Модели из 3D принтера

Блин… Нифига себе!
По виду проблемы с подачей. Нопостоянство и неравномерность. У меня такое наблюдается только в начале слоя и то не всегда.
Внутри вообще кошмар.
Даже не знаю, что посоветовать…
Я бы не печатал сразу детали.
Откиньте всё, возьмите кубик в один слой 20х20 мм.
Печатайте без верха и низа.
- Подача пластика поставьте 1.0 а не 1.3!
- Печать начните с температуры 215 и через каждые 5 мм поднимайте руками. Смотрите, что получается со стенками.
- Печатайте два кубика одновременно (расположите рядом) Смотрите на начало слоя.
- Печатайте два кубика одновременно (расположите далеко) Смотрите на начало слоя. Результат будет разный!
При большом удалении двух деталей друг от друга, экструдер всё таки упускает каплю, начало слоя получается с соплёи и пропуском. Компенсация ретракта рулит (температура может быть большая и текучесть высокая)
Короче, это целое исследование! И конечно записи хорошо бы вести. Можно даже с фотками.
Я тоже надеюсь на свою память и неповторимый ум! 😃 😃 😃 А в итоге не помню, что менял вчера! 😃
Докладываю.
Вчера целую кучу …
Пропуски идут со стороны начала слоя. Но если на боуден-экструдере шли с самого начала слоя, то тут они появляются через несколько сантиметров и не…
Экструдер не стучит? Настройки слэйсера не менялись? И что за слэйсер? если вдруг обычные кура или слик - так они могут стенки жиденько рисовать, не 100% давом, когда им кажется, что стенка имеет толщину меньше диаметра сопла.
Также, попробовать ретракт вообще убрать (сопли не так страшны, как недолив) и еще добавить в настройках дополнительную экструзию при возобновлении подачи.
Перечислил то, что делал сам в похожих ситуациях (бывало парурас).
(добавлено)
Ещё проверить, подающая шестерня на валу мотора не прокручивается?
Экструдер не стучит? Настройки слэйсера не менялись? И что за слэйсер? если вдруг обычные кура или слик - так они могут стенки жиденько рисовать, не 100% давом, когда им кажется, что стенка имеет толщину меньше диаметра сопла.
Стучит только если сбилась настройка нуля по Z. Тогда могут быть затыки и стучит при подаче на первом слое. Стараюсь такого не допускать - останавливаю и регулирую.
Также, попробовать ретракт вообще убрать (сопли не так страшны, как недолив) и еще добавить в настройках дополнительную экструзию при возобновлении подачи.
Об этом думал. Но пока не сделал.
Ещё проверить, подающая шестерня на валу мотора не прокручивается?
Нет, нормально застопорена, там лыска и стопорный винт.
К слову, ретракт 2мм. для экструдера прямой подачи (он же такой?) это много. 0,5-1мм надо, не более, только чтобы упругую деформацию прутка от податчика до сопла снять.
Ну и, температуру можно ещё уменьшить. Вплоть до величин в 180-190 градусов, при этой температуре даже АБС все еще экструдируется, про ПЛА вообще без вопросов. Попробовать стоит.
Если стучит, значит не хватает сил пропихнуть пруток.
Тут несколько причин:
- Низкая температура для данной скорости.
- Высокая всорость подачи.
При печати первого слоя подача обычно выше делается.
К слову, ретракт 2мм. для экструдера прямой подачи (он же такой?) это много. 0,5-1мм надо, не более, только чтобы упругую деформацию прутка от податчика до сопла снять.
Ну и, температуру можно ещё уменьшить. Вплоть до величин в 180-190 градусов, при этой температуре даже АБС все еще экструдируется, про ПЛА вообще без вопросов. Попробовать стоит.
Да, с температурой поиграться надо…
Прямо завидно… 😃
А что за пластик?
Пластик я уже не помню какой.
Покупаю постоянно разный. Настройки тоже разные под каждую фирму.
Герман, отключайте вайп и коаст. Ретракт поставьте примерно на 1 мм со скоростью 20 или 25 мм/с и экстрарестарт поставьте 0.10
Странно одно, почему одна сторона детали с браком, а другая нет?
