Модели из 3D принтера

хотя всё это решается немного прощее и симплик ругаться не будет.
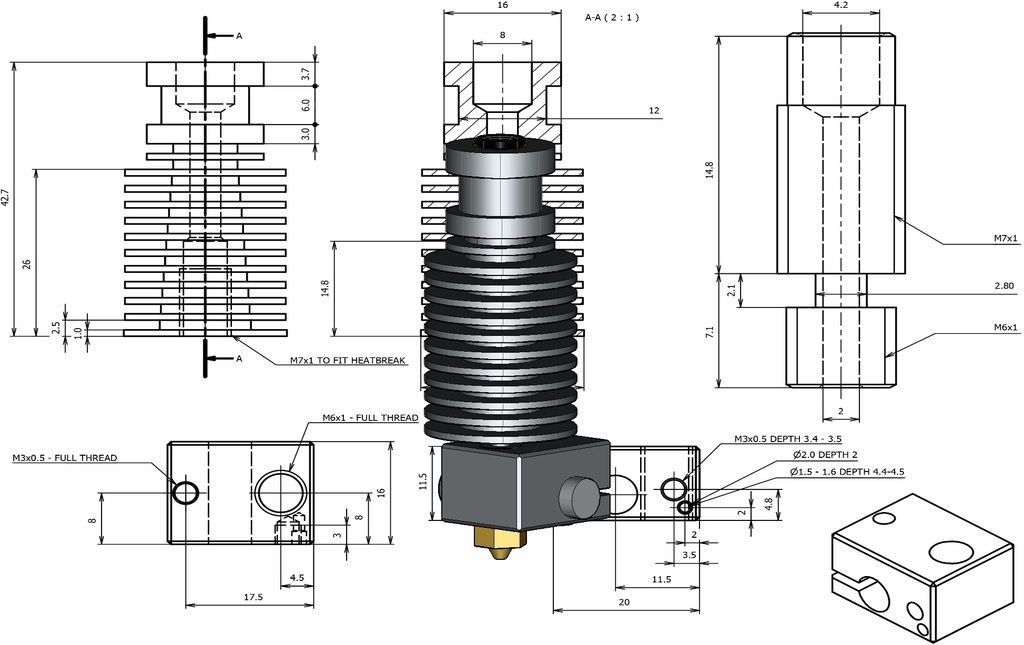
Кинулся печатать 😃 Но заметил, что отсутствует внутренняя переборка. Это так надо?
а на каком принторе и каким материалом печатаете
Принтер хороший 😃 Qidi Tech plus zen.yandex.ru/…/detalnyi-obzor-3d-printera-qidi-te…
попробуем ещё разок Какой то глюк у яндекса ссылку на отдельный филес криво даёт.
Модель продается или в свободном доступе? Где? Существует ли в более понятном формате? (не только для Симплифай)
Это так надо?
Интересное решение. Пару вопросов можно?
А почему ширину экструзии выбрали 0,38мм?
При печати в отверстии вроде получатся зияющие дырки.Я имею в виду не только в самой оболочке ,но и на 6 перегородках,у вас они в 1 периметр получились и отверстия круглые,частично висят в воздухе,а в оригенале они элипсом.
А почему ширину экструзии выбрали 0,38мм?
А вы сами по пробуйте по играйтесь с этим параметром.😇😇😛:)
При печати в отверстии вроде получатся зияющие дырки.
Не знаю что у вас не получается у меня обычно что на превью то и на печати выходит.
Не знаю что у вас не получается у меня обычно что на превью то и на печати выходит.
1.Отверстие с торца,нитки филамена с большим зазором при слои 0,25 просто стекут вниз.
2. В 6 перегородках краглые отверстия для облегчения висят в воздухе,филамену нет опоры,всё провиснет будет борода.
1.Отверстие с торца,нитки филамена с большим зазором при слои 0,25 просто стекут вниз.
2. В 6 перегородках краглые отверстия для облегчения висят в воздухе,филамену нет опоры,всё провиснет будет борода.
Вы можете говорить что угодно. Не собираюсь ничего делать для доказательства чего то вам.
единственное что да это то что в отверстии верха и низа не будет
остальное напечатается.
Не думаю что это что то изменит
могу дать вам ж коды кубика 20х20 у которого заполнение 0
но при этом он полностью закрыт со всех сторон
мало того я экспериментировал с размерами и в общем кубики до 40х40 печатаются без проблем с заполнением 0
мало того даже полусферу смог распечатать и тоже заполнение 0
Too HardRock
Надеюсь вам понятно почему я мало чего выкладываю и не распространяю какие либо свои файлы.
Причём это не значит что это какое то пренебрежение к к людям.
Просто вот ещё пример .
Начертил модель ну не большую 1200 размах. Ну очень хотели двое моих приятелей “мэднас” в таком размере.
И что вы думаете оба причём один оч опытный моделист (просто золотые руки) но даже это не спасло от ошибки при постройке модели.
