Модели из 3D принтера

К сожалению, нагреваемый стол не решает на 100% проблемы с задиранием острых углов. У меня на нагретом столе тоже такое случалось довольно часто. Я об этом в этой тебе неоднократно писал раннее, когда бился с этой проблемой - при печати на любой адгезив и при любых скоростях, температурах у меня задирало тонкий задний край сегментов крыла. Я заваривал щели на модели 3д ручкой.
Но, в последнее время лечу эту проблему по другому, а именно - "подкладываю под углы кругляки высотой в 1 слой со сплошным первым слоем. Круги эти печатаю отдельным процессом. После печати, я эти круги просто срезаю ножом.

Да, помню про кругляшки. У меня кстати на нагретом до 70 градусов столе не отрывает на старом принтере. Печатал на зеркале и эрик краусе, перед печатью распыляю воду и провожу шпателем чтобы слегка увлажнить клей. Так адгезия сильно лучше и клей не менял уже очень давно)
Тут просто самолёт уже напечатан и перепечатывать нет желания. Да и в целом тема полезна, так что изыскания не просто так.
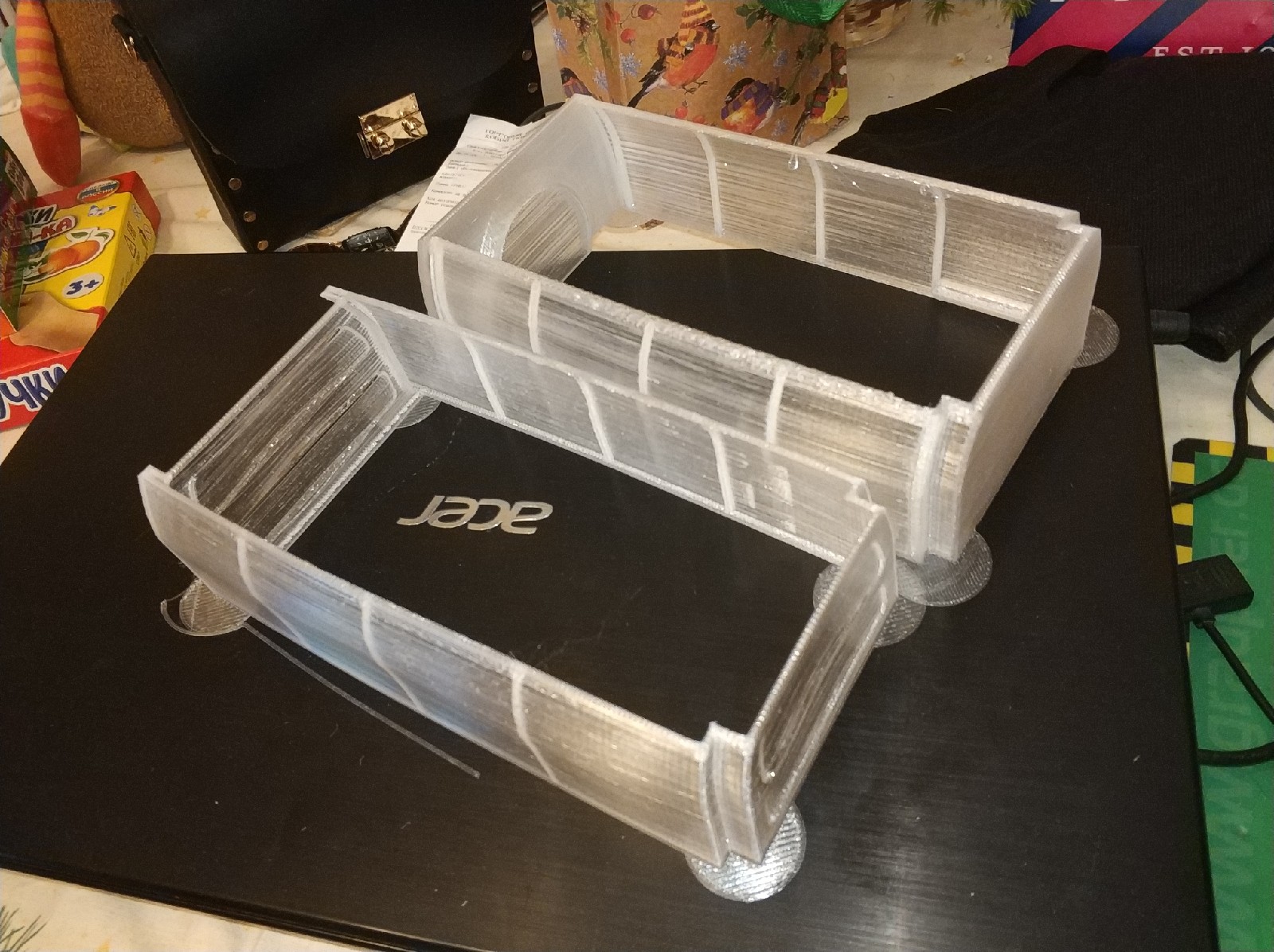
Решил провести эксперимент с целью проверить адгезию обычной, наверное самой дешевой эпоксидки (клей универсальный ЭДП) к PLA и в сочетании с армирующей лентой.
