Гравировка по металу.

существует ли какое недорогое
Ну это вряд-ли… А если существует, то не работает.
Ну это вряд-ли… А если существует, то не работает.
Маке приветствую.
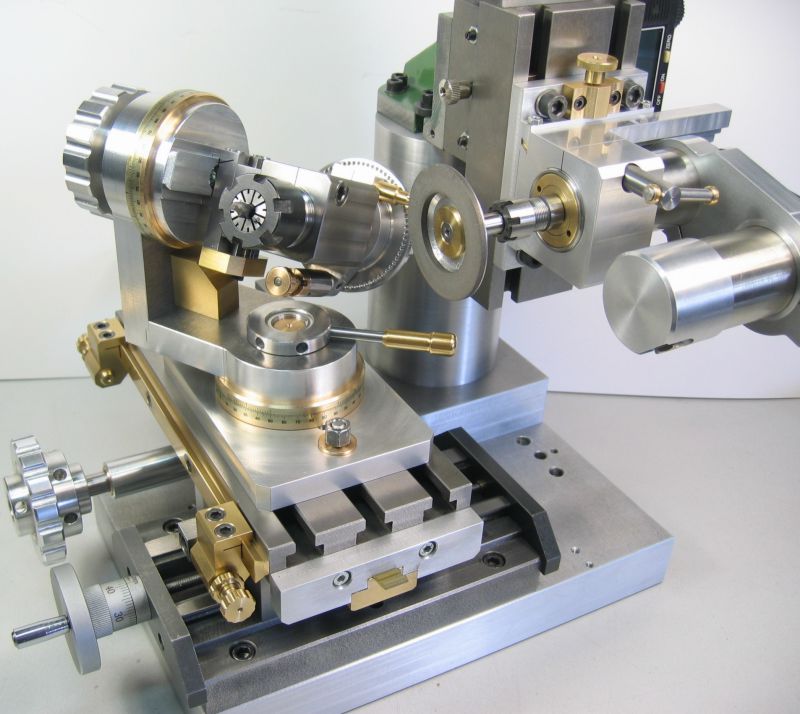
Когда то, в немецкой книжке по токарному делу, 95 года прошлого века, встретил такое вот точило,
схема,
по тем временам думал что оригинальная разработка, даже приготовил часть чертежей, для повторения, потом забросил, так как можно было точить на ЧПУ, и не часто требовалось.


Недавно встретил его основу у нас на продаже, не удержался купил, для переработки под точильный станок, пока еще лежит,