мало того обоим рассказывал как надо собирать и что нужно делать (ну какбы яже придумал эту конструкцию) и всё одно звонили оба и говорил а вот тут нестыковка.
и после того как я им несколько раз объяснил и рассказал то ой блин а я и тд.
причём оба в разных местах так что даже при наличии нормальных чертежей большого опыта …
Поскольку модель по этим чертежам была собрана двумя моделистами с разным уровнем подготовки. думаю значит косяков нет.
Вы можете говорить что угодно
Я напечатал этот файл 😃 Вышло хорошо.Есть проблема которую я никак не пойму, от 0 до 35 мм явная недоэкструзия, но почему? Я ничего не менял кроме температуры стола и пластика. С отверстием порядок, круглое.
yadi.sk/i/lPr-BKy7uVGclg
Начертил модель ну не большую 1200 размах
Это печатная модель? Мне кажется, что нет смысла печатать тонкостенные оболочки, лучще каркас и пленка как на Вашей модели
Поплавки вообще то полное г по конструкции, долго не протянут, даже обтянутые скотчем
Есть проблема которую я никак не пойму, от 0 до 35 мм явная недоэкструзия, но почему?
Тут я уже вряд ли вам чем помогу. Похоже это зависит уже от вашего принтера. я оставил настройки все как в оригинальном файле просто разбил его на несколько процессов и вывел внутрянку в отдельный процесс который тоже разбил на такое же количество процессов что и оболочку чтоб максимально оставить как у лапсов.
Поплавки вообще то полное г по конструкции,
полностью с вами согласен.
Это печатная модель?
Увы нет. Это бальза.
Мне кажется, что нет смысла печатать тонкостенные оболочки, лучще каркас и пленка
Вопрос спорный
вот на фото бальзовая модель 1200 размах и чутка ранее выкладывал двухмоторник такого же размаха и кабы это не было странно но вес у них почти одинаковый разница в вес мотора, рега и более длинных проводов.
Конечно корявый с волнами и тд, но это эксперимент и прошу относиться к нему как к эксперименту.
конечно я теперь знаю как убрать волны но перерисовывать и перепечатывать модель не буду (зачем мне вторая такая же модель).
на счёт наборнопечатных конструкций посмотрите в этой теме сообщения a_centaurus
Александр много чело выкладывал по этой теме.
Я тоже выкладывал нервюру по весу почти как бальзовая.
Надеюсь вам понятно почему я мало чего выкладываю и не распространяю какие либо свои файлы.
Проблемы сборки - это проблемы собирающего, разработчик тут не причем если модель идёт “как есть” без каких либо гарантий и обязательств.
Есть проблема которую я никак не пойму, от 0 до 35 мм явная недоэкструзия, но почему?
Технически, потому что при начале движения, давление в сопле не успевает достичь требуемого для ровной экструзии значения.
Что делать? Добавлять Extra restart distance / уменьшать ускорение в прошивке / настраивать linear advance / ставить более мощный экструдер. Стоит начать с первого как самого простого, но кардинальное решается только в совокупности.
Обратная проблема - наплывы и сопли в конце экструзии. Когда давление не успевает упасть. Соответственно нужно повыщать Coast distance / настраивать linear advance.
И именно из-за таких нюансов GCODE и конкретные параметры экструзии не могут быть универсальны между принтерами 😃
это проблемы собирающего
Увы это не так.
разговор приблизительно таков.
А я вот у тебя ошибку нашёл.
какую?
а вот тут это самое и я обрезал.
собственно а как ты будешь теперь вот это собирать?
Ты вот это место в инструкции смотрел?
и по телефону я тоже ему это говорил.
в итоге
Семён Семёныч АААААААААААААААААААА
(С) “Бриллиантовая рука”
По этому я зарёкся кому то что то чертить кроме себя любимого, и что то выкладывать. УВЫ
Технически
вот именно что так.
Что делать?
настраивать ретракт и подачу.
в прошивке
Ну вы сейчас на советуете.
как я понял человек только начал печатать а вы его в прошивку отправляете.
всё это прекрасно регулируется через ером при помощи трпирхвоста. но даже это не нужно.
по тому как если печатать с компа например через симплик то там есть педальки которые можно по крутить аж прямо на ходу.
так что
именно из-за таких нюансов GCODE и конкретные параметры экструзии не могут быть универсальны между принтерами
это тоже …
как я понял человек только начал печатать
Правильно понимаете 😃 Пока еще только азы печати осваиваю, в основном до этого печатал катушки для корд yadi.sk/i/T9NQiPUfoK_54w
yadi.sk/i/MU89_AApQie2cg
Что делать? Добавлять Extra restart distance
Но почему такое явление отсутствует на других деталей поплавков
нос yadi.sk/i/AYgzMBuBCbd68Q
yadi.sk/i/nJwkIkdKUKd3Dw
задняя часть yadi.sk/i/Zlnr1B7mYkMOpw
то там есть педальки которые можно по крутить аж прямо на ходу.