Заложил образцы:
- Две однослойные детали из PLA склейка поверхностями
- Однослойная пластина с сеткой, залитая клеем
- Однослойная пластина с тканиевой лентой, пропитанная клеем
Завтра вечером должно высохнуть.
Ленту кстати пропитываю CA, получая тем самым CA hinge sheet 😃 Идеальный вариант для навески рулей.



а если ЦА посыпать содой, как издавна повелось? постепенно можно заделать очень большие нестыковки.
Много CA нужно) не народный вариант
Помогите начинающему. У меня принтер с боуденом. При перестроении с точки на точку получается сопля на новой точке. Откат настроен на 5 мм. Печатаю PETG. Вообще даже при начале печати с экструдера течет филамент. Подскажите где копать.
Перегрев сопла?
Помогите начинающему. У меня принтер с боуденом.
Начните с подбора температуры сопла, дистанции и скорости ретракта. На боудене у меня было и 11 мм, как я помню. Скорость ретракта начиная с 20мм/сек, температуру в зависимости от материала.
Но, по моему скромному опыту (я не более полугода с боуденом игрался и в итоге вернулся на директ) полностью от соплей на боудене не избавиться.
Я бы взял модель, и потом отдельными процессами печатал по нескольку мм высоты каждым, в каждом увеличивая ретракт, меняя скорость, и смотрел бы на результат. Все равно вам искать настройки под свой принтер, ибо у всех они разные.
Скорее всего просто перегрев. Филамент не должен быть жидким. Подтекание при рабочей температуре может быть, но когда экструдер просто стоит на месте. При перемещении после ретракта не должен успевать.
Температура по датчику и по факту может сильно отличаться. Например у меня один принтер показывает точно, а другой всегда врёт ровно на +30 градусов.
У вас может быть наоборот. Если есть пирометр или другой инструмент чтобы точно замерить фактическую температуру сопла, настоятельно рекомендую это сделать и все настройки слайсера крутить уже с учётом корректировки. Изменение температуры тянет за собой изменение многих других настроек.
Если под соплей на новой точке подразумевается излишек филамента в точке начала печати, то помимо того что выше, можно ещё попробовать дополнительный откат перед началом печати, это должно компенсировать стекающий филамент.
Но скорее всего дело в температуре, а дополнительный откат как правило наоборот ставится в “дополнительный подкат” при печати на больших ускорениях чтобы не было дыр в начале экструзии (филамент должен не только выйти, но и успеть лечь на поверхность, прежде чем сопло успеет уехать)
Температура тоже штука опасная - может перестанет подтекать, зато и межслойная адгезия станет слабой и напечатанное потом по слоям будет рассыпаться от малейшей нагрузки. Всё решается комплексно, особенно в случае боудена.
