Колибри ОТМ-08 - ремонт.

Но у мотора оказался слабый коленвал - лопнул , отлетела щека.
Скорее всего это ждет и Колибри. У нас в кружке был Стриж и Колибри. У обоих лопнул коленвал.
Скорее всего это ждет и Колибри. У нас в кружке был Стриж и Колибри. У обоих лопнул коленвал.
Тогда тема продолжиться - будем потом делать и коленвал…
Думаю тоже вполне интересный момент…
И так опять тема немного отдохнуть от насущных проблем.
Были доделаны три наперстка.

Причем судя по поверхности и стружке чугун отличается и по количеству графита и по самой структуре.
Какой потом выбрать на первый поршень???
-----------
Чтож подошли к самой оправке .
Начну с простых истин.
Людям с опытом данная инфа будет не интересна.
Но сделаю акцент на новичка .
Многие ошибочно считают что патроны токарных станков позволяют точно устанавливать деталь повторно.
Это ошибка , я таких патронов не встречал.
Альтернатива только специальные цанги.
Иначе после снятия , отрезания детали , она повторно точно никогда не будет установлена.
Да и кулачки своим давлением проминают поверхность детали.
Поэтому применяют разжимные оправки, что бы получить требуемый результат.
Сама оправка для поршня универсальна и один раз сделанная позволяет делать различные поршни , разного размера ( предел только в размерах самой оправки).
И так сначала попытался использовать старую разжимную оправку , для того что бы сделать ремонт приспособления.
Но станок на котором лет “надцать” назад делалось приспособление имел приличный бой и поэтому разрез сжался после проточки до удаления боя.
Деталь зажать не удалось.
Сделаем новую разжимную оправку.
Она из себя представляет кольцо , которое протачивается с меньшим диаметром требуемого размера.
Кольцо разрезается и повторно устанавливается в патрон с легким зажимом ( что бы разрез не сомкнулся).
И протачивается после установки в патроне под оптимальный диаметр чтобы деталь вошла с легким зазором .

На этот раз я взял старую оправку с чего то позволяющую после проточки использовать её сейчас.
На этот раз это уже сталь.

Проверяю насколько точно была изготовлено приспособление - результат вполне , бой всего был 0,015мм
Почему он возник , неизвестно. Но точилась она с одной установки .
Возможно виной сам станок - некоторые станки в зависимости от состояния трансмиссии и конструкции
не позволяют для точности даже выключать вращение шпинделя ( к примеру для замера ) , повторное включение вызывает смещение шпинделя и как результат провоцирует бой изготавливаемой детали.
Не буду вдаваться в подробности , но возможно это и было причиной боя , а может дюраль при естественном старении дало овал.
Короче история умалчивает.
Поэтому и был акцент на ремонт - возможные деформации и сама поверхность мне не понравилась.
Поэтому протачиваются все плоскости - рабочие и проверочные

Так же на будущее хорошим правилом будет поставить метки .
Я на станке поставил у себя где только можно метки , что бы все работало всегда в своих местах.
У приспособления тоже стоят метки , позволяющие повторную установку детали с акцентом ориентации относительно первого кулачка.

На фото вы видите точку на патроне , риски на разжимной оправке и на приспособлении.
Это в последствии позволит мне без проблем использовать приспособление для различных задач при изготовлении поршней.
И так приспособление проточено заново, с хорошей поверхностью.
Причем я никогда не использую шкурки - ими легко завалить поверхность , мне блеск не нужен, нужна поверхность.

Обратите внимание на отверстие внутри .
Жизнь нам постоянно ставит разные задачи, которые мы не можем прогнозировать заранее.
И это отверстие для того если нам потребуется повторно установить поршень и четко сориентировать просверленное отверстие от смещения.
Мы вытачиваем в зависимости от задачи из стали, дюрали, текстолита направлющую оправку которая плотно вставляется в приспособление и отверстия пальца поршня.
И без проблем установим повторно поршень .
К примеру нам потребовалось расточить отверстие под палец большего диаметра.
Точим текстолитовую оправку с плотными посадками.
Устанавливаем поршень и прямо с текстолитом делаем необходимую операцию.
-------------------------------------
Ну теперь попробую объяснить кратко как работает приспособление .
Я как мог набросал карандашом на бумаге от руки эскиз и подкрасил для пояснения в паинте.

