Колибри ОТМ-08 - ремонт.

Поэкспериментирую и потом продолжу .
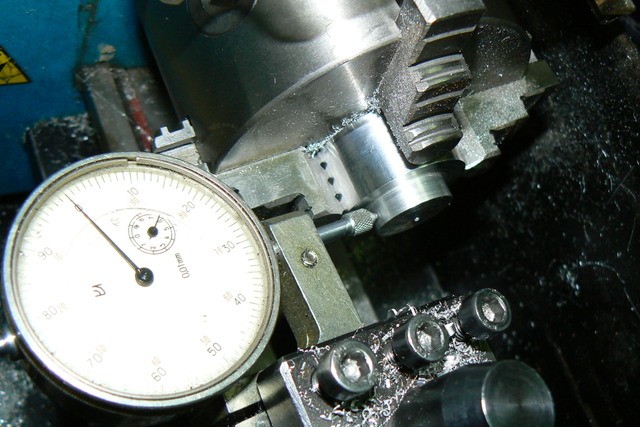
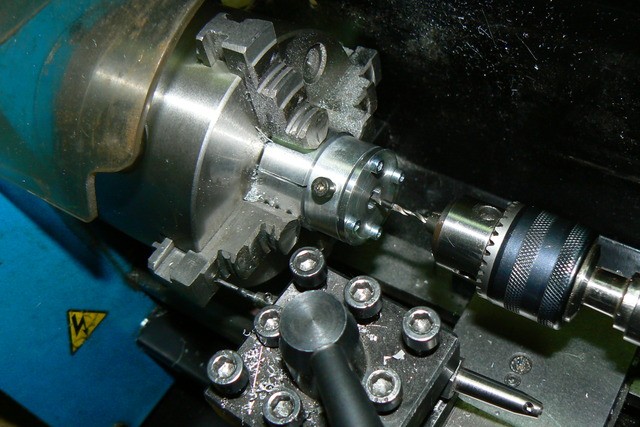
У меня оправка под твердосплавы (вверху) позволяет поизобретать.
я примерно до 4мм расстачивал ей.
А тут надо просто продумать чтоб не отгибался расточной резец .
Короче надо пробовать а не думать - пришел к такому выводу.
Ок. Спасибо .
Поможет чтоб лишнюю стружку не спускать .
Но в этом малыше нужно 2мм .
Вот чешу репу в перерывах от основной работы каким способом проточить , какой резец изобрести для столь малого отверстия.
Рассверлить, потом разверткой. Не?..
Рассверлить, потом разверткой. Не?..
Все же тут в теме и не далеко ->
Вариант а) с расточным резцом, самый верный. Сверло, даже если сверлить после предварительного пилотного отверстиия сделанного центровкой, все равно уведет.
Да это наипростейший вариант .
Но давай постараемся сделать чуть сложнее и главное правильно.
Да я раньше так и поступал - при правильно заточенном сверле , при точной центровке сверло должно просверлить весьма точно.
Но возникают исключения - на кромке сверла вдруг какой то наклеп произошел или крупинка более жесткого материала попалась ( материалы не всегда однородны) а сверло то тонкое и сместилось всего то не заметно ну так в 0,08мм в сторону .
Визуально и не заметим . Разверткой геометрию получим вполне удовлетворительную.
Но по идее наш поршень будет иметь выкос и куда одному богу известно.
-----------
Можно конечно сказать , да ну нафиг , там такие зазоры в шатуне, в гильзе, на мотыле , выровняется и не будет даже чувствоваться а когда шатун нагреется и подавно.
Согласен мотор работать будет даже после сверловки ( больше чем уверен на ранишних марзах и пр. ширпотребовских моторах на тех заводах поршня может вообще сверлили в призмах на сверлильном станке).
Но именно здесь лежит ответ на многие возникающие в темах вопросы - чем отличается таже фора от цсткама .
Все лежит в мелочах.
Я до последнего момента мог что то сделать упрощенно , но старался идти как надо чтоб кто понимает ( ососбено моторостроители с опытом) меня сильно не пинали . А кто будет пытатся повторить, уже сам учтет свои возможности и сам решит где ему и что упростить.
Главное показать как раньше делали правильно.
И почему правильно сделанный ( переделанный) бойцовый цсткам мог крутить больше, чем тот который из коробки.
---------------------
Так что будем расстачивать.
Инфа которую нашел Александ мне чуток поможет чтоб учесть жесткость резца.
Да я сначала засверлю отверстие , а потом расточю резцом пару десяток мм.
Пока застрял на последних шагах - вопрос встал - сверлить или растачивать отверстие под палец .
Евгений, самый простой вариант - купить твёрдосплавное сверло диаметром 1,9 мм. Отверстие делаем так - зацентровываемся, сверлим, разворачиваем или растачиваем резечиком изготовленным из двухпёрой фрезы диаметром 2мм. Но для этого мотора будет достаточно и развёртки…
Весь фокус в том что сверло из твёрдосплава не гнётся и его не уведёт…
У резца, который предложил Александр державка 3мм, а длина заходной части всего 6 мм, а так как надо за один проход пройти поршень насквозь, то будет маловато,а перетачивать такой резечек опасно - чуть перегрел и он лопнет при работе…
Напомню - я микро резцы делаю из обломков твердосплавных проксоновских концевых фрез диаметром 3мм.
Мне расточить надо 2,5мм на глубину при диаметре поршня в моем случае 10,7 примерно на 9мм.
Противоположная сторона должна быть глухая так как палец плавающего типа и не должен уйти в перепускной канал -
продувка фонтанная .
Так что примерно 10мм сделать резчик можно .
Да резец не обращал внимания отогнется или сделает “цок” и обломится при таких размерах.
Но это и к лучшему - если я смог проточить , то есть надежда что это будет проточено с минимальной конусностью, в отличии от HSS материалов.
-------------------------
Я немного с прошлого раза не доделал оправку - не сделал поджим бутерброда и не выточил шайбы .
Сегодня как раз вечером займусь.
Доделал оправку -

