Станок с рабочим полем 2300х1100*250

Может есть у кого профиль зуба АТ, вариантов много и каждого производителя свой.

По логике- раз он называется АТ, значит он стандартный.
Картинку выше я приводил.
Ваше набегание- следствие нескруглённых углов нарезанных зубьев.
Я сам резал себе шкивы профиля Т5, было то же самое- ремень нормально не ложился на шкив. Стоило снять фаски в 0,25мм. с рёбер зубьев- влетел как влитой.
До сих пор на станке работают.
Я сам резал себе шкивы профиля Т5, было то же самое- ремень нормально не ложился на шкив. Стоило снять фаски в 0,25мм. с рёбер зубьев- влетел как влитой.
Какую глубину и ширину впадины резали?
Сейчас уже не помню- 3года почти прошло.
Но всё по чертежу из каталога. Плюс по ширине впадины под зуб зазор в 0,1мм. выполнил. Это нужно, чтобы ремень ложился плоской частью на шкив и зубья ремня не расклинивались в шкиве.
Но всё по чертежу из каталога.
За фото спасибо.
Использовали чертёж профиля ремня или конкретный чертёж зубчатого шкива?
Использовали чертёж профиля ремня или конкретный чертёж зубчатого шкива?
Использовал чертёж зубьев ремня из каталога. По нему подобрал борфрезу из набора “Proxxon”, сточил острый конец и “по десяточке” неторопясь пропылил в размер зуба.
Я сам резал себе шкивы профиля Т5, было то же самое- ремень нормально не ложился на шкив. Стоило снять фаски в 0,25мм. с рёбер зубьев- влетел как влитой.
Снял фаски с одного шкива - помогло, работает не супер конечно, но на первое время сойдёт. С большим шкивом не помогло - если прижимать ремень рукой, то заходит во впадины нормально, а вот если работает самостоятельно, то часть зубьев находит на выступы. Неохота переделывать всё заново, уж больно много времени ушло на шкив.
Если утончить зубья или уменьшить высоту поможет?
Если утончить зубья или уменьшить высоту поможет?
Впадины нужно делать по ширине чуть больше зуба ремня- на 0,1…0,2мм, в зависимости от размера зуба.
В качестве иллюстрации:

Я тут чертежи нашел, правда там для скачивания чертежа регистрироваться надо:

чертеь шкива посмотреть можно здесь www.catalogds.com/db/service?domain=gates.pt&comma… , выбрав PowerGrip, по чертежам делал на 30 и 72 зуба HTD 5 мм.
Один шкив уже заново нужно делать - слишком усердно сняты фаски 😃, да наверно “дно” впадины было слишком широкое.
Впадины нужно делать по ширине чуть больше зуба ремня- на 0,1…0,2мм, в зависимости от размера зуба.
Есть данные для АТ профиля? Скачал чертёж шкива от сюда , так там впадина один в один профиль зуба.
Есть данные для АТ профиля?
Конкретно на АТ нет.
Но принцип один.
Смотри тут какие должны быть размеры зубьев шкивов под импортные ремни:
www.chipmaker.ru/index.php?app=core&module=attach&…
ISO 2594, расчеты ведутся от линии корда в ремне(он не подвергается деформации)
А у нас привыкли считать по старинке - по средней линии зуба, опираясь на модуль зуба увеличивая или уменьшая модуль зуба в зависимости от типа передачи (силовая или кинематика) в пределах 2 градусов, относительно ремня. Этот расчет ориентирован на старые ремни без корда которые подвергались значительной деформации.
ЗЫ:
«— Скажите государю, что у англичан ружья кирпичом не чистят: пусть чтобы и у нас не чистили, а то, храни Бог войны, они стрелять не годятся».
нарисовал себе шкив на 13 зубов, а то производят только на 12 и 14, на 13 ни ни… суеверия млин 😁

Файл закинул сюда:
www.fayloobmennik.net/1217883
PS: Через плечо три раза сплюнул!!!
нарисовал себе шкив на 13 зубов, а то производят только на 12 и 14, на 13 ни ни… суеверия млин
Я первый шкив сделал “на глаз” да ещё из алюминия - подправил натфелем фаски и нормально работает. Второй сделал практически по чертежу (на сколько позволила точность станка и УДГ) - погрешность 0,1-0,2мм и блин ничего не сходится.
А откуда чертеж брали интересно ?
Могу начертить чертеж на 74 зуба попробовать и тогда сравнишь со своим и с реальным изделием (на бумаге распечатать и приложить к изделию).
А откуда чертеж брали интересно ?
Вот тут есть черчежи и модели в разных форматах. Кстати там много интересного есть.
Могу начертить чертеж на 74 зуба попробовать и тогда сравнишь со своим и с реальным изделием (на бумаге распечатать и приложить к изделию).
Это я и сам могу 😃. Сегодня наконец-то, сделали шкив на 72 зуба (осталось только фаски доделать, правда и без них нормально ремень садиться).
Основная проблема была в инструменте, сделали с центровочного сверла 4 фрезы, 2 оказались не на 60 градусов, а на 53-56 и как следствие большая ширина выступов зуба.
Взяли другие фрезы и всё получилось.
Всем спасибо за советы, особенно Glazz и CINN.
нарисовал себе шкив на 13 зубов, а то производят только на 12 и 14, на 13 ни ни…
Для АТ профиля эта модель не подойдёт. Коректная модель должна выглядеть где-то так
Возможно я путаю тип профиля, я беру профиль ремня “Optibelt ZR 130XL” (от рубанка)
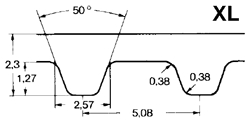
Вот АТ профиль
“Optibelt ZR 130XL” (от рубанка)
Серия XL- дюймовая.
АТ, Т- метрические.
Серия XL- дюймовая.
АТ, Т- метрические.
Спасибо CINN, а то я запутался.
Опять трабл. 😦
Поставили шкив так в одну сторону нормально идёт, а в другую ремень набегает.
Есть одна мысль - фрезеровщик фаски снимал сверлом на УДГ, чёт пошло не так и начало снимать пол зуба с одной стороны - пока он глаза разул уже 10-15 зубьев так прошло (оставил называется без присмотра).
Кстати, какое натяжение ремня должно быть.
Зыбыл добавить, что ремень в некоторых случаях проскальзывал на малом шкиве (у меня мультипликатор).
Кстати, какое натяжение ремня должно быть.
Оно должно быть.
Однако- без фанатизма. Зубчатый ремень- не клиновый, сильную натяжку не требует.
Обычно в каталогах производителей есть таблицы со значениями прогиба натянутого ремня при приложении некоторого усилия. Т.е., грубо, давим пальцем на натянутый ремень сбоку с силой 5кг.- прогибается на 5мм. Нормально. Если больше- подтянуть, меньше- ослабить.
Также производители выпускают приборы контроля основанные на этом способе.