Вот теперь попытаюсь пояснить смысл . Тем более еще все деталюшки не точил.
Самое главное при изготовлении поршня нам сделать отверстие строго и четко перпендикулярное оси .
Эту операцию оправка делает легко.
Но еще один момент расстояние В - именно это расстояние несет характеристику фаз выпуска и перепуска.
Не соблюдение расстояния от донышка поршня до оси пальца сместит фазы мотора.
Можно конечно подогнать потом донышко - подрезав .
Но если нам нужно сделать три , четыре - десять поршней . Приставляете сколько нудоты будет.
Поэтому две шайбы зеленогои синего цвета нам выставят поршень , когда мы вставим бутерброд из шайб и поршня внутрь оправки.
Шайбы нужно делать одинакового диаметра , и точить с единижды проточенной заготовки.
Но точность нужной операции нам обеспечит два размера - А и Б…
Как узнать какой размер нам сделать ?
Тут нам поможет старый дедовский способ - чертим наше приспособление и поршень на листе бумаги в масштабе 10 к1 ( в десять раз больше).
Не стоит использовать миллиметровку ( не знаю с чем связано, но миллиметровка врет ).
Начертив подобный эскиз как нарисовал я , но очень точно мы и найдем наши размеры .
При этом размеры позволят нам по высоте выставить поршень идеально с конечной точностью до 0,001мм.
Самые главные ( ответсвенные размеры я на эскизе отметил красным цветом ).
Синяя шайба - она не влияет на точность. В случае если размер бутерброда будет ошибочным , под синюю шайбу можно положить бумагу что бы бутерброд плотно вошел внутрь приспособления.
Я сейчас доработаю приспособу и сделаю со стороны синей шайбы поджимной винт.
Зачем нужны 4-е отверстия по периметру обоймы приспособления.
Когда мы вставим бутерброд , нам нужно обеспечить плотное прилегание его к стенке ( она нам дает гарантию перпендикулярности положения поршня и будущего отверстия.
По различным причинам - вибрация , нагрев приспособы и бутерброд может сместиться .
Поэтому все закрывается 4-я болтиками и специальной крышкой .
Между крышкой и бутербродом можно проложить фторопластовую прокладку или просто из кордона.
--------------------------------
Короче вот как мог пояснил как дальше будет продолжаться работа и принцип изготовления поршня.
Ну не прощаюсь, тема будет продолжаться с попытками показать поэтапно как выполняются операции.
Альтернативный вариант изготовления поршня можно увидеть здесь при помощи угольника установленного на планшайбе токарного станка

modelenginenews.org/techniques/cast_pistons.html
Недостаток такого варианта - требует тщательной юстировки поршня для предотвращения смещения пальца относительно оси поршня ( если по честному такой вариант изготовления - это изготовление “на глаз” без точного , гарантированного результата). Вы можете точно выставить ( поймать ) переднюю часть поршня ( которая смотрит на сверло) но задняя часть ( со стороны планшайбы) может сместиться на несколько сотых миллиметра и вы это практически не сможете поймать с гарантированной точностью.
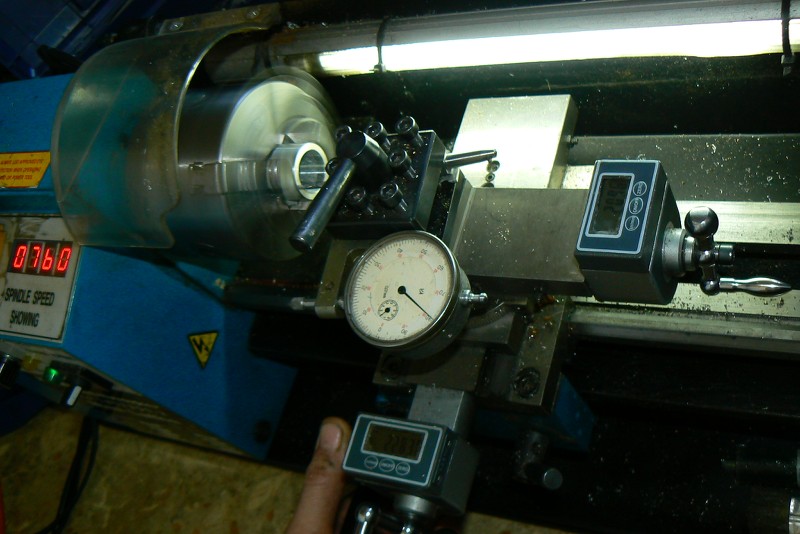
И даже попытка что то намерить так -

