Модели из 3D принтера

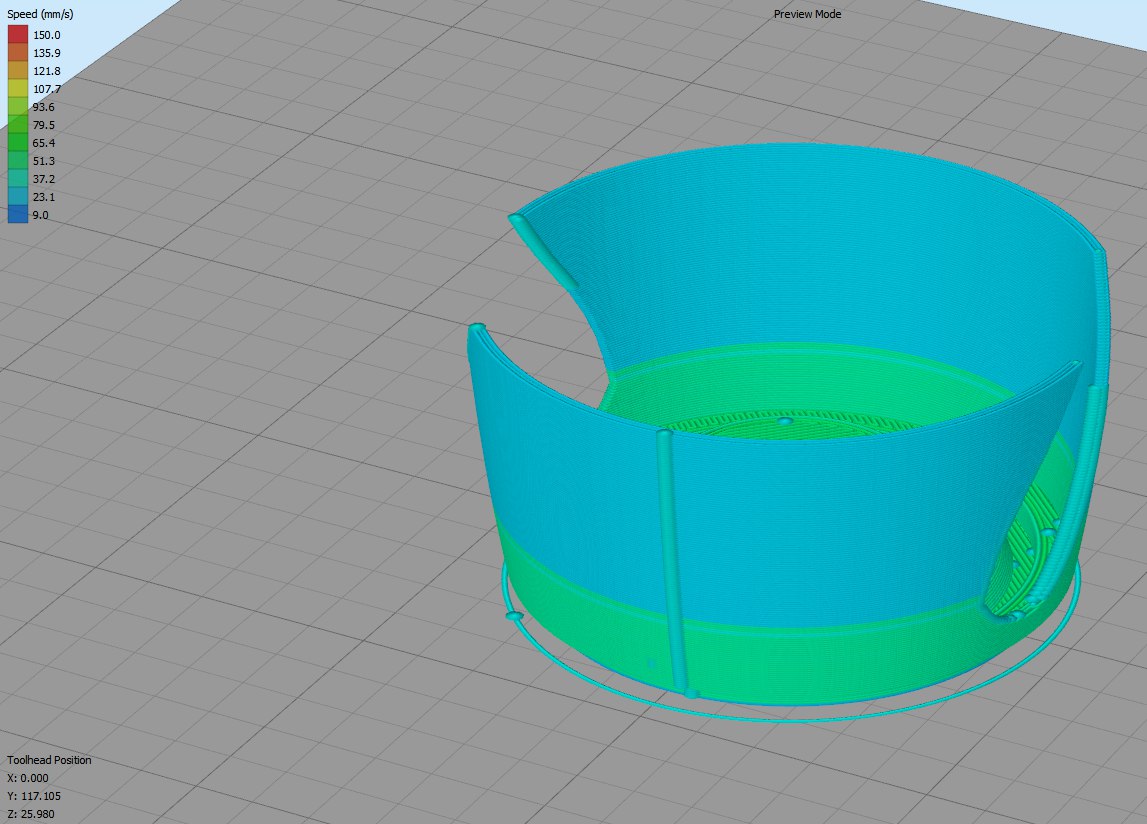
Добрый день,начал печатать Эйдж,вылезли вот такие косяки-печатает слой,останавливает подачу пластика,проезжает,опять начинает печатать,у всех так? На других файлах не замечено,только на файлах этой модели,что может быть?
Вы из готовых gcode печатаете? Или сами нарезали? То что останавливается, похоже, что стоит пауза для охлаждения при печати слоя, менее чем N секунд. Проще говоря, принтер получает инструкцию ждать какое-то время после окончания печати слоя, чтобы дать остыть только что напечатанному пластику.
Рыхлость печати, скорее всего, не от этого. Причин может быть много: настройки мультипликатора, ретракта, Coast, Wipe; недоэкструзия из-за засорившегося сопла; подклинивание прутка на катушке из-за перехлёста, некачественный, неоднородный или сырой пруток.
нет,печатаю из файла stl,которые в папке с моделью(модель от 3dlabprint),настройки никакие не менял,для пробы напечатал одну деталь,тут же запускаю на печать свою модель(ничего не меняя в настройках принтера)-практически идеально все печатает,такое ощущение,что в самом файле какие-то огрехи((
На мелкие детали не годятся те-же настройки, что на крупные. Попробуйте для печати этой детали сделать, например 2 копии, расставив их по столу на некотором расстоянии, чтобы была пауза, пока переходит головка.
Просто, вариантов причин проблемы может быть много и каждая из них решается по своему.
