Колибри ОТМ-08 - ремонт.

Ну вот и выбрал чуток времени продолжить.
Все открыл сезон и начал летать , прошлая попытка кончилась печально, Волга провалилась на леднике по самое брюхо, что кое как трактором на полном приводе выволокли.
Поле просохло.
Сейчас будет меньше времени, теперь подготовка моделей к полетушкам будет мало оставлять возможности на все.
Так что буду стараться не забывать об этом долгострое.
И так подрезка шайб выполняется так же как и я подрезал донышко поршня

Напомню что толщина должна быть без учета буртиков - 6,13мм основной шайбы , от которой будет зависеть высота от донышка поршня, до оси пальца.
И 5,33мм вторая шайба которая служит поджимом поршня к основной.
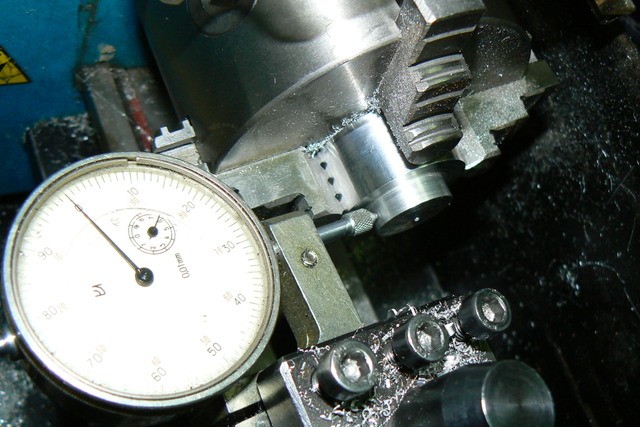
Тут если честно я был в шоке , сам не ожидал чтоб выйти по микронам в нуль. Я могу с точностью до 0,005 , а тут оцениваю шанс как 1 из 20 и я в него попал

Что сказать бывает же такое .
Нижнее уже вышло по нашему с рабочей точностью

И теперь самый волнующий момент, как соберется бутерброд
И он собрался с легким усилием, кромки при этом не подмялись у шайбы, когда он вошел.

Я специально сфотал его перевернув ( к потолку) , что бы видели что бутер держится и невыпадывает.
Замечательно, значит я минимально ошибся.
В таком виде приспособу можно собирать без модифа который я хотел делать - закрывать шайбой и сверлить.
У меня сейчас возникла заморочка.
У меня нет развертки на 2,5мм под палец.
Еще побегаю по магазинам , и если не найду то планирую
- просверлить сверлом 2,4мм
а) сделать расточной резец оочень мелкий из проксоновской твердосплавной фрезы и проточить ( скорее всего откажусь, так как сильно мелко и резец начнет резонировать )
б) просто возьму сверло на 2,5мм и слегка уменьшу его диаметр алмазным брусоком на примерно 0,02мм .
Потом просто если не будет входить палец притру .
--------------------------------------------------------------------
Не стоит пугаться количества чисел после запятой которые я вам демонстрирую.
Я стараюсь делать оочень точно ( что бы не позориться) , но первые поршня которые я сделал , я творил имея в руках простой механический колумбик .
И поршня получались результативные , они работали лучше заводских.
Самое главное выточить верхнюю и нижнюю шайбу с одной заготовки, что бы диаметр шайб был одинаковым .
Сами понимаете что разного диаметра шайбы не выставят поршень точно перпендикулярно и завалят отверстие.
И второй момент о котором я не упомянул - буртик шайб должен быть максимально точным по своему внутреннему диаметру , чтобы поршень входил в шайбу с минимальным зазором.
Это практически единственные требования для успеха ( ну кроме простейших - чистота и чтоб не попала стружка в посадочные и все делать через разжимные оправки с контролем по индикатору).
И даже если вы наврете немного с верхней шайбой , вы потом можете торцануть донышко поршня подогнав под нужную высоту.
И если ваши первые поршня чуток получаться не точные по каким то причинам - зазоры в головках шатуна очень приличные и поршень будет работать.
Он не будет конечно чемпионом , но в целом при таком варианте которому меня научили, он получиться намного точнее чем нам лепят китайцы поршня в своих моторах.
Ладно тема еще продолжиться - сам процесс сверления, потом облегчение и т.д…
Но в целом думаю процесс уже стал понятен и те кто меня спрашивали уже на 90% получили ответ как сделать поршень.
P.S. Чуть не забыл .
Когда будете подгонять размер толщины шайб, у вас в серединке будет оставаться приливчик , как бы идеально бы, у вас не был выставлен резец относительно оси.
Можно шайбу просверлить до сквозняка мелким сверлом, чтобы его небыло.
Я просто шарошкой аккуратно сделал лунки что бы на этом чопике не обмануться