Это от лукавого - задняя часть поршня может находиться вне оси вращения , а оправка отбивает только “лицевую” часть поршня.
Такое смещение еще называют дезаксиальным смещением поршневого пальца .
Такое смещение иногда применяют для уменьшения давления стороной поршня на стенку цилиндра.
Принцип можно видеть на рисунке -
Но проблема в том что очень тяжело нам поймать на таком приспособлении ось вращения поршня при расточке.
А мы ловим с точностью до 0,01мм .
Так же очень спорный момент необходимости такого смещения на модельных двигателях.
Поэтому чаще всего стоит более простая задача - сделать поршень максимально точно при изготовлении по всем осевым направлениям.
Есть еще куча моментов возможного улучшения работы поршней - но в данном аспекте применительно к мотору Колибри это излишняя инфа.
Попалась интересная ПДФ-ка рекламного проспекта - как делают наши моторы в условиях современной промышленности -
www.fx-engines.com/How_it_is_made.pdf
Про изготовление поршня ( точнее методах сверления отверстия ) они опустили инфу .
Но в целом дает нам представление насколько совершенно оборудование современных заводов.
P.S. Зато данный угольник очень удобен при расточке отливки картера .
При помощи такого приспособления можно легко расточить картер добиваясь перпендикулярности оси коленвала и оси цилиндра.
При необходимости можно завалить ось картера компенсируюя смещение ( правильнее температурной деформации) из-за неравномерного обдува при работе ( неравномерное охлаждение цилиндра) и как следствие температурной деформации картера ( особенно актуально у моторов с выхлопом взад).
Смещение задают как путем подкладок ( при быстром экспресс изготовлении штучного картера ) или перешлифовывают сам угольник на необходимый завал.
Но это опять отход от моей темы.
Прежде чем двигаться дальше нужно провести одну операцию.
Заготовки точились из разных материалов и при этом станок не снс - высота заготовок поршней отличается.
Это не принципиально в нашем случае, но дает некоторую долю дискомфорта.
Правда после доработки приспособления и этот момент окажется не критичным - но всегда надо стремиться к лучшему.
Поэтому подрежем донышки .
Разбег получается как из-за не точности обрезки так и отрезной резец может законусить плоскость и пр.
Результат заготовки имели высоту .
1)- 8.786
2)- 8,906
3)- 8,974
Эта процедура делается опять при помощи разрезной оправки которую выточил из попавшегося под руки куска люмишки

Опять вытачивается колечко , разрезается и повторно установив в патрон протачивается под размер заготовки поршня.
Потом вставляем поршень и поджимаем что бы зафиксировать поршень в оправке .
Дальше подрезаем донышко , получая идеальную плоскость и выравнивая высоту.

В результате высота подравнялась и получились заготовки высотой
1)- 8.649
2)- 8.642
3)- 8,656
Поймать сотки проблем нет и все заготовки держаться в губках колумбика и он на все показывает один размер (поспешил перед фотографированием и не отбил 0 , колумбик на одну сотку сбит).

Более точный инструмент уже улавливает разницу.
Но убиваться отбивая микроны нет необходимости , нам вполне хватит точности до 0.01мм .
Хотя и это не обязательно так как сверление будет относительно донышка и длинна юбки значения не имеет.
Теперь можно приступать к черчению чертежа для выяснения размеров шайб- подкладок.
Попутно устранил один момент который ранее в этом приспособлении приносил дискомфорт.

Когда я точил поршня и делал эту приспособу , у меня не было под рукой делительной головки.
Разметка была сделана колумбиком и сверлилась вручную. В результате неточности и ошибки , смещение сверла и отверстия разбежались.
При сборке хоть шайба и имела метку , часто возникала путаница с ориентацией шайбы.
Поэтому решил пересверлить отверстия для точности. Правда поспешил и сверлить начал не с той стороны и третье отверстие попало краем на старое.
Старые резьбы заглушил что бы на них не путаться.
------------------------------------------
Чтож осталось немного работы для проведения операции сверления заготовки.
- начертить эскиз и определиться с размером .
- выточить шайбы для сборки бутерброда .
- выточить новую прижимную шайбу , так как старую потерял.
Двадцать минут ушло на эскиз , чтобы найти необходимые размеры.

