В домашних условиях, практически на "коленке"...

Соглашусь со СПИРИТУСом, в хоббийстве всегда технические сложности можно обойти технологией изготовления, причем будет не хуже. Я, например, сейчас режимы работы фрезы просто подбираю по шуму. Включил, послушал “свист” фрезы, дальше регулируя оборотами шпинделя и подачей подбираешь наиболее комфортный для себя шум. Как правило, это и есть нужный режим работы для фрезы!
Этот спор не имеет конца, потому что у каждого свои задачи и главное требования. У меня для алюминия требований больших нет, моторамы, крепления элементов…и я обхожусь дешевыми однозаходными фрезами по 100 рублей. Эти все детали напильником можно сделать. А вот попробовал резать пано из дерева дешевыми фрезами, больше не хочу.
для хобби я всегда беру уже БУ фрезы которые трудились на коммерческие заказы.
Понимаете ли, у меня таких возможностей нет, я для хобби фрезы покупаю…) И материалы я тоже покупаю, у меня нет дедушкиных запасов в гараже.
Чето я не понимаю о чем вы…
Показываю…
На стеклотекстолитовые детали такой рамы уходит одна новая кукуруза. Если этой же кукурузой резать вторую раму, то половина деталей будет уже с лохматыми краями…
К тому же, хобби это не всегда авиа и автомоделизм. И Ваш подход - вырубание топором с последующей обработкой напильником не везде подходит.
А еще, есть такой параметр как время… Не у всех есть время пилить деталь полдня, иногда ее приходится делать за 15-20 минут… Если Вы пенсионер, к примеру, то Вам конечно времени девать некуда - можете себе позволить… Или у Вас работа с хобби совмещается… А мне, для занятия хобби еще и работать надо. А кто не хочет уходить с наколеночного уровня, пусть там и остается, никто не неволит, но нести такую идеологию в массы не стоит. Как сказал один наш коллега: “Делать надо хорошо, а плохо - само получится…”