Вариант а) с расточным резцом, самый верный. Сверло, даже если сверлить после предварительного пилотного отверстиия сделанного центровкой, все равно уведет.
Согласен , тут делема .
Диаметр пальца 2,5мм …
И я пока затрудняюсь принять точное решение - поэкспериментирую.
На привычных размерах от 4мм , у меня бы такой проблемы не встало.
Про резец , на фотах его видно ( может кому пригодиться , так как мне он нравиться и я им делаю всю мелко-мудату )
Купив микрофрезер от проксона МФ-70 , обнаружил очень приятную особенность - на его фрезы не налипает даже самый вредный алюминий.
При очень тупых кромках только.
Фрезы на этом гавеном станке такой расходник если работаешь с металлом , что скопилась куча заломышей.
Вот я выточил такую оправку что бы дать заломышам вторую жизнь -
С одного конца такой вариант -

С другого конца такой вариант для больших размеров -

Резец берет и слабо каленную сталь и хорошо живет с алюминиями на различных оборотах.
Практически не тупятся кромки , если устают, просто откалываются.
Вот если что можете попробовать завести для хозяйства.
--------------------------------------
А так да только расточка отверстия даст 100% результат .
Я просто пока пассую перед самим размером .
Ну что, Евгений! Тема похоронена? Двигатель так и не доделали???
Ну что, Евгений! Тема похоронена? Двигатель так и не доделали???
Вы успеваете делать разом все - летать ремонтировать что сломал и еще попутно ремонтить не актуальные железки , для баловства. …
Летом мало что строю при сильной необходимости то что актуально.
А летом для меня актуально то чем не могу заняться зимой-летать …
Продолжится но позже , пока не до него, не до баловства. .
Тема была начата в когда в поле не выбраться.
Сейчас хоть вынужденный перерыв но опять же сделаю я этот мотор и что ?
Лучше дранку подниму и в поле.
А летом для меня актуально то чем не могу заняться зимой-летать …
Тада понятно!!
Лучше дранку подниму и в поле.
Ну… от себя хочу пожелать: чтобы количество взлетов ровнялось количеству удачных посадок😆,
а темку не забрасывайте, уж очень она интересна как по содержанию так по по тонкостям в технических вопросов😁
чтобы количество взлетов ровнялось количеству удачных посадок
Вот тут как раз все печально - что то моя аппа на 5 год службы начала дурить ( т.е. 3 года нареканий небыло , но сейчас второй год все чаще и чаще).
Не я , ни моя голова , ни мои руки.
Модели стали чаще падать с потерей управления и все падая выполняют одно и тоже действие.
Поэтому сейчас шок и голова болит совершенно не о колибри…
Евгений, доброго времени суток! С наступающим Вас и всех моделистов Новым Годом. Есть ли надежда на продолжение темы?
Евгений, Константин, присоединяюсь к поздравлениям. Так же надеюсь на продолжение интересной темы.
очень нужный материал - сейчас пацаны начинают осваивать изготовление поршней - считай пособие - СПАСИБО !!
С наступающим НОВЫМ ГОДОМ !
Продолжение конечно будет.
Была задержка - на последних потугах в гонке роста бакса купил новый патрон для станка ( 4-х кулачковый).
А то трех кулачковый постоянно вызывал нарекания на тему что заготовка из-за малых площадей проминалась и начинала бить.
Сейчас даже после резонанса заготовки ( что на маленьких станках нормальное явления из-за малой жесткости ) заготовка не сбивается.
Пока застрял на последних шагах - вопрос встал - сверлить или растачивать отверстие под палец .
Но все ничего для пальца от 4мм диаметром . Но в этом малыше нужно 2мм .
Вот чешу репу в перерывах от основной работы каким способом проточить , какой резец изобрести для столь малого отверстия.
Если не придумаю сверлом пройдусь и все .
найду решение будем расстачивать.
если типа пушечного сверла изобрести - однолезвийный инструмент - я брал перку 2 мм немного ее прошлифовывал в дрели бормашиной получал диаметр 1.7 -
затем зажимал в резце держатель типа оправки с винтом крепления и сверлил патроном станка - получал отверстие точно в ось шпинделя - зажимал винтом перку пришлифованную- и ей как резцом растачивал - единственно контролировать мне было напряжно - но вроде попал - восстанавливал давненько какой то иноземный моторчик - правда станок был ТПК