Диаметр шайб я и так знал - глубина приспособления 12мм +1мм для того что бы бутер поджала планшайба приспособы = 13мм.
А высоты после того как начертил легко нашлись сами .
Основная шайба должна быть толщиной 6,13мм, поджимная 5,33.
Дальше проточил люмишку по нужному диаметру.
Так как диаметр является основным размером и мой станок с цифровыми лимбами

позволяет точить с высокой точностью я остановился на этом результате

И вот заготовки бутерброда сделаны

Немного не успел , у меня уже поздно и решил остановиться , что бы не будоражить соседей которые ложаться спать.
Не успел по причине что одну шайбу спортил - забыл прибавить 1,5мм при отрезании.
Осталось опять в разрезной оправке проточить шайбы ( как донышки поршней) , что бы получить идеальный размер
( сразу отрезанием как писал тяжело точно до 0,01мм отрезать с хорошей поверхностью и тем более с алюминием может пойти наклеп на резце).
Поэтому решил не рисковать а отрезал с запасом и маленькими ступеньками что бы не словить наклеп.
Ну вот и выбрал чуток времени продолжить.
Все открыл сезон и начал летать , прошлая попытка кончилась печально, Волга провалилась на леднике по самое брюхо, что кое как трактором на полном приводе выволокли.
Поле просохло.
Сейчас будет меньше времени, теперь подготовка моделей к полетушкам будет мало оставлять возможности на все.
Так что буду стараться не забывать об этом долгострое.
И так подрезка шайб выполняется так же как и я подрезал донышко поршня

Напомню что толщина должна быть без учета буртиков - 6,13мм основной шайбы , от которой будет зависеть высота от донышка поршня, до оси пальца.
И 5,33мм вторая шайба которая служит поджимом поршня к основной.
Тут если честно я был в шоке , сам не ожидал чтоб выйти по микронам в нуль. Я могу с точностью до 0,005 , а тут оцениваю шанс как 1 из 20 и я в него попал

Что сказать бывает же такое .
Нижнее уже вышло по нашему с рабочей точностью

И теперь самый волнующий момент, как соберется бутерброд
И он собрался с легким усилием, кромки при этом не подмялись у шайбы, когда он вошел.

Я специально сфотал его перевернув ( к потолку) , что бы видели что бутер держится и невыпадывает.
Замечательно, значит я минимально ошибся.
В таком виде приспособу можно собирать без модифа который я хотел делать - закрывать шайбой и сверлить.
У меня сейчас возникла заморочка.
У меня нет развертки на 2,5мм под палец.
Еще побегаю по магазинам , и если не найду то планирую
- просверлить сверлом 2,4мм
а) сделать расточной резец оочень мелкий из проксоновской твердосплавной фрезы и проточить ( скорее всего откажусь, так как сильно мелко и резец начнет резонировать )
б) просто возьму сверло на 2,5мм и слегка уменьшу его диаметр алмазным брусоком на примерно 0,02мм .
Потом просто если не будет входить палец притру .
--------------------------------------------------------------------
Не стоит пугаться количества чисел после запятой которые я вам демонстрирую.
Я стараюсь делать оочень точно ( что бы не позориться) , но первые поршня которые я сделал , я творил имея в руках простой механический колумбик .
И поршня получались результативные , они работали лучше заводских.
Самое главное выточить верхнюю и нижнюю шайбу с одной заготовки, что бы диаметр шайб был одинаковым .
Сами понимаете что разного диаметра шайбы не выставят поршень точно перпендикулярно и завалят отверстие.
И второй момент о котором я не упомянул - буртик шайб должен быть максимально точным по своему внутреннему диаметру , чтобы поршень входил в шайбу с минимальным зазором.
Это практически единственные требования для успеха ( ну кроме простейших - чистота и чтоб не попала стружка в посадочные и все делать через разжимные оправки с контролем по индикатору).
И даже если вы наврете немного с верхней шайбой , вы потом можете торцануть донышко поршня подогнав под нужную высоту.
И если ваши первые поршня чуток получаться не точные по каким то причинам - зазоры в головках шатуна очень приличные и поршень будет работать.
Он не будет конечно чемпионом , но в целом при таком варианте которому меня научили, он получиться намного точнее чем нам лепят китайцы поршня в своих моторах.
Ладно тема еще продолжиться - сам процесс сверления, потом облегчение и т.д…
Но в целом думаю процесс уже стал понятен и те кто меня спрашивали уже на 90% получили ответ как сделать поршень.
P.S. Чуть не забыл .
Когда будете подгонять размер толщины шайб, у вас в серединке будет оставаться приливчик , как бы идеально бы, у вас не был выставлен резец относительно оси.
Можно шайбу просверлить до сквозняка мелким сверлом, чтобы его небыло.
Я просто шарошкой аккуратно сделал лунки что бы на этом чопике не обмануться