Сделал еще один маленький шаг в сторону освоения самостоятельного рисования самолётов под печать.
Был смоделен тестовый кусок крыла с плосско-выпуклым профилем, в основании хорда 120мм, на конце 80, высота куска 155мм. И напечатал его из своего люимого ABS на своей любимой спец поверхности. С самой печатью проблем никаких не было, кроме того, что режимы-настройки слэйсера явно надо подбирать. В сечении контур не является непрерывным, сопло вырисовывает его отдельными линиями и там, где ретракт-возобновление - местами зияют дыры.
Вес изделия получился 20,5г.
Забавно. Надо курить настройки. И окна сделать в силовых элементах для облегчения.
А у меня классика: две новости.
Во-первых, термобарьер у меня с тефлоновой трубкой во всю длину и засоров никаких в нём не было.
Во-вторых, он у меня теперь состоит из двух половинок. 😦 Перетянул, когда закручивал обратно в экструдер и он у меня аккуратно на две части разделился… Завтра буду искать замену.
Ребят,вот всё тут читаю и волосы дыбом.)) Через что наверное и мне предстоит пройти.) Вчера забрал с почты пластик.Две катушки.Чёрную и белую.Сегодня,если верить трекномеру,надо итить за самим принтером.Предстоит день сборки! Но Мобиус приготовлю однозначно.Этап распаковки и далее…Как оно пойдёт.
Да,если кому интересно,откуда конкретно прислали по крайней мере пластик.(Думаю и принт оттудова же) Адрес на упаковке… ООО “МЕГА-СИТИ” Проспект Ленина д.57 стр.1А Балашиха,Московская область.
Ребят,вот всё тут читаю и волосы дыбом.))
я тоже так думал, когда еще в руках принтера не было, особенно пугало количество параметров для настройки в слайсере, но потом как то само собой все стало понятно…
Перетянул, когда закручивал обратно в экструдер и он у меня аккуратно на две части разделился…
когда меняю сопла то через раз такая беда приключается 😃
В сечении контур не является непрерывным
Хм, тут мне кажется дело в модельке или в слайсере. Не поделитесь кусочком, тоже попробую напечатать
с тефлоновой трубкой во всю длину и засоров никаких в нём не
Запоры в сопле бывают, болтается в расплавленном пластике что-то типа песчинки. Но тогда при подаче экструдер стучит, не в силах весь пластик протолкнуть.
он у меня теперь состоит из двух половинок.
Трубка с резьбой? Тоже рвал как-то 😇 Попросил хорошего человека срочно выточить из прутка М6 и затягивал впреть аккуратно, ну и потом с китая некоторый запас оных заказал.
Хм, тут мне кажется дело в модельке или в слайсере. Не поделитесь кусочком, тоже попробую напечатать
Да модель вроде нормальная… Вроде. Моделька: drive.google.com/open?id=0BwXRGdHxtkF1aXZHRk82eDNt…
когда меняю сопла то через раз такая беда приключается
Я обычно плоскогубцами придерживаю нагревательный блок, когда выкручиваю сопло. Так что, тут только моя попытка вкрутить его посильнее держа за тот самый нагревательный блок явилась причиной.
Ура!!!
Я собрал Цессну!!!
Осталось напечатать только резиновые шины.
С элеронами возникли проблемы!
Штырьки на элеронах в местах крепления отвалились нафиг.
Проблема в не соосности отверстий крыла и самих штырьков на элеронах.
Во время склейки элероном не выдерживал точность сборки!
Варианты лечения болезни:
- Приклеить новые штырьки и путём нагрева всего элерона на столе принтера или на электрической плите (или феном для волос) попытаться выпрямить элеронв.
- Отломить нафиг все штырьки, просверлить отверстия в местах их крепления и при фиксации элерона на крыле соединить всё угольным прутком.
Взвесил!
Получилось 1550 гр. Без колёс.
В инструкции указан вес 1374 гр
Наверное много клея налил и когда печатал стойки шасси, заполнение увеличил с 5% до 8%.
А я ещё хотел покрасить …
Теперь надо прикупить всю электронику.