Что именно было доделано -

Выточена шайба с 4-я отверстиями .
Просверлена оправка под винт и нарезал резьбу м4 (тут каюсь сколхозил, поясню почему).
Зачем нам винт -

Черная шайба у нас несет основную нагрузку точности .
От неё зависит какое расстояние будет от среза поршня до оси отверстия под палец .
И конечно от этого будут зависеть в первую очередь фазы выпуска и перепуска.
А так как мы изготавливаем поршень на доступном станке без СНС примочек , то при отрезании нескольких заготовок будет в любом варианте ошибка по длине юбки поршня, хоть на несколько соток но будет ошибочка.
Это даст такой момент что наш бутерброд может собраться с каким то зазором.
Вот чтоб не зависеть полностью от такого момента мы желтенькой шайбой при помощи винтика прижмем к той проставке которая для нас очень важна и которая отвечает за то где будет отверстие.
В чем сколхозил - хотел чтоб винтик был м6х0,75 из латунки или бронзы с шлицом под отвертку .
Но куда то запихал коробочку с редкими метчиками и не найдя решил что пока сделаю так .
Если в процессе найду то переделаю.
Для этого поршня это не критично.
Затягивать болтик сильно не надо , слегка руками , чтоб не деформировать кромки и плоскость внутри оправки.
А потом мы 4-я болтиками прижмем наш бутербродик к стенке оправки и зафиксируем заготовку так что она за время выполнения никуда не сдвинется и обеспечит нам нужную точность процесса.
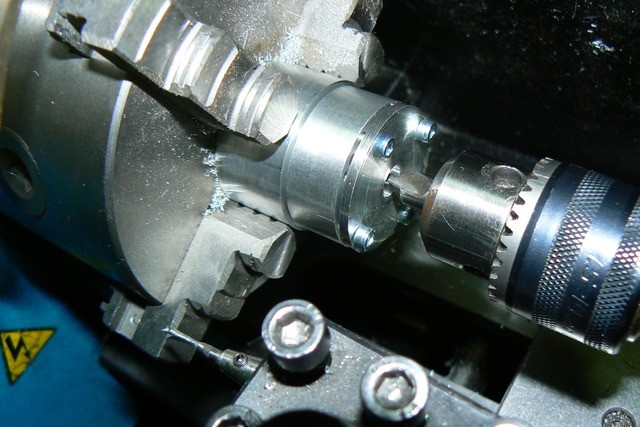
Так что теперь можно устанавливать разжимную стальную оправку в патрон слегка зажав .
Протачиваем под диаметр хвостовика приспособы и не снимая вставляем в разжимную оправку приспособу и затягиваем .
И процесс готов к сверлению и расточке .
---------------------
Так что на днях мы все таки просверлим это хитрое отверстие.
Продолжим.
Теперь нужно было проточить разжимную оправку , чтобы выставить резец для расточки ( потом будет неудобно делать замеры) выточить чопик в котором расточить до требуемого диаметра отверстие.
И вот тут первые сбои , старая стальная оправка в новом патроне имела бой и когда я её проточил , выточенный чопик дал бой 0,15мм - это категорически никак.