я печатал переходник на мотор размером 6*10мм с внутренним диаметром 3мм-проблем не было,на этом принтере печатаю уже три года,иногда проблемы с отслаивание и все,а тут конкретно какая-то пауза в печати,уже и пластик заменил-все равно так же,мне кажется проблема в файле stl,как будто он пористый,а не цельный и начинается это примерно после 5мм печати
Какой это файл (название), чтобы не перебирать все в архиве?.. Это спиннер?
не должно там быть никаких проблем.
мне кажется проблема в файле stl
Я печатал эти файлы, проблема точно не в STL!
да,этот файл,но что-то не идет у меня печать с ним нормальная(,завтра попробую уменьшить скорость,посмотрю что получится
да,этот файл,но что-то не идет у меня печать с ним нормальная(,завтра попробую уменьшить скорость,посмотрю что получится
Попробуйте взять их файл .factory, изменив на свои значения только дистанцию ретракта , размер печатного поля и если нужно температуру для сопла и стола
я таким образом весь самолет распечатал и никаких проблем
в .factory файлах уже подставлены все рекомендованные настройки
Была такая же проблемам при печати через Репитер
вылезли вот такие косяки-печатает слой,останавливает подачу пластика,проезжает,опять начинает печатать
Но выяснилось ,как сказал Геман
То что останавливается, похоже, что стоит пауза для охлаждения при печати слоя
сам не знаю , но как то я случайно установил этот параметр. После того как убрал задержку все стало печататся нормально.
У меня Макербот(на фото видно название),там нет подогрева стола,печатаю через родную программу,вроде нету там задержки в настройках,но завтра посмотрю ещё точнее.
Я на этом принтере испечатал килограмм 30 пластика,разные модели и готовые с интернета и свои,как один раз выставил настройки и забыл,менял только заполнение и поддержку,никогда не было проблем,а тут решил первый самолёт на пробу напечатать и сразу неприятность.
печатаю через родную программу
Может она слайсит криво? Ребята из 3длабпринт рекомендуют только Симплифай.
недоэкструзия из-за засорившегося сопла
Сталкивался с этим.Если пластмасса грязновата,то бывает.Заказал в запас на днях ещё пару пакетов по 5 шт. в каждом.ru.aliexpress.com/item/…/32716853263.html. Итого с доставкой встало в 106р.всего. Второй раз у них заказываю.Вообще доволен! Рано или поздно все забиваются.После чистки,обычно высокотемпературным методом,частенько портятся.Кто то якобы чистит,загоняя внутрь нейлоновую леску 1,6 мм от газонокосилки " на горячую"… Я пока так не делал.Хотя интересно.Вот как скопятся сопла побольше,тогда попробую.)
Здравствуйте.
Месяц назад приобрел 3д принтер Anycubic i3 mega, 2 недели назад купил первый квадрокоптер F450 с али экспресса.
Вот начал собирать все потихоньку.
Параллельно смотрел ролики с ютуба и появилось желание напечатать себе какой нибудь самолет (хотя принтер оказывается еще очень не настроен). Наткнулся на 3dlabprint.com посмотрел цены вроде невысокие.
Подумав, что не я один наверно такой начал искать, что то подобное в Русско говорящем сообществе и наткнулся на этот форум.
С Уважением Алексей.
П.С. Кто каким слайсером печатает эти модели? По умолчанию с принтером шла программа Cura но читая данную ветку видел что многие используют что то другое.
Друзья, если мы тут будем в открытом доступе обсуждать перепродажу моделей (что в целом не правильно, как я считаю) ребята из 3dlabprint рано или поздно прикроют лавочку и просто перестанут продавать в Россию (через Paypal это легко организовать). Найти эту ветку гуглом, даже не зная русского языка (а многие чехи его отлично знают), не проблема…
Друзья, если мы тут будем в открытом доступе обсуждать перепродажу моделей (что в целом не правильно, как я считаю) ребята из 3dlabprint рано или поздно прикроют лавочку и просто перестанут продавать в Россию (через Paypal это легко организовать). Найти эту ветку гуглом, даже не зная русского языка (а многие чехи его отлично знают), не проблема…
Спасибо убрал в сообщение это =)
Заказал в запас на днях ещё пару пакетов по 5 шт. в каждом
Пользуюсь ими давно. Отличные. и ещё есть один момент. Недоэкструзия может быть из за забитой тефлоновой трубочки. ru.aliexpress.com/item/…/32807265640.html у меня ANET A6. И мне нужна длинною 40 мм. Ну там же есть и меньшей длины. Было такое. что ну как то деталь получалась рыхлая. Поменял трубку и всё пошло как и должно быть. И вообще считаю, что трубка и сопло, это самый наверное расходный материал который обязательно должен быть в запасе.
тефлоновой трубочки
Надо бы заказать тоже.Не знал,что внутри этой резьбы тефлон.
Не знал,что внутри этой резьбы тефлон.