Есть мотор Turnigy 3530-1700 и регуль на 40А.
Но такой мотор слабоват для этого монстра.
Сарвы 7 шт.
Приёмник на 8 каналов.
Акк 3000 4S 40C
Ура!!!
Я собрал Цессну!!!
Ура! Я собрал принтер! Почти.Осталось подключить разьёмы в плату и выставить стол ровно.)) И первый пуск! Отладка и прочее уже потом. Весь день проколупался. Дотошно и тщательно,ничего не пропуская.Нашёл видос,где кто то поэтапно,пошагово его собирает.Конечно,не все нужные места крупно и понятно сняты.Но ничего,как бы догадывалку включал тоже.))😃
Лучше всё делать поэтапно.
Сперва просто включите контроллер и посмотрите прошивку.
Потом запустите программу управления.
Дальше подключите по одному драйвера и шаговики, без механики.
Может получиться так, что собрав механику и всё подключив сразу, Вы сломаете принтер при первом включении!!!
Шаговики могут вращаться не в ту сторону и концевики могут не работать поначалу!
ИМХО здесь, по сборке принтера, нет строгих советов.
Хотя подключать шаговики не в раз, а по одному - имеет рациональное зерно, в том числе для проверки направления вращения.
Чтобы принтер сломали при первом же включении - не слышал! Кроме случаев, если китайцы изначально что-то горелое подсунули или если принтер был не из набора, а сразу целиком готовый. 😒 Включил - бац и готово! 😈
Под словами “Сломать принтер” я имел ввиду непредсказуемое перемещение подвижных элементов на максимальной скорости без ограничения этого перемещения. Что ведёт либо к поломке механики, либо сгоранию драйвера шаговика или самого шаговика.
Плюс ко всему это перемещение может нанести травму. Палец не оторвёт конечно, но больно может сделать запросто!
Если принтер собран и настроен уже на заводе, это одно, а если он собирается самостоятельно, то… То тут много вариантов. 😃
По выпрямлению кривых элеронов есть ещё одна идея…
У меня электрическая плита с духовкой!
Можно выставить температуру духовки 60 - 80 градусов, положить туда деталь, нагреть, положить остывать на ровную поверхность.
Ну вот…
Заказал на Бангуде
10 сервомашинок (banggood.com/JX-PS-1109MG-9g-Metal-Gear-Analog-Ser…),
моторку (banggood.com/DYS-D3536-910KV-1000KV-1250KV-1450KV-…),
регуль (banggood.com/ZTW-Beatles-50A-60A-80A-ESC-Brushless…),
приёмник (со стабилизацией на всякий случай!) (banggood.com/Frsky-S8R-16CH-3-Axis-Stablibzation-R…)
При работе с пластиком путём нагрева, всегда надо сначала на кошках испытывать настройки температуры. Сам частенько строиетльным феном орудую, но температуру проверяю путем нагрева каких-то деталей на выброс, которых при эксплуатации принтера образуется несметное количество.
Если испорчу всё, просто перепечатаю… 😃
А моя эпопея продолжается.