Вариант а) с расточным резцом, самый верный. Сверло, даже если сверлить после предварительного пилотного отверстиия сделанного центровкой, все равно уведет.
Согласен , тут делема .
Диаметр пальца 2,5мм …
И я пока затрудняюсь принять точное решение - поэкспериментирую.
На привычных размерах от 4мм , у меня бы такой проблемы не встало.
Про резец , на фотах его видно ( может кому пригодиться , так как мне он нравиться и я им делаю всю мелко-мудату )
Купив микрофрезер от проксона МФ-70 , обнаружил очень приятную особенность - на его фрезы не налипает даже самый вредный алюминий.
При очень тупых кромках только.
Фрезы на этом гавеном станке такой расходник если работаешь с металлом , что скопилась куча заломышей.
Вот я выточил такую оправку что бы дать заломышам вторую жизнь -
С одного конца такой вариант -

С другого конца такой вариант для больших размеров -

Резец берет и слабо каленную сталь и хорошо живет с алюминиями на различных оборотах.
Практически не тупятся кромки , если устают, просто откалываются.
Вот если что можете попробовать завести для хозяйства.
--------------------------------------
А так да только расточка отверстия даст 100% результат .
Я просто пока пассую перед самим размером .
Ну что, Евгений! Тема похоронена? Двигатель так и не доделали???
Ну что, Евгений! Тема похоронена? Двигатель так и не доделали???
Вы успеваете делать разом все - летать ремонтировать что сломал и еще попутно ремонтить не актуальные железки , для баловства. …
Летом мало что строю при сильной необходимости то что актуально.
А летом для меня актуально то чем не могу заняться зимой-летать …
Продолжится но позже , пока не до него, не до баловства. .
Тема была начата в когда в поле не выбраться.
Сейчас хоть вынужденный перерыв но опять же сделаю я этот мотор и что ?
Лучше дранку подниму и в поле.
А летом для меня актуально то чем не могу заняться зимой-летать …
Тада понятно!!
Лучше дранку подниму и в поле.
Ну… от себя хочу пожелать: чтобы количество взлетов ровнялось количеству удачных посадок😆,
а темку не забрасывайте, уж очень она интересна как по содержанию так по по тонкостям в технических вопросов😁
чтобы количество взлетов ровнялось количеству удачных посадок
Вот тут как раз все печально - что то моя аппа на 5 год службы начала дурить ( т.е. 3 года нареканий небыло , но сейчас второй год все чаще и чаще).
Не я , ни моя голова , ни мои руки.
Модели стали чаще падать с потерей управления и все падая выполняют одно и тоже действие.
Поэтому сейчас шок и голова болит совершенно не о колибри…
Евгений, доброго времени суток! С наступающим Вас и всех моделистов Новым Годом. Есть ли надежда на продолжение темы?
Евгений, Константин, присоединяюсь к поздравлениям. Так же надеюсь на продолжение интересной темы.
очень нужный материал - сейчас пацаны начинают осваивать изготовление поршней - считай пособие - СПАСИБО !!
С наступающим НОВЫМ ГОДОМ !
Продолжение конечно будет.
Была задержка - на последних потугах в гонке роста бакса купил новый патрон для станка ( 4-х кулачковый).
А то трех кулачковый постоянно вызывал нарекания на тему что заготовка из-за малых площадей проминалась и начинала бить.
Сейчас даже после резонанса заготовки ( что на маленьких станках нормальное явления из-за малой жесткости ) заготовка не сбивается.
Пока застрял на последних шагах - вопрос встал - сверлить или растачивать отверстие под палец .
Но все ничего для пальца от 4мм диаметром . Но в этом малыше нужно 2мм .
Вот чешу репу в перерывах от основной работы каким способом проточить , какой резец изобрести для столь малого отверстия.
Если не придумаю сверлом пройдусь и все .
найду решение будем расстачивать.
если типа пушечного сверла изобрести - однолезвийный инструмент - я брал перку 2 мм немного ее прошлифовывал в дрели бормашиной получал диаметр 1.7 -
затем зажимал в резце держатель типа оправки с винтом крепления и сверлил патроном станка - получал отверстие точно в ось шпинделя - зажимал винтом перку пришлифованную- и ей как резцом растачивал - единственно контролировать мне было напряжно - но вроде попал - восстанавливал давненько какой то иноземный моторчик - правда станок был ТПК
Поэкспериментирую и потом продолжу .
У меня оправка под твердосплавы (вверху) позволяет поизобретать.
я примерно до 4мм расстачивал ей.
А тут надо просто продумать чтоб не отгибался расточной резец .
Короче надо пробовать а не думать - пришел к такому выводу.
Ок. Спасибо .
Поможет чтоб лишнюю стружку не спускать .
Но в этом малыше нужно 2мм .
Вот чешу репу в перерывах от основной работы каким способом проточить , какой резец изобрести для столь малого отверстия.
Рассверлить, потом разверткой. Не?..