Что виной?
Возможно резец на стыках резонировал , я не понял причины , но к завершению когда я проточил разрез оправки сомкнулся и увы не зажимали приблуду для рассверливания.
Пришлось выточить новую разжимную оправку из Д16 -

Теперь при проверке чопика биение было нулевым -
Диаметр чопика был выточен с точностью до 0,005мм как и у оправки .
Чопик был просверлен и расточен для пробы резцом -
Когда диаметр отверстия стал таким что бы обеспечить тугую посадку будущего пальца -
Я обнулил свой электронный нониус -

Это мне позволяло растачивать отверстие в поршне не заботясь что я просажу отверстие .
Главное не смещать резец и резцедержатель что бы выставленные размер не ушел связи с тем что изменится положение резца.
Дальше уже никаких проблем.
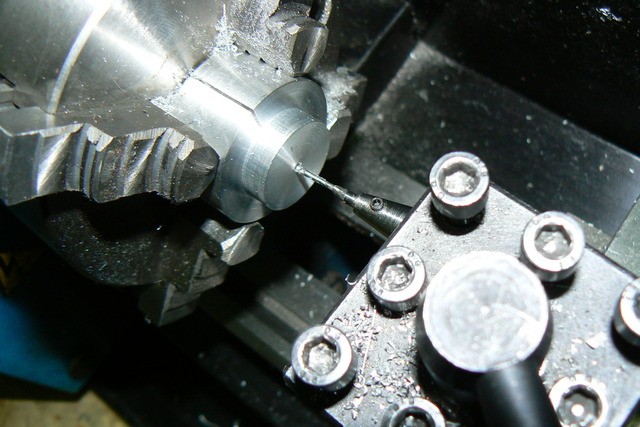
Центровкой центруемся -
Дальше сверлю сверлом диаметром 2мм , чтоб поймать длину отверстия ( у меня одна сторона глухая) я одел термоусадку точно выгнав длинну свеления 9,9мм ( шкала на задней бабке не дает точности и это дополнительная мера ) -

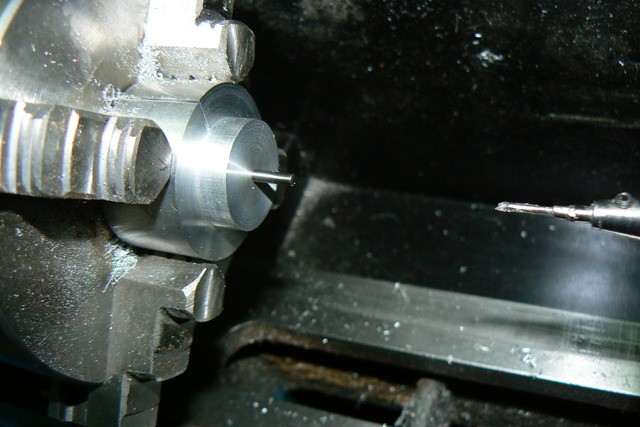
Дальше на резец тоже натянул кембрик с термоусадки для контроля ( у станка нет возможности контролировать поперечный ход резца ).

Сам процесс усложнялся только тем что требовался контроль глубины сверления, чтобы не пропороть поршень насквозь , т.к. палец фиксируется от того чтоб не вышел в канал перепуска.
Времени на один поршень уходило примерно по 20 минут( без спешки и с очень малыми подачами) .