Чем лучше точить фрезы. ??? 1- камень. 2- алмазный круг. 3 - диск болгарки. Камень вроде как грубовато. Алмаз дороговато. Пробовал вручную дремелем с маленьким диском вроде как нормально. Думаю о приводе поэтому стал вопрос что б направление мысли было в ту сторону что нужно.
Пробовал вручную дремелем с маленьким диском вроде как нормально.
Если только диски с напыленным алмазами, которого в округе полно, и то они не долго живут,и плоскость плохо держат, суммарно в денежных затратах проиграете, стоимости алмазного круга.
стоимости алмазного круга.
Позволю себе уточнить. Нужно именно такой но поменьше размером ??
какой лучше ??? ru.aliexpress.com/wholesale?catId=0&SearchText=dia… там и ровные и чашкой. и широкие и не очень. А может взять такое за основу ru.aliexpress.com/…/2069069_32620244124.html
какой лучше ???
для правильной и экономичной заточки нужно минимум 2-3 диска, с разным зерном.
там и ровные и чашкой. и широкие и не очень.
а форма чашки в зависимости от того что собрались точить.
по первому и второму вопросу в сети полно информации.
А может взять такое за основу ru.aliexpress.com/store/produ...00023.7.eRVWuU
если вы про станочек, такой у меня то же есть, для быстрой заточки сверл на плавающей оснастке. Для фрез и резцов она не годится, потребуется глубокая переработка, то есть останется от всего станка один только мотор.
Позволю себе уточнить. Нужно именно такой но поменьше размером ??
у немецких мастеров мелкие круги видал, только у нас или в али на продаже не встречал.
у меня самые мелкие 50 диаметра, покупаю здесь.
Ребята, я бы не рекомендовал использовать алмазные круги для заточки инструмента из быстрореза - во первых он будет быстро “засаливаться”, во вторых алмаз это углерод, в стали тоже он присутствует - поэтому происходят нехорошие дела - он начинает выгорать. Для твёрдосплава - да, для стали нет. Ищите эльборовые круги, ну или обычные для заточных станков с мелким зерном. При необходимости просто шарошите алмазной шарошкой и работаете дальше.
Привет всем!
Ежедневно пользуюсь заточкой и переточкой режущего инструмента.
Подтверждаю сказанное Маратом. Алмаз для твёрдого сплава, эльбор и абразив для быстрорежущей.
По выбору какой формы взять круги? У меня в работе алмазных 4 вида, абразивных по видам сложно
сказать но штук более 20 будет, разной формы и зерна.
Всем пока, пока, пока.
Ребята, я бы не рекомендовал использовать алмазные круги для заточки инструмента из быстрореза - во первых он будет быстро “засаливаться”,
Ребята, где вы видели последнее время фрезы диаметром до 6мм из быстрореза, их надо искать с огнем. А ценник на твердосплавные фрезы такая низкая, что нет смысла покупать из быстрореза.
А китайски твердосплав не одна шарошка не берет, кроме как алмазных, из сломанных фрез я делаю резцы для токарного станка, получаются отличные резцы.
Привет всем!
Ребята, где вы видели последнее время фрезы диаметром до 6мм из быстрореза, их надо искать с огнем.
Вы их плохо искали. Просто у меня в работе на работе идёт много пластмассы. Пробовал твёрдым сплавом и быстрорезом.
Быстрорез победил.
Всем пока, пока, пока.
Вы их плохо искали. Просто у меня в работе на работе идёт много пластмассы. Пробовал твёрдым сплавом и быстрорезом.
Быстрорез победил.
Зачем мне их искать, они у меня есть, когда надо точить я их обычным камешком точу, только как фрезы не использую.
Р18, Р9 и Р6М5 резцы были у меня на токарном, потому как хорошо обрабатывает мягкие материалы, за счет острой заточки, всем известная истина. Потом перешел на резцы из китайского твердосплава, и от сломанных фрез от drillman, видно что у этих твердосплавов совсем другая структура, наши ВК8 и ВК6 не возможно заточить до остроты быстрореза, а китайски твердосплав точиться как бритва.
Пластик обрабатываю твердосплавами, АВС, ПОМ, полиамиды и полиуретан, пока других не было, полиуретаны самые мягкие по шору были твердостью 70, в основном 92, все отлично обрабатывается. Одно только отличие обязательное в стратегий (конечно не о режиме) обработка только встречное.
Привет всем!
Ну что могу сказать дерзайте.
Просто уже больше двадцати лет как не работаю российскими фрезами, больше как штифты идут.
Импортных перепробовано разных производителей. Величина качества зависит от величины стоимости.
Для эксперимента брали две фрезы бестрорежущие одинакового размера , но разные по ценнику.
Так дешёвая отработала 20 часов на получерновой обработке полуформ на прессформе, а дорогая 140 часов.
Так что здесь я вам не подсказчик. Буду по тихоньку в своём углу курить бамбук.
Всем пока, пока, пока.
А китайски твердосплав не одна шарошка не берет
Baha, я имел ввиду шарошить камень (алмазным карандашом) на заточном станке, а не фрезы…
Для себя сделал следующий вывод . Периферию (ленточку ) мало кто точит , так как ломается тупится в основном торец. А оснастка для заточки периферии намного сложнее чем торца. Для заточки нужны круги и камень и алмаз. Поэтому буду делать оснастку для заточки торца. Как можно проще по конструктиву но с лимбом для поворота фрезы для разных фрез по количеству кромок . Вот только не совсем понятно как правильно выставлять ноль для первой кромки. ???. Тем более что режущая част вся тупая, кривая, поломанная. По-моему это самый ответственный момент . Все углы заточки думаю что найду в интернете.
Тем более что режущая част вся тупая, кривая, поломанная.
В таком случае просто выводите заточкой плоскость, перпендикулярную оси фрезы, потом ориентируете любой зуб перпендикулярно вертикальному или горизонтальному центру, ну и обязательно надо иметь регулируемый опорный штифт, для выставления следующих зубов, идентичное положению, первого зуба.
ну и обязательно надо иметь регулируемый опорный штифт, для выставления следующих зубов, идентичное положению, первого зуба.
Ну я предполагал что это будет деления лимба по градусам. Выставить первый зуб, привязать его к нулю, а далее по количеству зубов поворачиваем на 180, 120, 90 градусов. Или есть способ попроще.?
Или есть способ попроще.?
Проще, как раз и есть опорный штифт. Лимбы в первую очередь нужны не для поворота по зубам, а задать определенный угол заточки.
Опорный штифт присутствует почти во всех фотках который я выкладывал.
Иногда вместо штифта используют оправку для фрезы, 4-х или 6-и гранную, в зависимости от количества зубьев фрезы.

4-х или 6-и гранную
вот теперь дошло. А я хотел патрон от дрели. И связать с лимбом.Но это другая конструкция. Ну вообщем буду думать. Все будет зависеть от того что я присмотрю на железном барахле.
Есть еще идея. Зажимаю фрезу в станочные тиски которые находятся на столе фрезера. В фрезер ставлю что-то типа этого. ru.aliexpress.com/item/…/32331523394.html. Включаю станок и он мне точит фрезу. Програмку для каждого типа и размера фрез делаем вместе, каждый по одной фрезе. Получаем каталог нужных програмок.
Включаю станок и он мне точит фрезу.
Смотря какой станок, если у вас обычный 3-х осевой станок , то еще для вашей идеи не хватает минимум 2-х степеней свободы. А так любой специализированный точильный станок для фрез, по схеме как 5-осевой станок.