Он имеет свойство забиваться. Уже это явно известное средство, но я повторюсь. Использую фильтр ля нити. Помогает .3dtoday.ru/3d-models/…/filtr_dlya_niti_plastika/

Про фильтр слышал.Согласен,если внешне грязный пластик например с той же Сопутки,то поролон всё снимет.Но кто то писал,что сам поролон может начать крошиться и забивать уже собой всё. Пока что фильтра нет никакого.Половину катушки ленинградского ПЛА отпечатал.Думаю,после всего забьётся,или нет? Надо заказать у “Грег” наверное серый цвет и к нему в пару гармонично сочетающийся с ним.Есть мысль забубухать двухцветный ЕДГЕ. Прошлый был яркозелёный.Отдал знакомому.Пускай занимается. По степени яркости есть сомнения.Посмотреть бы где готовые тонкостенные распечатки из ихней пластмассы.Что бы знать,стоит оно того,или с Сопутки заказать.Там то уж точняк проблем с цветовой “прокачкой” нету. Отложенный денежный лимит на пластик,неожиданно был применён не по назначению.)) Взял с рук Парабеллум.Просто пострелять.) Думаю,наверно зря.Но прикольная штучка.
, но я повторюсь. Использую фильтр ля нити.
Из личного опыта - из-за этого самого фильтра (с набивкой из поролона) было 90% затыков! В какой-то момент пруток начинает маленькие кусочки поролона вырывать и утаскивать в канал подачи, где они у входа скапливаются и в какой-то момент встают враспор между пластиком и стенками трубки, пока подача пластика не прекращается. Уже больше года печатаю без фильтра - проблем нет! Весь принтер накрыт кожухом, правда.
Начал настраивать свой принтер все зазоры выставлял с помощью электронного штангенциркуль. в итоге центр выше углов на 0.55 миллиметра что очень неприятно при печати больших деталей =( углы не доклеиваются, а центр замазывается соплом =( Что посоветуете сделать?
У одного из владельцев принтера на 3dtoday спросил и он ответил
Да были. в итоге поставил стекло на верх. иначе можно печатать только небольшие детали по центру и калибровать стол лучше по бумажке а не той пищалке.
Если все так плохо, то ставить простое 3-4 миллиметра стекло и регулировать ось Z? и начинать измудряться с адгезией?
Кусок оконного стекла в размер стола.По краям металлическими прищепками.Такие в канцелярском отделе продаются.Контактный слой сверху в зависимости от разновидности пластмассы.Например ПЛА очень хорошо держит клеющий карандаш типа “Эрих Краузе”.Мазать конечно лучше на холодную.
в итоге центр выше углов на 0.55 миллиметра что
Из чего основание стола? Если металическое - открутить и выстучать киянкой “о пенёк”, контролируя линейкой ровность.
Стекло сверху конечно может помочь - но все это не улучшает ни условия нагрева стола, ни скорость нагрева.
Адгезия традиционно решается двумя способами: либо лак (в первую очередь ацетоновый) перед каждой печатью наносить, либо использовать специальную адгезионную поверхность.
Если все так плохо, то ставить простое 3-4 миллиметра стекло и регулировать ось Z? и начинать измудряться с адгезией?
Стекло или лучше зеркало 3-4 мм и не парится. От него и отскребать гораздо проще, чем от анодированного алюминия (чаще всего его ставят на стол). Алюминиевая пластина всё равно требует использования защитного покрытия (каптон, PEI, перфоборд, малярный синий скотч (высокотемпературный), PET пленка Lamond и т.п.). Без него стол трудно содержать в нормальном состоянии, да и царапается он зверски. Крепить зеркало самое простое - канцелярскими зажимами. Адгезия - уже всё давно известно: БФ-2/спирт, клей-карандаш Каляка-Маляка, специальные 3д клеи и лаки для волос и т.п. в зависимости от того, чем печатаете.
Если металическое - открутить и выстучать киянкой “о пенёк”, контролируя линейкой ровность.
Насмешили… Править в домашних условиях алюминиевую пластину 3-4 мм толщиной? Ну-ну… Линейка вообще улыбнула… Вы когда последний раз обычные канцелярские линейки проверяли? Я давно прямых не видел - у меня в офисе 4 стальных от 30 см до 1 м и все по краю обрезаны “волной” с разной степенью кривизны. Проверять такими инструментами ровность пластины в десятых долях мм - утопия.😃
Поддержу Сергея [alt] - использую такие же фильтры. Поролоновые вкладыши периодически меняю. Их состояние при замене явно показывает, что стоят они не зря. У меня пыльновато, да и катушки часто уже несут в себе пыль и прочую грязь. Фильтры легко переставляются с прутка на пруток.