Вот такое не сложное приспособление позволяет провести на наиболее доступном станке очень точно самую интимную операцию по изготовлению\ремонту мотора - расточить под поршневой палец.
И я получил три поршня изготовленные с высокой точностью , без брака -

-------------------------------------
Теперь остался процесс которые больше можно назвать творческим , чем каким то особенным в плане рекомендаций - облегчение поршня.
Раньше у меня в отрочестве не было возможности работы на фрезерном станке.
Школьный фрезерный станок был только на КСЮТ , а у нас только токарные и сверлильный станок.
Я выходил из ситуации таким образом - вытачивал разжимную оправку под диаметр поршня , зажимал все в снятый токарный патрон .
Зажимал в сверлильный станок фрезу или шарошку , обломанный надфиль или круглый напильник.
И руками водя патрон облегчал поршень.
Можно бормашинкой или дремелем - у кого что есть под рукой .
Я собираюсь использовать свой маленький фрезер Прокосн MF-70 сейчас.
Но я не смог так купить патрон на делилку и поэтому мне придется изготовить цангу под делилку .
Она возможно пригодится когда буду притерать поршень если буду вытирать бочку в геометрии поршня.
Спасибо ! Мои пацаны смотрят всю тему - вопросы задают каверзные - очень актуально.
ПС .Евгений, понимаю что знаешь - а чего на продольную подачу в упор индикатор не поставишь ,глядишь и термоусадку не надо
Александр я хотел поставить DRO линейку -

Но на все хочу ноги едут и тугриков не всегда хватает.
В станке не хватает сейчас трех вещей -
- вот этой линейки с выносным индикатором ( и на бабку еще не помешало бы)
- зажима правильного задней бабки ( это могу сам сделать в виду возрошшего бакса ) -

3)Шлиф головку так все не доделаю.
Поэтому индикатор - думал про это, да все откладывал, как и покупку линейки - типа, а зачем куплю, поставлю и все и так будет точно.
Пацаны если есть вопросы на которые вы в затруднении ответить ( за мой ход мыслей)- почему так а не по другому пусть спрашивают я отвечу тут .
Меня бесят пацаны в 35 лет которые задают глупости, а молодым то простительно, их вопросы именно и должны звучать чтоб к 25-35 не выглядеть как девочки на выданье.
Тема конечно подзатянута по времени - просто на все нет времени ( я обещал рассказать еще больше по времени ).
Но такую детальку конечно можно сделать по времени быстрее ( я за три дня укладывался от начала изготовления оправки до просверленного поршня в клубе) , зато потом эта оправка прослужила на большую пачку поршней , так как она универсальна.и не требуется на каждый новый размер точить её с нуля.
Шайбу с 4-я отверстиями можно сделать и из стеклотекстолита к примеру 2мм - её суть только поджать наши центрующие проставки ( на фото вверху помеченные маркерами как черную и рыжую) .
*********************************************
Так как в этом поршне нет стопорных колец пальца , то я опустил этот момент .
Но обычно поршня имеют канавку под стопорное кольцо и естественно возникает вопрос как его сделать.
Варианта два , но все таки один если вникнуть в суть.
Первый это сделать канавочный резец в виде буквы “Г” с клювом под диаметр проволоки стопорного кольца ( мелко и нудно ) .
Я же поступал проще - затачивал надфиль , в резце держатель зажимал какой нибудь длинный резец , чтоб но был упором.
Подводил к поршню и опирая надфиль об резец просто заточенной ковырялкой прокорябывал канавку .
Это не требует каких то усилий и вполне безопасно если сделать как я описал.
Легкое касание и канавка протачивается .
Так как у нас обычно поршня имеют диаметр пальца 4мм то поршень зажимал на оправке выточенной с текстолита конец которой имеет диаметр 4мм.
Так как нагрузка не большая и текстолит ( желательно мелкопористый правда) вполне справляется.
А так как он имеет приличное трение заготовка поршня на нем сидит очень хорошо для нашего процесса.
------
Можно конечно и прорезать канавку и в приблуде для сверления и расточки - но это дольше ( разбирать, собирать и внутрь еще чопик точить для центровки - это более актуально когда изготавливается большой поршень , под мотор от 10см3 ) .
А на моторчики объемом 2,5 - 5см3 быстрее корябалкой - “продрал” канавку , поршень перевернул и на эту же текстолитовую оправку одел и вторую сторону “продрал”. Канавку лучше не жалеть и делать чуть глубже , пусть даже проволочный стопор у нас потом полностью утонет в канавке .
Главное чтоб стопор имел усики , с помошью которых он будет сниматься\ставиться и ими же удержит палец от перемещения.
Это не сложно и на первом же поршне легко осваивается без порчи его .
Такой вариант выгоднее , я бы сказал правильнее чем когда от больших оборотов кольцо в канавке с резонирует и выскочит - задрав нам и гильзу и поршень.
Эта беда раньше была у цсткамов бойцовых - канавки были мелкие и как только мотор раскручивали до хороших оборотов , стопора выскакивали через один и портили пару.
Стопора крутил сам на стальном штыре из корда 0,4мм - его делать не более минуты , а часто вылетевший стопор дольше искать .
Думаю процесс понятен про стопора.
Если нет то позже продемонстрирую на чем либо попавшем под руки.
Я потом так дорезал канавки сам , если смущала посадка стопора на каком то готовом поршне.
И еще один момент .
Я ранее упоминал что в процессе может навредить маленький нюанс - попавшая струшка , короче любая грязь при сборке или установке.
Раньше мы все мыли в керосине, вытирали ветошью и пр.
Сейчас химия упрощает нам процесс и я держу рядом баллон с очистителем для тормозов .
Их на рынке очень много -