Поэкспериментирую и потом продолжу .
У меня оправка под твердосплавы (вверху) позволяет поизобретать.
я примерно до 4мм расстачивал ей.
А тут надо просто продумать чтоб не отгибался расточной резец .
Короче надо пробовать а не думать - пришел к такому выводу.
Ок. Спасибо .
Поможет чтоб лишнюю стружку не спускать .
Но в этом малыше нужно 2мм .
Вот чешу репу в перерывах от основной работы каким способом проточить , какой резец изобрести для столь малого отверстия.
Рассверлить, потом разверткой. Не?..
Рассверлить, потом разверткой. Не?..
Все же тут в теме и не далеко ->
Вариант а) с расточным резцом, самый верный. Сверло, даже если сверлить после предварительного пилотного отверстиия сделанного центровкой, все равно уведет.
Да это наипростейший вариант .
Но давай постараемся сделать чуть сложнее и главное правильно.
Да я раньше так и поступал - при правильно заточенном сверле , при точной центровке сверло должно просверлить весьма точно.
Но возникают исключения - на кромке сверла вдруг какой то наклеп произошел или крупинка более жесткого материала попалась ( материалы не всегда однородны) а сверло то тонкое и сместилось всего то не заметно ну так в 0,08мм в сторону .
Визуально и не заметим . Разверткой геометрию получим вполне удовлетворительную.
Но по идее наш поршень будет иметь выкос и куда одному богу известно.
-----------
Можно конечно сказать , да ну нафиг , там такие зазоры в шатуне, в гильзе, на мотыле , выровняется и не будет даже чувствоваться а когда шатун нагреется и подавно.
Согласен мотор работать будет даже после сверловки ( больше чем уверен на ранишних марзах и пр. ширпотребовских моторах на тех заводах поршня может вообще сверлили в призмах на сверлильном станке).
Но именно здесь лежит ответ на многие возникающие в темах вопросы - чем отличается таже фора от цсткама .
Все лежит в мелочах.
Я до последнего момента мог что то сделать упрощенно , но старался идти как надо чтоб кто понимает ( ососбено моторостроители с опытом) меня сильно не пинали . А кто будет пытатся повторить, уже сам учтет свои возможности и сам решит где ему и что упростить.
Главное показать как раньше делали правильно.
И почему правильно сделанный ( переделанный) бойцовый цсткам мог крутить больше, чем тот который из коробки.
---------------------
Так что будем расстачивать.
Инфа которую нашел Александ мне чуток поможет чтоб учесть жесткость резца.
Да я сначала засверлю отверстие , а потом расточю резцом пару десяток мм.
Пока застрял на последних шагах - вопрос встал - сверлить или растачивать отверстие под палец .
Евгений, самый простой вариант - купить твёрдосплавное сверло диаметром 1,9 мм. Отверстие делаем так - зацентровываемся, сверлим, разворачиваем или растачиваем резечиком изготовленным из двухпёрой фрезы диаметром 2мм. Но для этого мотора будет достаточно и развёртки…
Весь фокус в том что сверло из твёрдосплава не гнётся и его не уведёт…
У резца, который предложил Александр державка 3мм, а длина заходной части всего 6 мм, а так как надо за один проход пройти поршень насквозь, то будет маловато,а перетачивать такой резечек опасно - чуть перегрел и он лопнет при работе…
Напомню - я микро резцы делаю из обломков твердосплавных проксоновских концевых фрез диаметром 3мм.
Мне расточить надо 2,5мм на глубину при диаметре поршня в моем случае 10,7 примерно на 9мм.
Противоположная сторона должна быть глухая так как палец плавающего типа и не должен уйти в перепускной канал -
продувка фонтанная .
Так что примерно 10мм сделать резчик можно .
Да резец не обращал внимания отогнется или сделает “цок” и обломится при таких размерах.
Но это и к лучшему - если я смог проточить , то есть надежда что это будет проточено с минимальной конусностью, в отличии от HSS материалов.
-------------------------
Я немного с прошлого раза не доделал оправку - не сделал поджим бутерброда и не выточил шайбы .
Сегодня как раз вечером займусь.
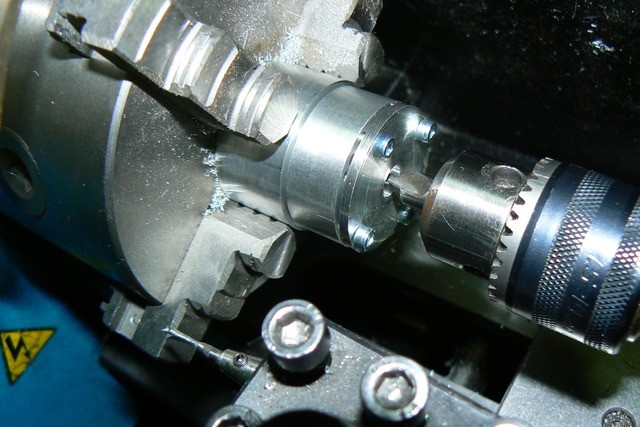
Доделал оправку -