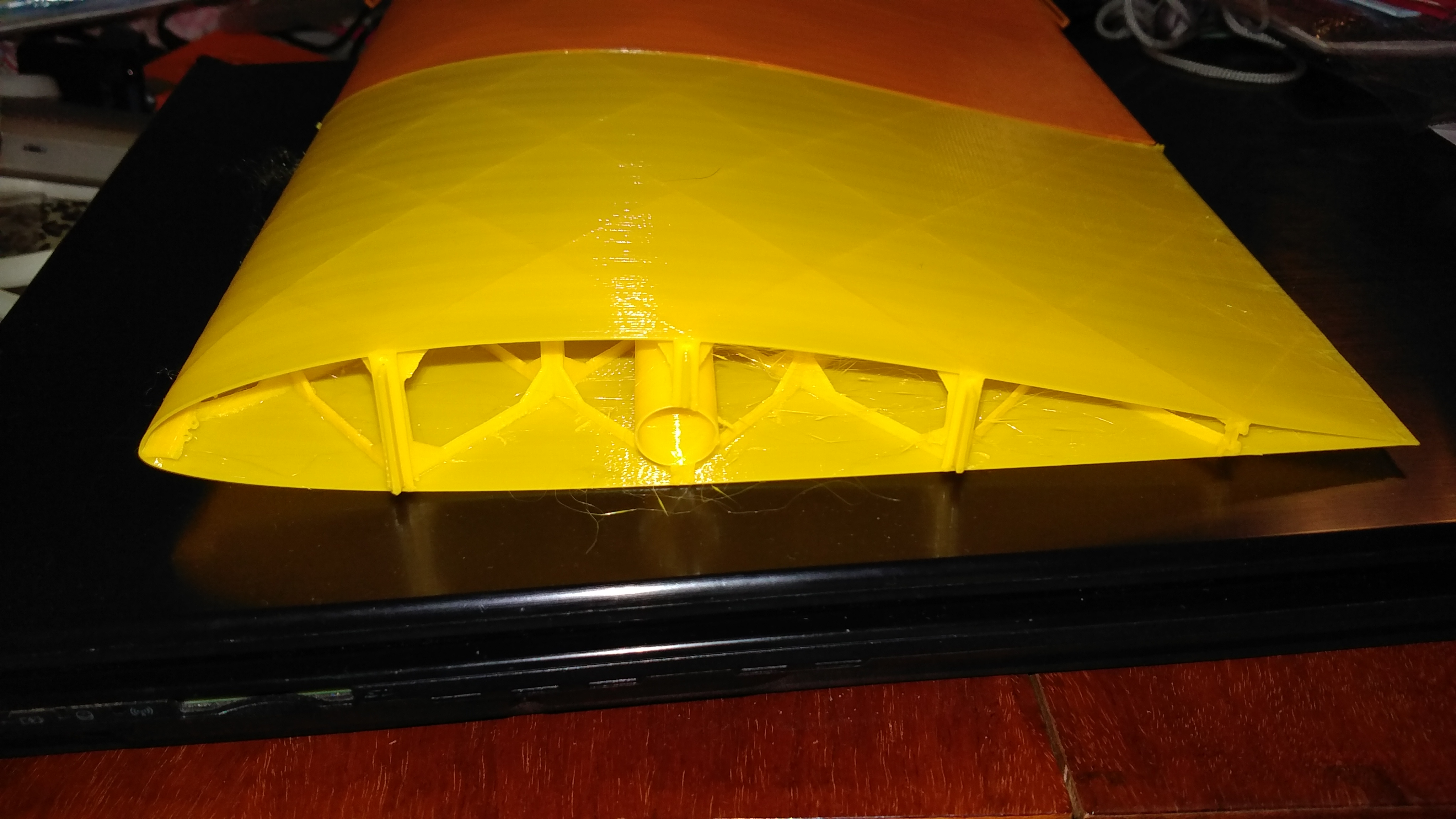
Сменил пластик (оранжевый FDplast на жёлтый FDplast). Вылезло сразу несколько проблем:
- Со зверской силой задирает законцовку профиля у стола. Сделал уже не уголок, а крест для улучшения адгезии. Всё равно на 1 мм задрало. Края креста ещё держались за стол, а середину задрало вместе с законцовкой.

Результат вызывает печаль.

Лак и “Каляка-маляка” не справляются. Сегодня буду пробовать “ПВА-М”. С расстройства уже полез покупать “PrintBite”, но они за выходные поменяли статус на Out of stock.
Кроме того, обнаружились дефекты обшивки:

Сначала, думал, что периодичность появления (а она явно имеется) недоэкструзии связана с каким-то дефектом пластика в катушке (отсырел, или просто качество нестабильное). Но почему только в начале слоя?
В ответ на вопрос, который я задал на 3dtoday, обратили внимание, что дефект проявляется на уровне пересечения силовых элементов (нервюрами их как то не назвать, хотя, может я не прав). Как бороться - пока не знаю. Попробую просушить пластик и снизить скорость.
Хотелось бы может ещё чуть-чуть температуру опустить - внутри есть немного тонюсеньких соплей, но с таким дефектом как-то кажется, что только хуже будет в этих проблемных местах.