пробу напечатать и сразу неприятность.
печатаю через родную программу
Может она слайсит криво? Ребята из 3длабпринт рекомендуют только Симплифай.