Короче рынок предоставляет нам огромное количество в примерно одной ценовой категории .
Рекомендую использовать подобную жидкость при выполнении работ.
Хорошо смывает стружку и грязь , а так как струя под давлением она вымывает все из различных полостей.
Очиститель быстро испаряется и буквально через 20-30 секунд деталь высыхает и становиться идеально чистая.
Вам лишь нужно подобрать чтоб не имела резких запахов и не вызывала отравление и головных болей если вдруг (не преднамеренно) вдохнули пары.
Нужно только дать чуть времени на испарение и не распылять на лампы накаливания . А так очень удобно и практично .
Но не стоит путать с очистителем карбюратора - жидкость противоположная по своим свойствам - имеет очень агрессивные сольвенты, очень тяжелый запах для здоровья . плохо как правило обезжиривает от некоторых масел и очень долго сохнет.
Карбюраторные очистители в закрытом помещении использовать категорично не стоит .
Есть еще одна прикольная вещь , но чуть дороже и выполняет функцию как и очиститель тормозов в нашем случае -

По свойствам близок к очистителю тормозов , но имеет запах апельсина ( апельсинка) .
Я часто использую для очистки модели перед тем как тащить домой .
В поле обрызгал модель , протер тряпочкой сняв масло с поверхности и дома убивает запах бензина и другой гари .
У меня не вызывает аллергию или головную боль .
Вот такой маленький экскурс по химии , который пригодится.
Есть еще одна прикольная вещь
Не стоит его применять для “чистки” и тем более для “обезжиривания”.
Сильнейший “смачиватель”!
А запах, да, приятный.
Вы переживаете за то что отслоится пленка ?
Прецедента не было если не ставится задача снять пленку .
Легкое смачивание поверхности с последующей протиркой и мгновенное высыхание не приносят никаких последствий.
Чистый бензин или калильное топливо тоже провоцирует как и апельсинка размачивание клейкого слоя.
Но многие протирают и без последствий.
Сильно грязную модель протираю вообще 3М полиролью для красок 73 или 75 .
И грязь стираю и пленка потом блестит как тот рубль.
Да,очиститель тормозов классная вещь. Пользую ЛиквиМолли.
Евгений спасибо ! Мы все двигаемся в одном направлении - видимо вектор задан в свое время один !
Про очиститель - мои рассуждения - моторчик лучше - да и модель - от ВЮРТ - там спиртобензосмесь - касторку лучше смывает , а вот про все остальные почти все одинаковы выбираю что меньше воняет - использую универсальную от Локви Моли - подшипники ими мыть одно удовольствие и быстро и эффективно - после нее правда мажу АТФ обязательно , и ВД-40 при обработке хреновых аллюминиевых сплавов - вони меньше чем от керосина .
Про стопорные кольца - сейчас такие поршневые сплавы - только твердый сплав и берет - быстрорез ,даже брендовый от капиталистов сразу садится - тема раньше была для меня больная - моторчиков загубил кольцами - массу .
теперь только 0.4 - ( заказал два вида по метру в пружинном цехе на палец 4и 4.5 ) и глубина канавки 0.35 - контроль глубины и посадки по калибру - с меня хватит глупых потерь .
еще раз спасибо
Современные материалы мне не попадались и поэтому не в теме их свойств…
А чугун ,СаС ,АК царапкой брались легко для нарезки канавок .
Химию вспомнил потому что при расточке мелкая стружка мешала собрать при сверлении\расточке второго и третьего поршня в оправке.
Поэтому и упомянул, что легкий пшык и все идеально чисто для последующей сборки.
Сейчас чуть отступлю от темы этого мотора.
Стоит задача расточить картер мотора 3,5см3 под гильзу другого диаметра.