Что именно было доделано -

Выточена шайба с 4-я отверстиями .
Просверлена оправка под винт и нарезал резьбу м4 (тут каюсь сколхозил, поясню почему).
Зачем нам винт -

Черная шайба у нас несет основную нагрузку точности .
От неё зависит какое расстояние будет от среза поршня до оси отверстия под палец .
И конечно от этого будут зависеть в первую очередь фазы выпуска и перепуска.
А так как мы изготавливаем поршень на доступном станке без СНС примочек , то при отрезании нескольких заготовок будет в любом варианте ошибка по длине юбки поршня, хоть на несколько соток но будет ошибочка.
Это даст такой момент что наш бутерброд может собраться с каким то зазором.
Вот чтоб не зависеть полностью от такого момента мы желтенькой шайбой при помощи винтика прижмем к той проставке которая для нас очень важна и которая отвечает за то где будет отверстие.
В чем сколхозил - хотел чтоб винтик был м6х0,75 из латунки или бронзы с шлицом под отвертку .
Но куда то запихал коробочку с редкими метчиками и не найдя решил что пока сделаю так .
Если в процессе найду то переделаю.
Для этого поршня это не критично.
Затягивать болтик сильно не надо , слегка руками , чтоб не деформировать кромки и плоскость внутри оправки.
А потом мы 4-я болтиками прижмем наш бутербродик к стенке оправки и зафиксируем заготовку так что она за время выполнения никуда не сдвинется и обеспечит нам нужную точность процесса.
Так что теперь можно устанавливать разжимную стальную оправку в патрон слегка зажав .
Протачиваем под диаметр хвостовика приспособы и не снимая вставляем в разжимную оправку приспособу и затягиваем .
И процесс готов к сверлению и расточке .
---------------------
Так что на днях мы все таки просверлим это хитрое отверстие.
Продолжим.
Теперь нужно было проточить разжимную оправку , чтобы выставить резец для расточки ( потом будет неудобно делать замеры) выточить чопик в котором расточить до требуемого диаметра отверстие.
И вот тут первые сбои , старая стальная оправка в новом патроне имела бой и когда я её проточил , выточенный чопик дал бой 0,15мм - это категорически никак.