Насчёт заделки щелей в PLA - первое , что приходит на ум это применить по аналогии ABC так называемый джус /раствор ABC в ацетоне / из имеющейся практики
могу сказать для такого применения идеальный вариант . Неоднократно заделывал щели в деталях из ABC с последующей обработкой , но это прописные истины известные всем , а вот насчёт PLA применения джус раствора как то не встречал . Джус раствор для PLA это собственно сам PLA растворённый в дихлорметане . Для копийных моделей - цвет , адгезия и прочностные характеристики как раз в точку. Скажу честно сам пока эксперименты с PLA не проводил по причине незначительного количества малозаметных дефектов в деталях из PLA . Для копийных моделей это другое дело. Тормозит проведение эксперимента не желание покупать сразу литр дихлорметана за 800 руб. меньшей фасовки у нас не имеется ну и отсутствие остроты проблемы лично для меня. Хотя над этой проблемой задумывался и просто поделился мыслью . Может для кого то это уже актуально и он проведёт пробы , тогда просьба отписаться о результатах .
Нужно нормально настроить принтер под указанный тип филамента. Возможно настройки от АБС или ПЛА, а пластик другой!
Нужно нормально настроить принтер под указанный тип филамента. Возможно настройки от АБС или ПЛА, а пластик другой!
настройки принтера рекомендованные с сайта.
настройки принтера рекомендованные с сайта.
С сайта у них общие настройки, заточенные под оригинальную Прушу, да ещё и с директом. Вам эти процессы надо настроить с учётом специфики своего принтера. Как выше писали - ретракт, скорость ретракта, температура - будут индивидуальными.
У вас не AnyCubic i3?
Я печатаю на нем ПЛА, немного настроил ретракт и все полетело. Хотя и боуден.
У вас не AnyCubic i3?
Я печатаю на нем ПЛА, немного настроил ретракт и все полетело. Хотя и боуден.
У меня Flyingbear Tornado 2, все печатает супер. Но вот в одну нитку и с частым переходом - в этом месте перехода получается “борода”. Ретракт стоит 5 мм, и 8 мм ставил, все равно при переходе видно что с экструдера вытекает филамент. Уменьшал температуру до 230 гр. Единственное не пробовал сравнивать температуру с образцовой. Пробовал пирометром, показывает чушь какую-то. Еще как вариант на видео смотрю всю нижнюю часть экструдера утепляют. Филамент с зкструдера начинает вытекать, когда температуру показывает на индикаторе 180 гр.
А зачем 230? Того требует тип филамента? Вы по его типу смотрели у производителя рекомендуемую температуру?
Пробовал пирометром, показывает чушь какую-то. Еще как вариант на видео смотрю всю нижнюю часть экструдера утепляют. Филамент с зкструдера начинает вытекать, когда температуру показывает на индикаторе 180 гр.
Чушь какую-то это сколько? Пирометр то вообще рабочий?
Утеплять не обязательно, это просто уменьшает время прогрева, затраты электричества и возможно будет иметь эффект при большой скорости печати
Начните с рекомендаций производителя филамента.
А зачем 230? Того требует тип филамента? Вы по его типу смотрели у производителя рекомендуемую температуру?
PETG 230-245 гр - написано на катушке.
Итак, результаты теста эпоксидки и PLA. Адгезия плохая. Не сказать что её совсем нет, но если погнуть, поковырять, то эпоксидка отщелкивается от пластика и снимается слоем.
PETG 230-245 гр - написано на катушке.
Попробуйте снизить на 10 градусов температуру. Если будет нормально продавливаться и перестанет течь, то ок.
Может он бракованный, может терморезистор в головке неверно дает данные и реальная температура выше.
Чушь какую-то это сколько? Пирометр то вообще рабочий?
Утеплять не обязательно, это просто уменьшает время прогрева, затраты электричества и возможно будет иметь эффект при большой скорости печати
190 гр показывает.
ретрактинг увеличил до 12 мм, температуру убавил до 235 гр. вроде лучше стало.
Но, по моему скромному опыту (я не более полугода с боуденом игрался и в итоге вернулся на директ) полностью от соплей на боудене не избавиться.
Сложно перейти на без боудена? нужно всю голову менять? Скорость и точность печати не страдает?