Вот в процессе немного пофотаю и выложу.
Процесс не сложный и тоже все на токарном станке , может кому и пригодится такой вариант ремонта.
--------------------------
Маленькое отступление , но не хочу создавать новую тему , так как работа пустяшная.
Да и как в рекламе с телкой грызущей семечки - моё кино, что хочу , то и делаю.
Пока станок освободился.
Маленькая предистория отступления от темы.
Лет так 10 у меня валяется багга 8-ка от ранее агрессивно захватывающей рынок фирмы Протечь (чем то конторка напоминает пилотаж - “КООП” рога и копыта руками китайцев).
Они лезли во все модельные направления и везде их творения были мягко скажем так убогие.
Может быть они и добились бы чего то - но случилась бяда и они сгорели – случился пожар после которого конторка полностью не смогла восстановиться.
Это и к лучшему , так как их дрова были и дорогие и кривые в прямом смысле этого слова …
Вот моя багга не исключение, в целом железо было сделано на троечку с плюсом , но мне не повезло с мотором -

Вот такой косяк вложили в мотор криволапые китайцы -

Тут видно если обратить внимание на перемычки между выхлопным и перепускным каналом .
Результат этого косяка проявлялся так - мотор заводился пока был холодный или недогретый, легко .
Но стоило хорошенько прогнать машинку и мотор набирал температуру , картер разогревался и получался сквозняк и разгерметизация картера в выхлоп.
Поэтому постоянно сваливались режимы , проблема была в оптимальных настройках х.хода.
Как выкручивался нет смысла рассказывать.
Сначало грешил на карб. Пробывал менять и пр. Но потом прогар на гильзе мне явно показал где моя проблема.
Покупать новый мотор - у меня и так есть куда деньги вложить и потом потерял интерес и багга уже так лет 7 валяется на балконе.
Решение было более чем даже простым - поставить гильзу от МДС-а 3,5см3.
По всем параметрам гильза подходит , за маленьким исключением - наружный диаметр гильзы на 0,5мм больше чем протексовская.
Тем более что пара подсела и уже можно было без сожаления её менять.
Вот расточив картер появлялся не большой шанс увеличить перемычку .
Чем я и решил заняться так как летом приобрел под подобные цели наконец уголок-

Который устанавливается на планшайбу станка -

Сегодня съездил на работу чтоб отрезать кусок шпильки м8 и картер расточил ( на праздниках магазы не работают , а спускать металл в стружку жалко если есть готовое в виде длинных заготовок на шпильки).
Здесь более понятно смысловая нагрузка операции ( шанс хоть не большой, но есть реабилитировать мотор)

Для этого вытачивается такая оправка с плотной посадкой под место установки старой гильзы -

Её по правильному надо было точить из стали с посадкой 0,01мм - 0,005мм .
Смысл в том чтоб с легким нагревом картера её посадить для точности в картер .
Но у меня под рукой сталюшки не было и выточил из какой то люмишки с обеспечением точной и очень плотной посадки от руки -
Смысловая нагрузка индикатора в данном случае - проверить болтается ли моя оправка в картере и есть ли люфт.
У меня каким то чудом удалось попасть очень точно в размер с первого раза и индикатор не уловил люфта так как посадка была очень плотной .
Тут греть нет смысла, так как посадив разогретый картер на алюминиевую оправку я её потом никогда бы не снял , так как потом обе алюминиевые детали начали бы одинаково при нагреве расширяться.
Потом все устанавливалось на станок и начинался очень нудный процесс отлавливания и устранения боя -

