Компактный, универсальный.

Обычно кто или обычно где? Где те планера, у которых щели рулевых поверхностей крыльев обычно снизу?
Сверху поток обычно ламинарен не более, чем до 70% хорды, наличие каких-либо щелей за этой чертой мало влияет на что-либо.
Виктор, а можете показать торцевую часть матрицы? Как она выглядит?
Виктор, с перестановкой заготовки длинные формы уже делал на данном станке?
Этому станку уже около четырех лет и пилил я на нём всяко разно. И с переставкой и с переворотом. 😃
Где те планера, у которых щели рулевых поверхностей крыльев обычно снизу?
Обычно, это из большой авиации, верхнюю поверхность стараются делать чище, все “шершавости” конструкции переносят на нижнюю поверхность.
Рассматриваю фотки Explorer-а, не вижу щели ни с какой стороны, щель закрыта. Есть в этом смысл?
Щель снизу хуже, чем щель сверху?
Ну в большой авиации небось и профили не совсем такие, как у современных моделей планеров. И щели в основном прикрыты или минимизированы.
В нашем случае щель снизу хуже, чем щель сверху. Там где её не видно, присутствует так называемый “ласт”, который её прикрывает. В пустотелых крыльях часто так делают. Особой целесообразности нет, но выглядит “дороже”.
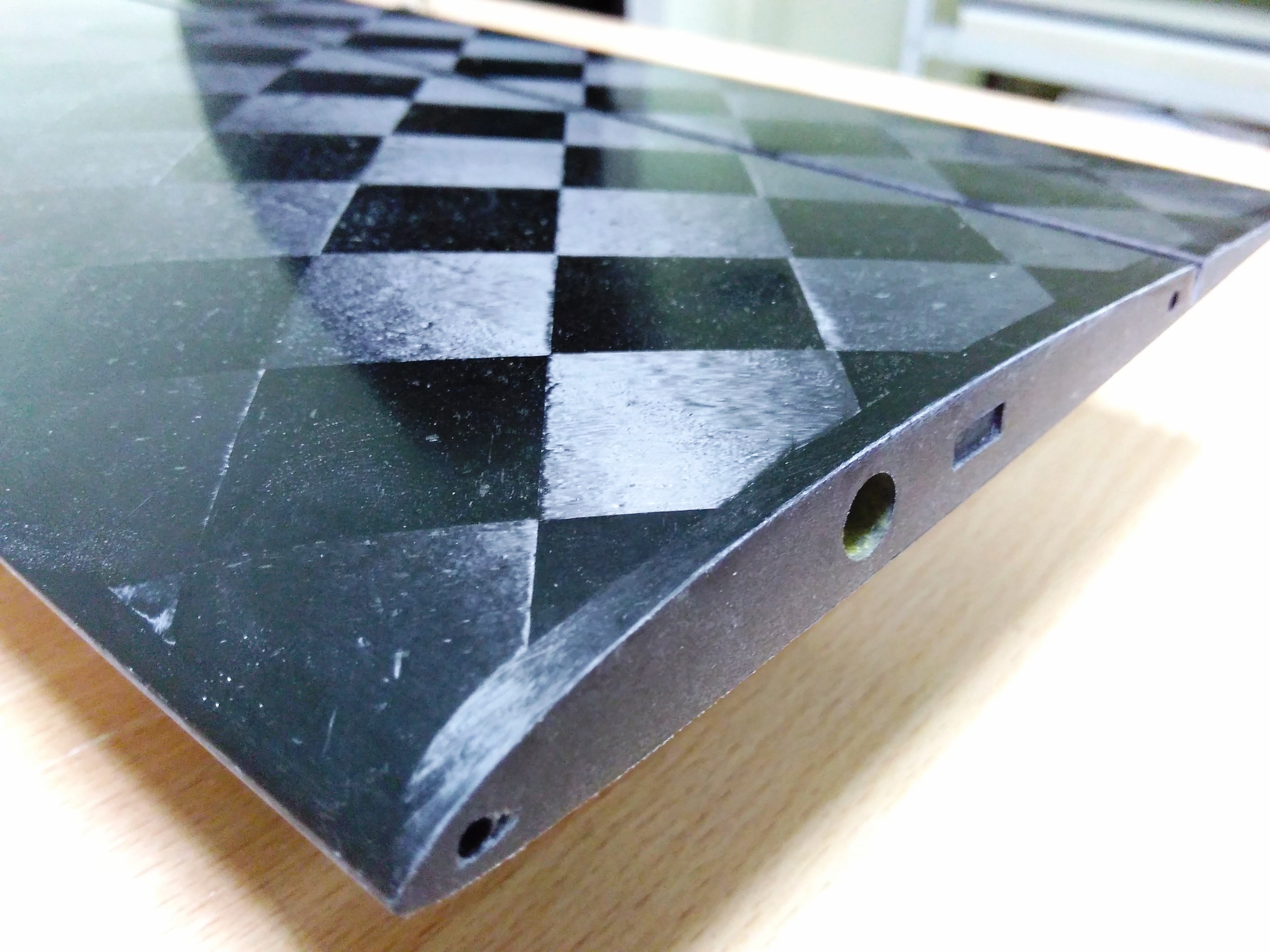
…Перепилил их из удачно подвернувшейся плиты толщиной 30мм…
Виктор! Подскажите пожалуйста, что за материал использовали для заготовки?
Акриловый камень. В некотором роде альтернатива модельному пластику.
Акриловый камень.
Спасибо, понятно: “solid surface”. У нас в Аргентине известен как corian. Не могли бы дать рекомендации по режимам обработки и инструменту?
А у нас Кориан редкость. Всё больше Самсунг, Акрилика и прочее.
Хорошо режется обычным быстрорезом (HSS). Черновая шестеркой, скорость 1.5-2.5 метра в минуту, съём/заглубление от 20/20% до 50/50%. Чистовая тройкой, скорость до 2.5 метров в минуту, шаг порядка 0.3мм.
Обороты примерно 12-15 тысяч.
Режимы зависят от возможностей станка. Если хлипкий, то съём и скорость гораздо ниже.
А у нас Кориан редкость.
Режимы зависят от возможностей станка. Если хлипкий, то съём и скорость гораздо ниже.
Спасибо, Виктор! Router индустриальный.
Пожалуйста.
Вот как выглядит камень после финишной обработки. Шлифовать можно начиная с 360-400 зерна.