По-моему полемика переходит в схоластическую плоскость. Думаю, “массы” посмотрят, определятся и сами выберут свои приоритеты. Всем удачи в своих начинаниях!
Показываю…
Смешно)))) Причем тут ваша тонюсенькая пластинка из текстолита с кукурузкой?
Я писал про 10-12мм алюма на маленьком станке. Там немного другие ориентиры как по времени так и по фрезам. Или вы просто не представляете что такое комплект рычагов на 1\5 😈
Ну и чисто для сравнения альтернатива вашей текстолитке…рама дюраль 10мм размер что то вроде 20х20см
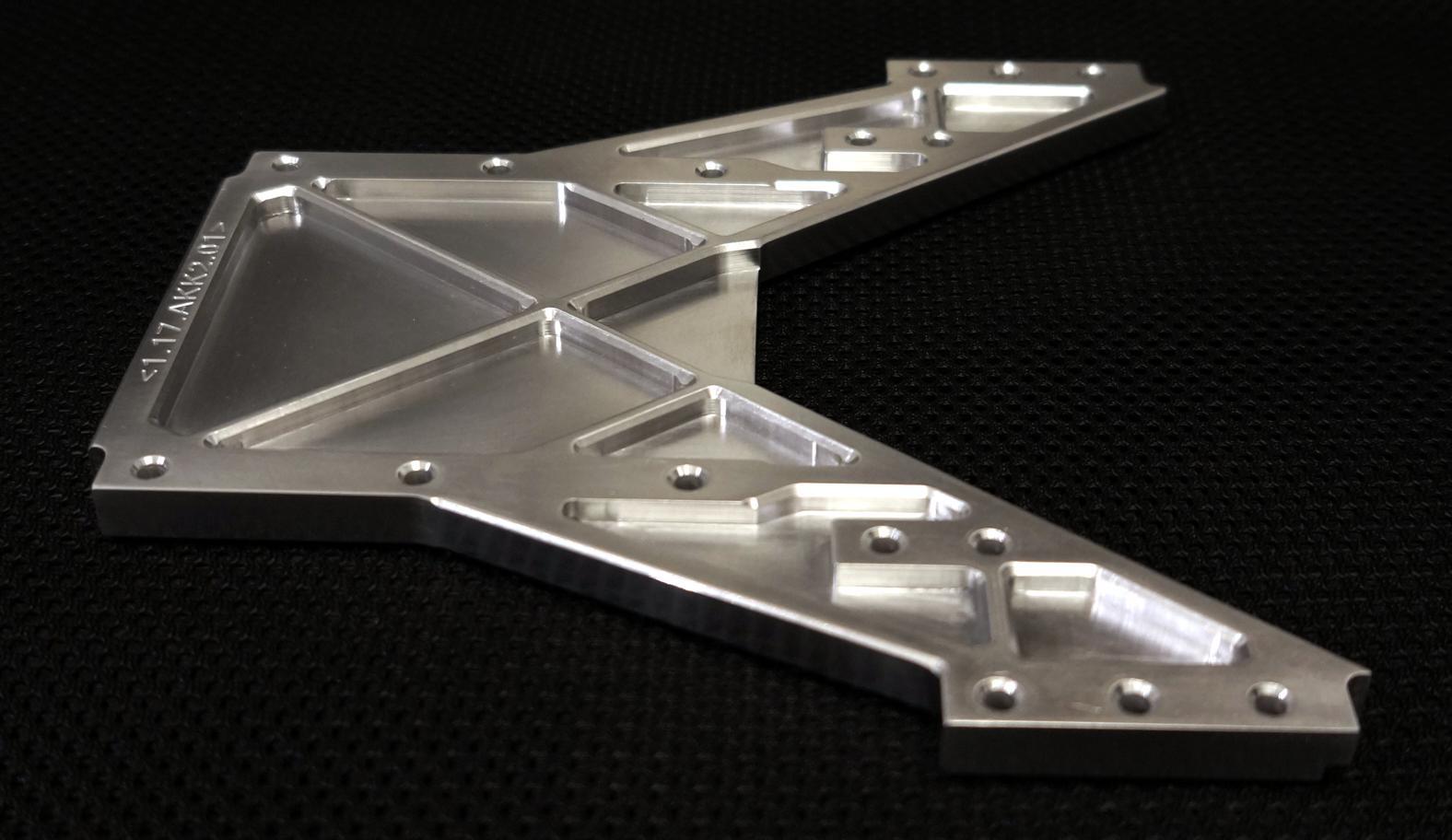
Если не понятно о чем речь, то поясню…там выборки на глубину 6-7мм(в сумме с двух сторон)
Ну и обратка само собой
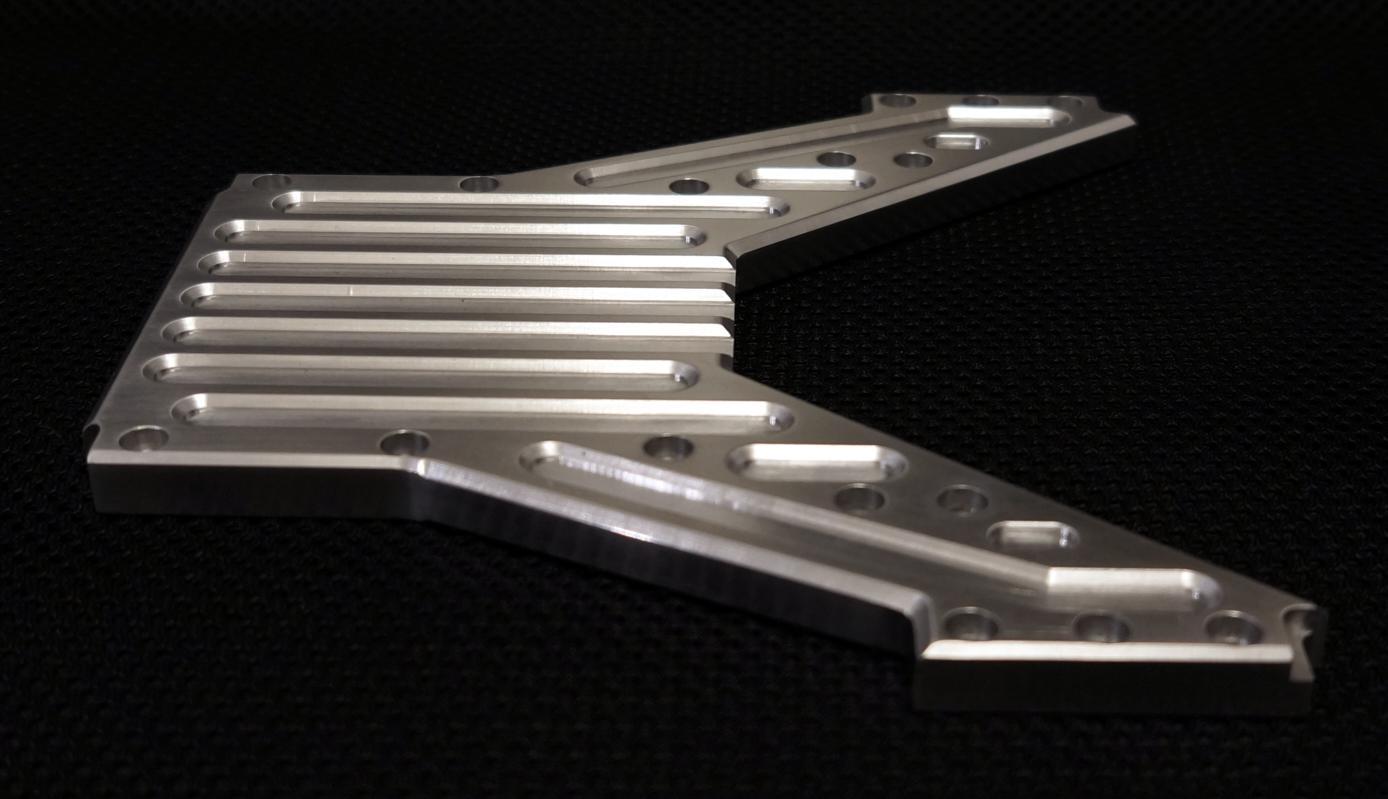
ЗЫ Дальнейший разговор не имеет смысла…Удачи в кукурузо пилении сразу начисто как говорил ваш коллега 😈 А я по тупому…вырубил и потом ручками придал более менее цивильный вид. Для вырубки такой детали хватает 1 фрезы на 12000. Точнее 1 фрезой выпиливается несколько таких деталей.
Причем тут ваша тонюсенькая пластинка из текстолита с кукурузкой?
Мы же вроде за хобби разговаривали, не? ) Алюминий я тоже пилю, от 0.2 мм и до 30 мм, конечно, не такие сложные формы как у Вас, зато за 1 раз и быстро…
И не надо принимать на свой счет все написанное…)
Бальзу не пробовал?
Доброго дня всем владельцам и конструкторам ЧПУ! не стал создавать новую тему, а решил спросить тут. Являюсь владельцем ЧПУ от Михаила, станком очень доволен, но, время не стоит на месте и хочется развиваться… И решил я заменить шпильки на осях на нормальные ШВП (благо цена сейчас более чем позволяет). Попутно, строю свой станок с рабочим полем 1000х500, хотел модернизировать имеющийся станок, но, пришел к выводу, что это не тот путь, да и станки должны быть нескольких размеров… так вот, при проектировании тоже уперся в злополучные ШВП. Так вот, вопрос в том, как правильно обработать винт под опоры BF и BK? где должна быть резьба, какая должна быть остальная обработка?
