В домашних условиях, практически на "коленке"...

На одном форуме прочитал, что у настоящего мастера должно быть два станка - один для раскроя, а другой для обработки железяк!
Как раз мастер на чем угодно сделает))) Один товарищ мне показал как на моей ручной настольной токарке за 25тыс. р. (150Вт) деталь быстрее сделать чем я смог на 8кВтном ЧПУ 😉
Разные станки нужны для пром производства там где ты деньги зарабатываешь. В хобби достаточно одного под основную и самую сложную задачу. Если это допустим алюм 10-12мм то под это и надо брать станок а предварительный раскрой и лобзиком можно сделать или полуфабрикат заказать за копейки а на станке уже доводить форму и красоту.
А на 6000 оборотов(мало ли Вам такое в голову придет) воздушник а.) перегреется, б.) ему не хватит момента на такие подачи.
Ну 6000 может и перебор, но 12000 то легко…
И в Хобби гнаться за идеальными режимами нафиг надо. Подумаешь лишнюю китайскую фрезу за 100-200р убьешь…
И еще. Делать лучше самому, но в том случае если позволяют условия.
Да ктож спорит то…только что бы такое достойно сделать надо мягко говоря быть мастером золотые руки. Уметь варить(и не электродом), иметь кучу инструмента для резки, шлифовки и т.п. А потом еще все это собрать с точностью ну ни как не рулетки.
А в идеале свареннцю раму вообще засунуть в станок для придании идеальной геометрии.
С 1.5квт шпинделем можно снимать и 1.0-1.5мм, но другая проблема возникает - наклеп на фрезу из-за которого она перестает нормально резать. Для этого надо отдельно фрезы подбирать и ее режимы резания. Поэтому я сейчас, например, на 1.5квт шпинделе снимаю по 0.25мм, но с большой скоростью 10мм в сек и иногда больше. В результате с “наклепом” практически не встречаюсь, да и выбором фрезы и ее режимами резания не заморачиваюсь, использую обычные!
Да если держать под рукой баллончик пусть ВД40…уже проблемы многие снимаются.
А фрезы дешевые китайские просто почаще менять что бы всегда острая была. Не пытаться получить ресурс как у “взрослых”)))) Тем более этим убитым фрезам моделист применение найдет…пины всякие, оськи отличные получаются.
На китайской распродаже порой пачка фрез 10-20шт за 100р идет. Для разовых хоббийных резок такого количества на пол года хватит.
12000 то легко
На 12000 хорошо режутся пластики всякие, акрил… Может быть текстолит тоже, но фрезы должны быть хорошие…
И в Хобби гнаться за идеальными режимами нафиг надо. Подумаешь лишнюю китайскую фрезу за 100-200р убьешь…
Для примера, я часто режу из стеклотекстолита рамы для квадриков, так вот одной хорошей фрезы(150-200 рублей) на раму не всегда хватает, а плохих штуки 3 надо, тех что по 30-50 рублей…
А самое главное, это не расход фрез, а качество реза и размеры. Разумеется, если речь идет о резке фанеры фрезой 6 мм, там пофигу, а миллиметровая фреза может отогнуться на пару десяток.
Ну и, дело не всегда в стоимость фрезы упирается, материал часто дороже обходится. Так что и в хобби соблюдение режимов желательно, испорченная заготовка=выкинутые деньги…
пачка фрез 10-20шт за 100р идет
Никогда таких не видел…) Самое дешевое, что я брал, это 10 штук в коробочке за 5 баксов. Больше такие не беру…)
На 12000 хорошо режутся пластики всякие, акрил… Может быть текстолит тоже, но фрезы должны быть хорошие…
Ну не знаю…я все режу на 12000. Алюм идет хорошо. Иногда даже 2х заходной.
Для примера, я часто режу из стеклотекстолита рамы для квадриков, так вот одной хорошей фрезы(150-200 рублей) на раму не всегда хватает, а плохих штуки 3 надо, тех что по 30-50 рублей…
А самое главное, это не расход фрез, а качество реза и размеры. Разумеется, если речь идет о резке фанеры фрезой 6 мм, там пофигу, а миллиметровая фреза может отогнуться на пару десяток.