Что виной?
Возможно резец на стыках резонировал , я не понял причины , но к завершению когда я проточил разрез оправки сомкнулся и увы не зажимали приблуду для рассверливания.
Пришлось выточить новую разжимную оправку из Д16 -

Теперь при проверке чопика биение было нулевым -
Диаметр чопика был выточен с точностью до 0,005мм как и у оправки .
Чопик был просверлен и расточен для пробы резцом -
Когда диаметр отверстия стал таким что бы обеспечить тугую посадку будущего пальца -
Я обнулил свой электронный нониус -

Это мне позволяло растачивать отверстие в поршне не заботясь что я просажу отверстие .
Главное не смещать резец и резцедержатель что бы выставленные размер не ушел связи с тем что изменится положение резца.
Дальше уже никаких проблем.
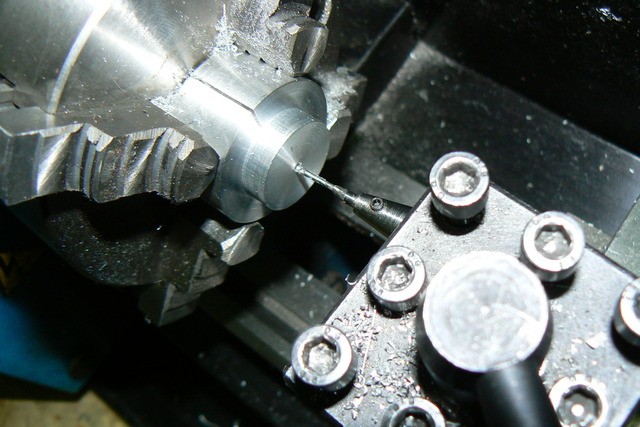
Центровкой центруемся -
Дальше сверлю сверлом диаметром 2мм , чтоб поймать длину отверстия ( у меня одна сторона глухая) я одел термоусадку точно выгнав длинну свеления 9,9мм ( шкала на задней бабке не дает точности и это дополнительная мера ) -

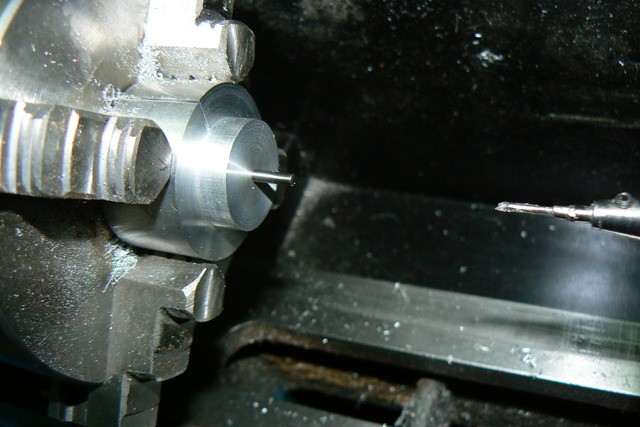
Дальше на резец тоже натянул кембрик с термоусадки для контроля ( у станка нет возможности контролировать поперечный ход резца ).

Сам процесс усложнялся только тем что требовался контроль глубины сверления, чтобы не пропороть поршень насквозь , т.к. палец фиксируется от того чтоб не вышел в канал перепуска.
Времени на один поршень уходило примерно по 20 минут( без спешки и с очень малыми подачами) .

Вот такое не сложное приспособление позволяет провести на наиболее доступном станке очень точно самую интимную операцию по изготовлению\ремонту мотора - расточить под поршневой палец.
И я получил три поршня изготовленные с высокой точностью , без брака -

-------------------------------------
Теперь остался процесс которые больше можно назвать творческим , чем каким то особенным в плане рекомендаций - облегчение поршня.
Раньше у меня в отрочестве не было возможности работы на фрезерном станке.
Школьный фрезерный станок был только на КСЮТ , а у нас только токарные и сверлильный станок.
Я выходил из ситуации таким образом - вытачивал разжимную оправку под диаметр поршня , зажимал все в снятый токарный патрон .
Зажимал в сверлильный станок фрезу или шарошку , обломанный надфиль или круглый напильник.
И руками водя патрон облегчал поршень.
Можно бормашинкой или дремелем - у кого что есть под рукой .
Я собираюсь использовать свой маленький фрезер Прокосн MF-70 сейчас.
Но я не смог так купить патрон на делилку и поэтому мне придется изготовить цангу под делилку .
Она возможно пригодится когда буду притерать поршень если буду вытирать бочку в геометрии поршня.