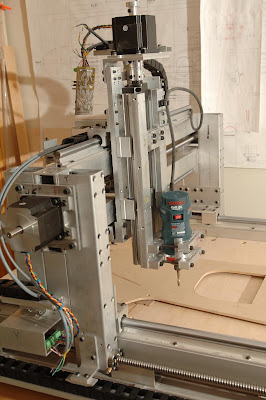
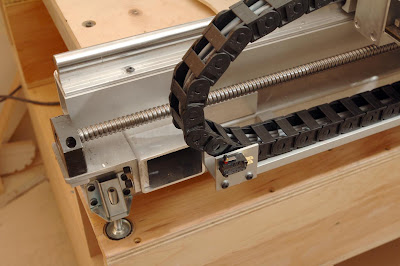
CNC из квадратного алюминиевой трубы

Толщина стенок 1\8 дюйма или 3.175мм
Пока все очень жестко. Когда начнет работать посмотрим что станет через месяц, другой.
Тестовые запуски прошли успешно. Все завертелось и закрутилось с первого раза. На оси X стоит два винта и два мотора. Поскольку были проблеммы со вторым драйвером то тесты проводились на одном моторе. Так вот с одним мотором прошел красивый круговой рез в фенере. Скоро займемся алюминием, посмотрим как с ним пойдет. В качестве шпинделя стоит BOSH router. До безобразия шумный. Надо уходить на шпиндель с водяным охлаждением, тогда не так шуметь будет.
Надо посвежее фоток сделать и выложить.
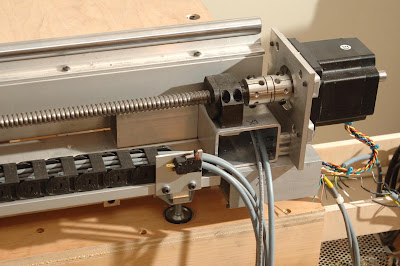
Сейчас все вылизывается и обвязывается концевыми выключателями. Попутно идет модернизация самих драйверов для двигателя (увеличение микрошага и его изменение в зависимости от оборотов двигателя). Ну и устраняются “ошибки проектирования”. Но что-то простое можно резать и сейчас.
Поскольку giantflier отключен от форума по идеологическим соображениям (во всяком случае я так понял), то пишите ему вопросы на email: cs@redplanearf.com
Я думаю задержек с ответом не будет.
Вот еще немножко фоток





Эх, красота.
Когда же мне придут эти китайские железки, а то уже слюни текут 😃
Китайские (в смысле оттуда) сильно дешевле получаются?
Проверенных поставщиков никто засветить не хочет?
Китайские (в смысле оттуда) сильно дешевле получаются?
Проверенных поставщиков никто засветить не хочет?
rcopen.com/forum/f41/topic150499
уж долго как обсуждают.
rcopen.com/forum/f41/topic150499
уж долго как обсуждают.
Мои как раз от него
Наш станок из квадратной трубы
Наш станок из квадратной трубы
Айрат, очень симпатично. Если не секрет, можно поподробнее о конструкции? Каковы рабочее поле, диаметры направляющих? Что пробовали резать, кроме дерева? Заранее спасибо.
Рама станка из алюминиевого профиля. По оси Х используется рельсовые направляющие и линейные подшипники фирмы HIWIN. По осям Y, Z используются закаленные, шлифованные цилиндрические направляющие диметром 25 и 16 мм соответственно. На осях X, Y и Z станка установлены шаговые двигатели PL57H76. Все передачи станка выполнены на шарико-винтовых парах (диаметр 16 мм шаг 5мм).
Рабочий стол станка сделан из плиты МДФ 41 мм с закладными гайками под винты М6 для крепления заготовки. На станок установлен шпиндель KRESS – мощность 1050 Ватт, используемые фрезы с хвостовиком 8, 6, 4, 3.175, 3 мм.
Дополнительное оборудование:
- Система аспирации (удаление стружки) с помощью пылесоса KARCHER.
- 4-ая поворотная ось для изготовления точеных изделий.
Обрабатываем твердые породы дерева, дюраль.
Есть видео работы станка по различным материаллам, не соображу как выложить
Рабочая область X,Y,Z 580х460х100мм
Размер стола 750х650мм
Точность позиционирования 0,01мм
Точность обработки 0,05мм
Скорость перемещения, max до 5000 мм/мин
Рабочая скорость, max до 5000 мм/мин
Вес станка 90 кг
Есть большое сомнение что дюралька обрабатывалась на ЭТОМ станке!!!
Есть большое сомнение что дюралька обрабатывалась на ЭТОМ станке!!!
Большим сомневающимся, маленькое видео
www.youtube.com/watch?v=ibsmPflCwXY
www.youtube.com/watch?v=t6sib-86oIQ
Почему станок вызывает сомнения?
Можем и вам такой сделать.
Рама станка из алюминиевого профиля…
Айрат, огромное спасибо за столь подробное описание. Хороший станочек.
Скорость перемещения, max до 5000 мм/мин
Рабочая скорость, max до 5000 мм/мин
Скажите, если не секрет, как Вы добились такой скорости. Насколько я понимаю движки напрямую соединены с ШВП. Есть какая-то редукция или что то другое?
Есть большое сомнение что дюралька обрабатывалась на ЭТОМ станке!!!
Есть БОЛЬШОЙ вопрос . Как обрабатывалось под зажимами???
Скажите, если не секрет, как Вы добились такой скорости. Насколько я понимаю движки напрямую соединены с ШВП. Есть какая-то редукция или что то другое?
Драйвера на микрошаге 1/4. Честно говоря катается с такой скоростью, но в основном эксплуатируем не больше 4500. Правильнее было наверное написать 4500, 5000 критично.
Есть БОЛЬШОЙ вопрос . Как обрабатывалось под зажимами???
Делали ложемент (он под дюралем), в дюральке контрольные отверстия (на видео видно). Обрабатывали выборки парами вдоль Х, 3 поворота вокруг центра вращения заготовки ( заготовка заранее обработана на токарном станке). Я ждал кстати такого вопроса, сразу же в глаза бросается, что зажимы закрывают рабочюю зону.
Есть БОЛЬШОЙ вопрос . Как обрабатывалось под зажимами???
(извините модераторы, может я не по теме)
У вас sillver по ходу дела проблемы с обработкой дюраля. На чем работаете, какой станок?
Наш станок из квадратной трубы
Айрат, классный станочек!
А труба какого сечения применялась?
Наш станок из квадратной трубы
Нормальный станочек . Я бы добавил еще в станину труб для большей жесткости , стойки Y сделал бы потолще , общую пластину Z и Y сделал бы толще , коретки чуть пошире раставил по X , еще обязательно поставте защиту на Y и Z , ну и шпинделек поставить асинхроник , тогда точно конфетка получится .
Нормальный станочек . Я бы добавил еще в станину труб для большей жесткости , стойки Y сделал бы потолще , общую пластину Z и Y сделал бы толще , коретки чуть пошире раставил по X , еще обязательно поставте защиту на Y и Z , ну и шпинделек поставить асинхроник , тогда точно конфетка получится .
Ну и на сколько он тогда дороже выйдет?
Я думаю что каждый делает по своим желаниям и возможностям.
Ну и на сколько он тогда дороже выйдет?
Я думаю что каждый делает по своим желаниям и возможностям.
Я совет вам дал ? Ненадо отвечать за другого человека , он как нибудь без вас разбирется по делу мой совет или нет !