Чето я не понимаю о чем вы…для хобби я всегда беру уже БУ фрезы которые трудились на коммерческие заказы. При этом на детали для авто 1\5 дюраля толщиной 5-10мм, а там и по пол метра бывает и всего деталей штук 20, рычаги, рама, стойки, моторамы…в принципе хватает 1-2 БУ фрез.
А качество реза это уже вопрос задачи. Никто не мешает после грубого выгрызания пройтись чистовым. Это ну максимум еще 1 фреза которая должна справится с несколькими десятками деталей. Тем более что в хобби порой зафинишировать проще вручную чем ждать пока фреза пол дня будет там ползать полировать…
Ну и, дело не всегда в стоимость фрезы упирается, материал часто дороже обходится. Так что и в хобби соблюдение режимов желательно, испорченная заготовка=выкинутые деньги…
Ла чего там с заготовкой будет то? Припуск поставил и руби хоть “топором”. Хорошей фрезой останется только десяточку снять. Тут скорее надо техннологию подбирать под конкретный фрезер и задачу. Во многих случаях нет смысла сразу резать начисто. Тем более для хоббиста сроки не так уж принципиальны обычно. Главное что бы не целый день 1 рычаг пилить)))) Иначе просто на комплект терпения не хватит 😉
Никогда таких не видел…) Самое дешевое, что я брал, это 10 штук в коробочке за 5 баксов. Больше такие не беру…)
Да я тоже не видел. Но вот человеку попались, он мне их привез))) Думаю если поискать там много такого “добра”.
Фрезы конечно откровенное г…, но для определенных рисковых задач и под выгрызание вполне. А потом уже дорогой фрезой ААА(1шт в районе 1000р) проходим чистовой. И ее хватит на пол года наверное если не кунать в дюраль на 10мм, да еще без охлаждения.
Соглашусь со СПИРИТУСом, в хоббийстве всегда технические сложности можно обойти технологией изготовления, причем будет не хуже. Я, например, сейчас режимы работы фрезы просто подбираю по шуму. Включил, послушал “свист” фрезы, дальше регулируя оборотами шпинделя и подачей подбираешь наиболее комфортный для себя шум. Как правило, это и есть нужный режим работы для фрезы!
Этот спор не имеет конца, потому что у каждого свои задачи и главное требования. У меня для алюминия требований больших нет, моторамы, крепления элементов…и я обхожусь дешевыми однозаходными фрезами по 100 рублей. Эти все детали напильником можно сделать. А вот попробовал резать пано из дерева дешевыми фрезами, больше не хочу.
для хобби я всегда беру уже БУ фрезы которые трудились на коммерческие заказы.
Понимаете ли, у меня таких возможностей нет, я для хобби фрезы покупаю…) И материалы я тоже покупаю, у меня нет дедушкиных запасов в гараже.
Чето я не понимаю о чем вы…
Показываю…
На стеклотекстолитовые детали такой рамы уходит одна новая кукуруза. Если этой же кукурузой резать вторую раму, то половина деталей будет уже с лохматыми краями…
К тому же, хобби это не всегда авиа и автомоделизм. И Ваш подход - вырубание топором с последующей обработкой напильником не везде подходит.
А еще, есть такой параметр как время… Не у всех есть время пилить деталь полдня, иногда ее приходится делать за 15-20 минут… Если Вы пенсионер, к примеру, то Вам конечно времени девать некуда - можете себе позволить… Или у Вас работа с хобби совмещается… А мне, для занятия хобби еще и работать надо. А кто не хочет уходить с наколеночного уровня, пусть там и остается, никто не неволит, но нести такую идеологию в массы не стоит. Как сказал один наш коллега: “Делать надо хорошо, а плохо - само получится…”
По-моему полемика переходит в схоластическую плоскость. Думаю, “массы” посмотрят, определятся и сами выберут свои приоритеты. Всем удачи в своих начинаниях!
Показываю…
Смешно)))) Причем тут ваша тонюсенькая пластинка из текстолита с кукурузкой?