Мой принтер позволяет регулировать все процессы прямо с панели, я пока только температуру осмелился регулировать, подачи, скорости, обдув модели, циркуляция в камере горячего воздуха, температура стола не трогал.
Но почему такое явление отсутствует на других деталей поплавков
А если без моих улучшизмов?
печатал катушки для корд
А почему стоя?
Я бы сделал из нескольких деталей.
было бы прочнее и печаталось быстрее.
А если без моих улучшизмов?
Дело не в них, Ваш файл вообще то выдал наилучший результат. У меня полна мусорная корзина этой деталью. толщина стенок почему то 0,35 в среднем. Коэффициент экструзии загнал уже до 1,1 ,один фиг результат один и тот же. Бродит мысль, что модель дефектная в этом месте.
А почему стоя?
Я бы сделал из нескольких деталей.
было бы прочнее и печаталось быстрее.
Я так и сделал в дальнейшем 😃 Но просто на фото не смотрятся лежачие колечки, вот и вставил свой самый первый опыт 😃
Бродит мысль, что модель дефектная в этом месте
Увы Нет
Прогнал модель через нетфаб, всё норм.
Давайте проверять так.
Если принтер подключить к компу то у вас будет возможность управлять им из симплика.
В симплике устанавливаем нужную Т сопла.
Потом как прогреется отмечаем на пластике 100мм и жмём подачу 100мм пластика и смотрим протянет он эти 100мм или нет.
обычно скорость подачи стоит 5мм\сек,если норм продавилось то увеличиваем скорость на 1мм\сек и так пока не застучит или не перестанет протягивать 100мм
обычно больше восьми не получается.
если сразу не получается то скорее всего надо менять сопло и тефлонову трубку в горлышке.
судя по фото это вполне вероятно.
сопла и трубку надо всегда иметь в запасе это расходники.
Думаю дело не в файлах и настройках беда чисто аппаратная.
ЗЫ
Что у вас за принтер?
Что у вас за принтер?
Принтер хороший Qidi Tech plus zen.yandex.ru/media/id/5f2ac...d43436fc9c09ab
Если принтер подключить к компу то у вас будет возможность управлять им из симплика.
Спасибо за подсказку, будем осваивать новые горизонты, я еще такого не делал вообще. На выходных займусь.
сопла и трубку надо всегда иметь в запасе это расходники.
Не думал, что сопла расходники. Казалось, что это достаточно долговечный элемент
Не думал, что сопла расходники. Казалось, что это достаточно долговечный элемент
и сопла и тефлоновая трубка в термобарьере всё это расходники. Сопла забиваются (самое распространённое)трубка тефлоновая постепенно из за температуры тоже портится всё это приводит к уходшению подачи пластика а то и просто пластик перстаёт подаваться.
Теперь вопросы по хорошему принтеру.
У него в экструдере вот аналогичная деталь есть?
экструдер директ или боуден?
подача пластика прямая или с редуктром.
мозг 32 бит?
Попробовал на днях Керамотех второй версии. На самом деле изначально был оформлен заказ у официалов на ЛВПЛА. Хотелось сравнить оба материала, но получил письмо от Колорлабс - хрен вам, а не ЛВПЛА. Итак, Керамотех - поток 65% ретракт 0 сопло 250 стол 100. Первая проблема была с адгезией к столу. Использую фирменный клей для печати. Супер вещь, АБС отдерал с кусками стекла. При 90 градусах у детали из керамотеха задирались углы и в итоге полностью отлипала от стола. При 100 градусах всё стало ок. Так как слайсил фактори файл от лабсов (Альбатрос модель спроектирована для ЛВПЛА ) печать в режиме вазы. Поначалу всё шло просто замечательно, но под конец упс. Единственно, что порадовало, вес практически уложился в 8гр обозначенный в мануале. Что огорчило - материал хрупкий. Именно хрупкий как керамика. В ладони при нажатии рассыпался на кучу очень мелких осколков. Попробовал напечатать ту же деталь из ПЕТЖ изменив только поток и температуру. Получилась практически идеально, никакой недоэкструзии (ретракт 0), но вес на 70% вырос. Прочность на несколько порядков выше. Конечно хотелось бы попробовать ЛВПЛА, в забугорье огромное количество народа именно им печатают и летают. Америкосы кто уже печатал им, жалуются на отсутствие поставок. Кто печатал, поделитесь мнением. А насчёт Керамотеха, у меня дальнейшее использование этого филамента бод большим вопросом. Надо городить термокамеру для принтера, но главное это его хрупкость. Если только комбинировать. Например крылья из Керамотеха, фюз ПЕТЖ.
По поводу хрупкости: прочёл в одной из статей, избавиться от неё можно обработав деталь ацетоном. Заодно и волны межслойные сглаживаются.
Заодно и волны межслойные сглаживаются.
И также за одно ацетон как в любом пористом пластике остаётся и потихоньку продолжает “постобработку”