Примерно три -четыре часа у меня ушло на установку нулевого биения -
Но полностью мне так и не удалось выставить в нули -

Я не смог выставить в осевом биении 0,01мм , так как приходится выставлть в 3-5 осях .
Сместив одно уходит другое .
При этом нужно контролировать параллельности.
Но самое главное я обеспечил перпендикулярность относительно к.вала с нулевой точностью.
АА получившейся бой чуть влево никак не скажется на работе мотора, так как я проверил чтоб не было изменяющегося боя по длине оправки .
Надо было сфотать для понятности о чем я , но упустил этот момент.
Т.е. если проверять бой относительно длинны оправки в картере - величина боя не меняется если мерить на конце или ближе к картеру.
В итоге я получил такой результат -

Конечно это не бог весть что , но лучше чем было .
Если посажу гильзу на каком нибудь специализированном герметике от фирмы Локтайк в районе противного перепускного канала , то надеюсь это сейчас исправит работу мотора. Раньше это не удавалось - все герметики прогарали и получалась при нагреве мотора дыра практически в атмосферу , чего не любят все 2Т моторы ( разгерметизации картера) .
Вот такое отступление от темы ремонта малыша Колибри.
******************************************************************
P.S. Мотор был как производителем так и мной расточен ровно под 90 градусов .
Хотя можно было и сделать выкос гильзы, подложив пищевую фольгу толщиной 0,005мм , под край фланца картера.
Я не стал убиваться по многим причинам - основная, мотор уже не новый и не тянет на какие то чемпионства.
А выкос уже расточенного ранее картера мне сильно усложнил бы задачу устранения боя.
Смысл выкоса у моторов с выхлопом назад всегда горячее.
Это всегда приводит к тому после нагрева гильзу заваливает вперед и происходит перекос в не очень приятных осях - увеличивается трение поршня в гильзе и разбивает сильнее шатун и векторы приложенных сил работы газов смещаются не оптимально.
Короче куча минусов.
Поэтому часто делают термокомпенсационный выкос гильзы с учетом этого момента назад .
Чтоб после нагрева гильза встала в нули .
Увы я не стал этим маяться - практически все серийные моторы расточены в нулях и работают .
Могли бы дать больше если бы производители учитывали это , но даже и без этого работают.
****************************
И еще один момент который я тоже опустил, но его нужно учитывать - вся конструкция имеет приличный дисбаланс при расточке.
Поэтому нужно максимально точно уравновесить все противовесом на планшайбе .
Я не смог найти с ходу подходящую железяку и поэтому растачивал на очень маленьких оборотах 50-80 об\мин.
Но вообще это нужно учитывать , так как станки имеют люфты в подшах и такой момент не желателен .
Вот и я опустил это.
С Рождеством ! Грешники !
Я в свое время - при наличии хорошего оборудования и кучи времени проверял моторчики и хорошие и плохие на этот выкос - но плясал от оси вала - и не всегда получались эти величины ,а один моторчик гончий от братьев Иванько -вообще был расточен неправильно - выкос вперед ,правда там выхлоп боковой , но работал - ПЕСНЯ ! и поршень терся прилично и шатун на стенку не лез - хрен поймешь эти моторчики - один прет - другой не прет - а уж если кривое изначально творение - поправить его сложно и мало что изменит
Александр тут токая коза - мы если можно так сказать любители.
Единичные работы не дают практической основы , чтоб как то это можно было теоретически обосновать какие то решения.
А вот люди которые изготавливают моторы пусть и мелкой партией , уже знают как правильно сделанный мотор работает.
Я к тому примеру про моторчик братьев Иванько.
Еще не известно как работал бы правильно сделанный моторчик.
---------------------------------
К примеру вот в этой теме вроде бы косяк мотора - rcopen.com/forum/f95/topic375433
А косяк ли это ?
А может производитель преднамеренно шел на это во благо удешевления мотора .
У кого есть руки, тот найдет и доведет.
К чему я это .
Нашел я у себя такую пару -