Я писал про 10-12мм алюма на маленьком станке. Там немного другие ориентиры как по времени так и по фрезам. Или вы просто не представляете что такое комплект рычагов на 1\5 😈
Ну и чисто для сравнения альтернатива вашей текстолитке…рама дюраль 10мм размер что то вроде 20х20см
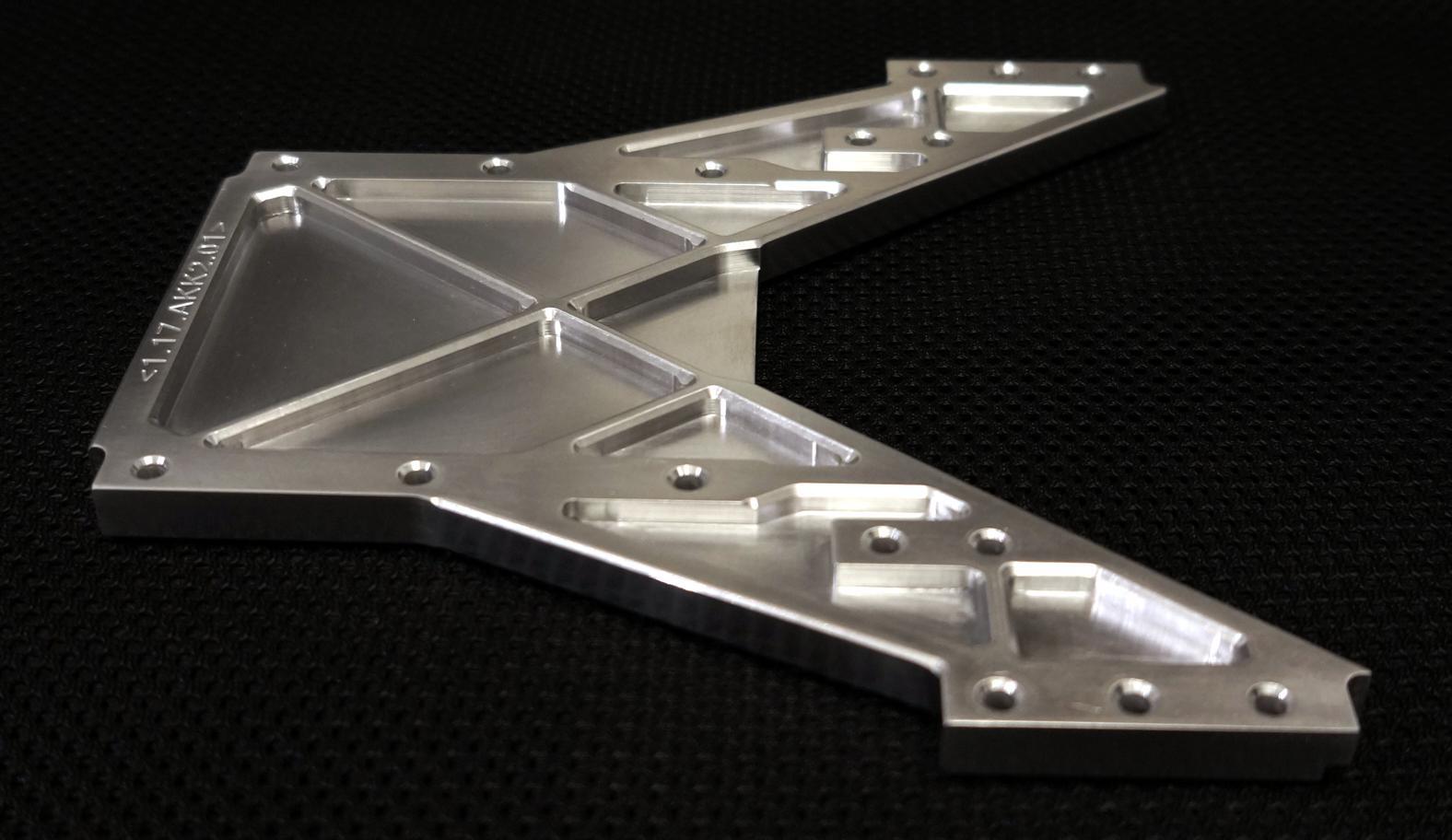
Если не понятно о чем речь, то поясню…там выборки на глубину 6-7мм(в сумме с двух сторон)
Ну и обратка само собой
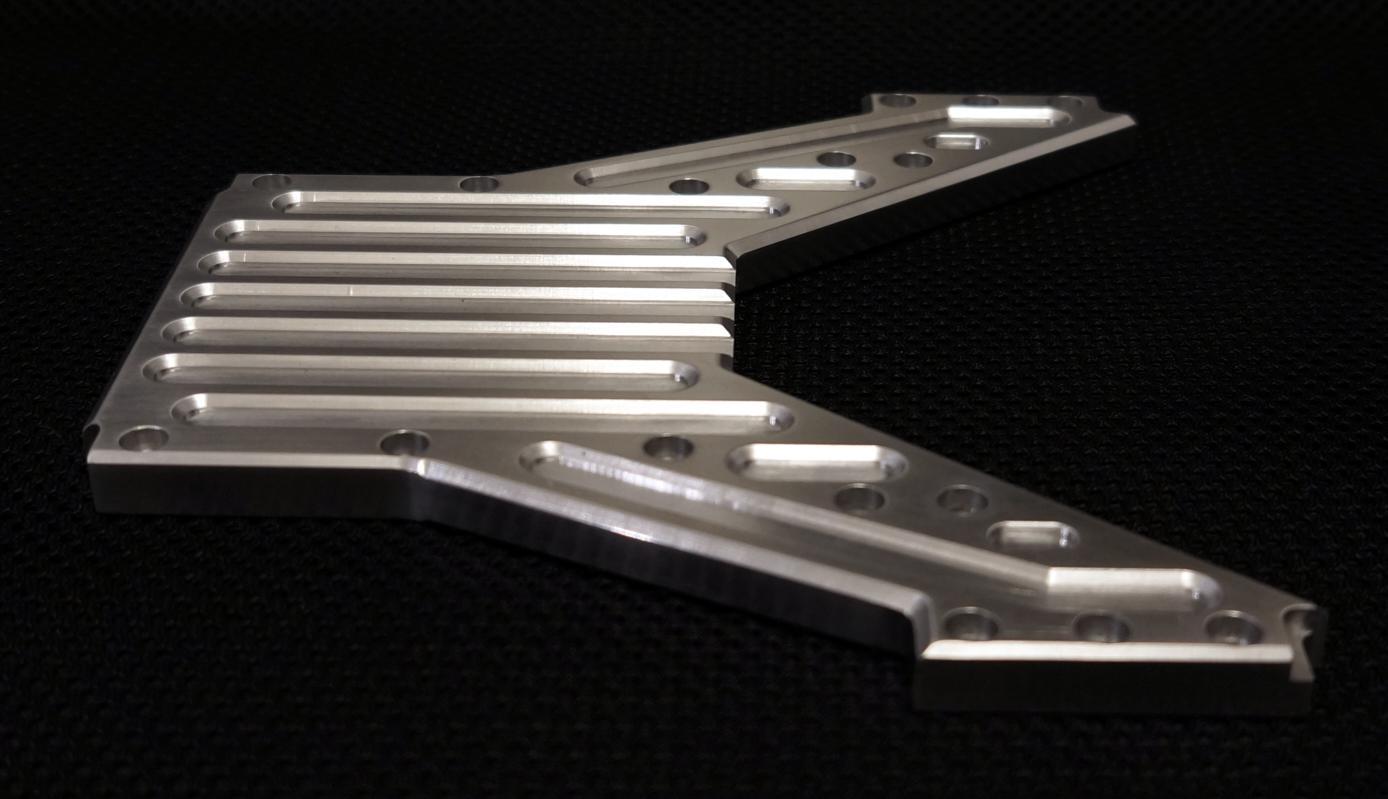
ЗЫ Дальнейший разговор не имеет смысла…Удачи в кукурузо пилении сразу начисто как говорил ваш коллега 😈 А я по тупому…вырубил и потом ручками придал более менее цивильный вид. Для вырубки такой детали хватает 1 фрезы на 12000. Точнее 1 фрезой выпиливается несколько таких деталей.
Причем тут ваша тонюсенькая пластинка из текстолита с кукурузкой?
Мы же вроде за хобби разговаривали, не? ) Алюминий я тоже пилю, от 0.2 мм и до 30 мм, конечно, не такие сложные формы как у Вас, зато за 1 раз и быстро…
И не надо принимать на свой счет все написанное…)
Бальзу не пробовал?