как правильно обработать винт под опоры BF и BK? где должна быть резьба, какая должна быть остальная обработка?
А чем не устраивают стандартные чертежи? В гуглокартинках их полно… Кроме того, у китайцев при покупке ШВП можно и обработку концов заказать…
ИМХО, в большом станке (1000х500) ШВП не самое главное, на таких дистанциях и направляющие должны быть другими и электроника… А то будет не станок, а вибростенд…)
Бальзу не пробовал?
Даже в руках ниразу в жизни не держал.
А чем не устраивают стандартные чертежи?
Устраивают всем, только смотрю я на них и прям как китайскую книгу изучаю, только вопросов больше становится… например, рассчитать размер, вернее длину винта и припуски на обработку, чтоб потом не пролететь с этой самой длиной, куда устанавливать опоры винта, куда устанавливать опоры винта на ось У, внутри портала или снаружи (это тоже все влияет на припуски на обработку винта и его длину), какие опоры нужны на ось У, BK и BF или обе BK? ну и т.д… Может я ищу конечно проблему на ровном месте, но хотелось бы разобраться с этими моментами…
направляющие должны быть другими
Абсолютно с Вами согласен! В качестве направляющих везде будут использоваться рельсы, а в качестве соединительных элементов конструкции - станочный профиль… (60х30)
Даже в руках ниразу в жизни не держал.
Может подвести для пробы?
“…но, время не стоит на месте…”
Трудно не согласиться, то что было еще приемлемо вчера, сегодня уже может считаться недостаточным. Но технический прогресс все-таки делает свое дело и сегодня, например, уже рельсы и ШВП по ценам уже вполне приемлемы в том числе и для хоббийства.