Это моноблок Новосибирского гоночного моторчика конца 80-х , начало 90-х .
Мне его подарили однаклубники а им подарили Новосибирцы когда они были у них в гостях.
Я в те времена активно пытался начать строить пусть не полностью, но хотя бы частично свои моторы ( проблема станков была очень острой , что и сдерживало).
Так вот моноблок то сверху выглядит так -

Как крепилась камера в этом моторе ?
Я не думаю что тоже болтами стягивался весь бутерброд.
Лично я мыслил собирать если бы дошло до этой гильзы так -
В картер вкручивать шпильки . Гильза притягивается алюминиевыми ( латунными) грибками со сквозной резьбой М3.
А вот камера притягивалась бы болтами вкручивающиеся в эти грибки .
По другому фантазии не хватало.
Короче как был задуман моторчик я не знаю, так как гильза не работала и абсолютно новая.
К примеру моторчик Лернера полностью моноблочный -

А вот если посмотреть на мотор экипажа Харьковчан - В. Барков — В. Сураев

То складывается что гильза еще не была доделана и маленькие дырдочки , не что иное как центровочные отверстия под будущую резьбу 8-ми болтов крепления камеры.
Но это сейчас можно посмотреть на фоты , а мне тогда где это увидеть было.
Но вот вернемся к Форе - сколько бы она стоила если бы сделали крепление головки сложнее ( как положенно ).
Поэтому мотор просто проверили , работает на уровне КМД и так и оставили ради цены .
------------------------------------------
Короче делать выводы по единичной технике нельзя.
У меня был гоночный моторчик Сириус . Покупал его как пионерский и мне его продали сказав что это комбайн стабильно летящий на 1 разряд ( я не помню сколько времени на круг) с практически любым более, менее правильным винтом.
Да так и было , ставишь любой винт ( формованный , пластиковый ( подрезанный) 200х200 ) он как судовой дизель шел в свое время и если удавалось чуть больше, но так незначительно.
Но у мотора в гильзе была выполнена накатка . Если взять книгу Киселева - Модели воздушного боя , там написано что эффективность такого варианта рабочей поверхности гильзы кратковременная и потом углубления коксуются и сжирает и задирает пару из-за кокса .
Так вот на Сириусе этого не было, он до меня отработал прилично, и потом мы еще на нем сезон отлетали и пара была отменная и намека не было на задиры хотя накатка присутствовала и антинагарной присадки у меня не было.
Многое из выше сказанных слов истина -так оно и есть ,
а про то что производители знают как работает - тема интересная и спорная , ну ладно я не про то
про накатку в гильзе - хорошая книга Киселева Б - но тут они явно просто теоретически разложили , что в модельных моторчиках не всегда подтверждается - в свое время - будучи пацанами - заработав летом денег и на погрузке хлеба и на уборочной в деревне - попросил взрослых моделистов гонщиков купить мне моторчик гончий - как раз они уезжали на МАП , он же был всегда осенью - так вот привозят они мне моторчик за 70 рублей - чего - чей - не понятно , но что летит и работает отлично - ладно - старшим и заслуженным принято было верить - забираю - а на нем буковки и цифирьки ну не к кому не приставляются - НР-15 и более не чего .ну не терпится же - разобрал а там рыжая гильза хромированная с накаткой и алюминиевый поршень - я с вопросом к продавцу - а они - да так и есть - это новая мода в моделизме и все специалисты уже на таких летают - только вот про топливо ответили будет известно только ближе к весне - вот такой мне пацану 8-го класса достался моторчик и отработал он так .что мастера спорта и даже МСМК нас на области не могли догнать - только мы не справлялись с этим чудо мотором и отработал он у нас 3 года без проблем - затем просто тренер перевел на скорость и моторчик ушел в небытие и ищу его уже более 10 лет и немогу найти -и терзают меня мутные сомнения что моторчик был тот от Пауля Бугля - наш кто то привез из за бугра и толкнул на МАП - так что накатка работала и замечательно работала - а вот нужна она или нет -это другой вопрос