Доброго дня всем владельцам и конструкторам ЧПУ! не стал создавать новую тему, а решил спросить тут. Являюсь владельцем ЧПУ от Михаила, станком очень доволен, но, время не стоит на месте и хочется развиваться… И решил я заменить шпильки на осях на нормальные ШВП (благо цена сейчас более чем позволяет). Попутно, строю свой станок с рабочим полем 1000х500, хотел модернизировать имеющийся станок, но, пришел к выводу, что это не тот путь, да и станки должны быть нескольких размеров… так вот, при проектировании тоже уперся в злополучные ШВП. Так вот, вопрос в том, как правильно обработать винт под опоры BF и BK? где должна быть резьба, какая должна быть остальная обработка?
как правильно обработать винт под опоры BF и BK? где должна быть резьба, какая должна быть остальная обработка?
А чем не устраивают стандартные чертежи? В гуглокартинках их полно… Кроме того, у китайцев при покупке ШВП можно и обработку концов заказать…
ИМХО, в большом станке (1000х500) ШВП не самое главное, на таких дистанциях и направляющие должны быть другими и электроника… А то будет не станок, а вибростенд…)
Бальзу не пробовал?
Даже в руках ниразу в жизни не держал.
А чем не устраивают стандартные чертежи?
Устраивают всем, только смотрю я на них и прям как китайскую книгу изучаю, только вопросов больше становится… например, рассчитать размер, вернее длину винта и припуски на обработку, чтоб потом не пролететь с этой самой длиной, куда устанавливать опоры винта, куда устанавливать опоры винта на ось У, внутри портала или снаружи (это тоже все влияет на припуски на обработку винта и его длину), какие опоры нужны на ось У, BK и BF или обе BK? ну и т.д… Может я ищу конечно проблему на ровном месте, но хотелось бы разобраться с этими моментами…
направляющие должны быть другими
Абсолютно с Вами согласен! В качестве направляющих везде будут использоваться рельсы, а в качестве соединительных элементов конструкции - станочный профиль… (60х30)
Даже в руках ниразу в жизни не держал.
Может подвести для пробы?
“…но, время не стоит на месте…”
Трудно не согласиться, то что было еще приемлемо вчера, сегодня уже может считаться недостаточным. Но технический прогресс все-таки делает свое дело и сегодня, например, уже рельсы и ШВП по ценам уже вполне приемлемы в том числе и для хоббийства.
Если по конкретному станку, то переход на больший формат - 500х1000мм потребует и изменение общего конструктива. На оси Х обычных направляющих валов уже будет не хватать, желательно какие-нибудь “рельсы”, да еще и ставить их на какую-нибудь прочную опору, чтобы “не висели”. Далее надо подумать и об укреплении “столика”, там такие-же проблемы будут с “висением”. При увеличении размеров оси У надо думать и об установке двух ходовых ШВП на оси Х - на концах. Без них возможно “перекашивание” силового контура оси У на краях рабочей зоны при работе под нагрузкой. При установке двух ходовых ШВП на оси Х надо подумать также и об обеспечении их синхронной работы, иначе тоже возможно “перекашивание”. На мой взгляд, одна только электроника гарантий тут не даст и пропуск шагов на этих “отдельных” ШВП при длительной работе все-таки будет накапливаться. Значит надо подумать будет и об устройстве какой-то механической связи между ними… Вот такой ворох основных технических вопросов потянет за собой изменение размеров станка, я уж не говорю о его внешних габаритах и весе!
Вот такой ворох основных технических вопросов потянет за собой изменение размеров станка
Полностью согласен, поэтому и решил не брать за основу какую то конкретную конструкцию, а разработать все самостоятельно “с нуля”…
Удачи и ждем на ветке!
например, рассчитать размер, вернее длину винта и припуски на обработку
А чего там непонятного? Стандартное оно на то и стандартное, чтобы считать удобно было… Общая длина винта равняется желаемому перемещению +длина гайки + длина концов с двух сторон…
Берем стандартный чертеж ШВП 16хх и считаем, общая длина L будет равна 15+39+42+11+ перемещение… Для 500 мм и для 1000 добавить соответственно. Ну можно еще 15-20 мм на конструкторские издержки накинуть…

А чего там непонятного?
не совсем правильно выразился… как на этом валу будут расположены опоры, вернее, как вал буде внутри этих опор? это мне нужно, что б позиционировать опоры на чертеже (конкретное их место установки).