Щель рулевых поверхностей на верхней поверхности не влияет? Обычно стараются щель внизу делать.
Посмотрите картинки/видео тут должно стать понятно почему сверху.
Да вот только расположение приводов на рулевые поверхности на крыльях реальных самолётов снизу, и вообще все выступы снизу, а сверху гладко.
Реальные продувки на видео однозначно говорят, что щель должна быть сверху, в xflr5 однозначно это не видно т.к. по низу тоже рисует линию перехода в турбулентное обтекание, которого по факту нет.
Однако меня волнует другой вопрос, не провоцирует ли щель более ранний отрыв погранслоя, или напротив, затягивает этот процесс отрыва как турбулизатор? На Re большой авиации такая щель сверху явно не помогает, там у всех рулей имеется радиус носка или бесщелевая навеска.
А так выглядит первый съём из обновлённой матрицы.



И всё же вернёмся к вопросу торца матрицы…
Может не надо? 😃
Очень надо. Мне крайне интересна технология заделки корневых нервюр в фюзеляже и крыле. 😃
Спасибо. 😁
Спасибо. 😁
Владимир, так поступать неприлично. 😃
Торцы это пот и кровь.
Сначала с помощью внутреннего набора в матрице крепятся все штыри и знаки. Делается отливка сердцевины. После ручной подгонки угла V на штырях, делается отливка торца по сердцевине.
Описанное в трёх предложениях отняло у меня около трёх недель времени для шести торцов.
Владимир, так поступать неприлично. 😃
Ну почему неприлично…Яж ещё не просил картинки к этому 😃
Вот кстати что значит “отливка торца”?