Если по конкретному станку, то переход на больший формат - 500х1000мм потребует и изменение общего конструктива. На оси Х обычных направляющих валов уже будет не хватать, желательно какие-нибудь “рельсы”, да еще и ставить их на какую-нибудь прочную опору, чтобы “не висели”. Далее надо подумать и об укреплении “столика”, там такие-же проблемы будут с “висением”. При увеличении размеров оси У надо думать и об установке двух ходовых ШВП на оси Х - на концах. Без них возможно “перекашивание” силового контура оси У на краях рабочей зоны при работе под нагрузкой. При установке двух ходовых ШВП на оси Х надо подумать также и об обеспечении их синхронной работы, иначе тоже возможно “перекашивание”. На мой взгляд, одна только электроника гарантий тут не даст и пропуск шагов на этих “отдельных” ШВП при длительной работе все-таки будет накапливаться. Значит надо подумать будет и об устройстве какой-то механической связи между ними… Вот такой ворох основных технических вопросов потянет за собой изменение размеров станка, я уж не говорю о его внешних габаритах и весе!
Вот такой ворох основных технических вопросов потянет за собой изменение размеров станка
Полностью согласен, поэтому и решил не брать за основу какую то конкретную конструкцию, а разработать все самостоятельно “с нуля”…
Удачи и ждем на ветке!
например, рассчитать размер, вернее длину винта и припуски на обработку
А чего там непонятного? Стандартное оно на то и стандартное, чтобы считать удобно было… Общая длина винта равняется желаемому перемещению +длина гайки + длина концов с двух сторон…
Берем стандартный чертеж ШВП 16хх и считаем, общая длина L будет равна 15+39+42+11+ перемещение… Для 500 мм и для 1000 добавить соответственно. Ну можно еще 15-20 мм на конструкторские издержки накинуть…

А чего там непонятного?
не совсем правильно выразился… как на этом валу будут расположены опоры, вернее, как вал буде внутри этих опор? это мне нужно, что б позиционировать опоры на чертеже (конкретное их место установки).
При установке двух ходовых ШВП на оси Х надо подумать также и об обеспечении их синхронной работы, иначе тоже возможно “перекашивание”. На мой взгляд, одна только электроника гарантий тут не даст и пропуск шагов на этих “отдельных” ШВП при длительной работе все-таки будет накапливаться.
Михаил, тут Вы не правы. Уж Вы-то точно знаете, что накапливание пропусков на одномоторной схеме не менее неприятно, чем на двухмоторной, так что это общая проблема, не зависящая от количества моторов. И решается она тоже одинаково - мощности моторов должно с запасом хватать для предполагаемой нагрузки. Это необходимое и достаточное условие для обеспечения синхронности и неперекашиваемости.
Значит надо подумать будет и об устройстве какой-то механической связи между ними
Ни в коем случае!!! При натяжении этой “цепи” моторы будут работать в основном не на полезную нагрузку, а на перетягивание друг друга. И никто не обещает, что победит в итоге именно тот мотор, который без пропусков.
решил не брать за основу какую то конкретную конструкцию, а разработать все самостоятельно “с нуля”…
Алексей, а может не надо с нуля? Всё же уже украдено придумано до нас. Есть очень разные и интересные конструкции, которые можно взять за основу,пусть и немного переработав под себя.
Я, готовясь делать свой станок, пересмотрел кучу картинок со станками, и это было очень познавательно. Правда, потом я подсчитал, во сколько мне обойдётся покупка валов-моторов-электроники и покупка готового станка. . . и купил готовый:) Если не гнаться за станком “из тонны чугуна”, а взять облегчённый, для обработки дерева и пластика, то разница в цене не такая уж и космическая.
P.S. Обладаю станком 1200х600х150 заводского производства из алюминиевых профилей.
взять облегчённый, для обработки дерева и пластика,
вот именно для этого он и проектируется…))) в основу своего станка я тоже вкладываю использование алюминиевого станочного профиля. Я тоже решил, что избыточная жесткость на моих задачах ни к чему и станок делаю тоже из разряда бюджетных… пока, временно, для портала и платформы оси Z вообще буду использовать фанеру (хотя, у нас нет ничего более постоянного, чем что то временное).
P.S. с удовольствием бы посмотрел на Ваш станок, если скинете сюда его фото, то буду благодарен.
пока, временно, для портала и платформы оси Z вообще буду использовать фанеру (хотя, у нас нет ничего более постоянного, чем что то временное)
Вот я тоже задумал было делать из фанеры, а потом понял, что сначала в течение года у меня все выходные будут заняты постройкой, а потом всю жизнь у меня будет фанерный станок. И не факт, что хороший. Да и неудобно это - строить фрезерный станок без фрезерного станка:) Поэтому я решил всё это время, отведённое на постройку, провести на работе и обменять на деньги:), а потом купить готовый станок. С заранее известными характеристиками. Ну, почти готовый, небольшой тюнинг всё же потребовался.
Такой подход не совсем годится для данной темы, поэтому я здесь не особо часто высказываюсь, хотя и подписан на неё.